You might also like
- Defects in GalvanizingDocument10 pagesDefects in GalvanizingBalaji GuruNo ratings yet
- Handbook of GalvanizingDocument13 pagesHandbook of Galvanizingsmg26thmay100% (1)
- Appearance - American Galvanizers AssociationDocument3 pagesAppearance - American Galvanizers Associationlahidu lakshanNo ratings yet
- Galvanized Coating AppearanceDocument8 pagesGalvanized Coating AppearanceEidrish ShaikhNo ratings yet
- GalvanizingDocument6 pagesGalvanizingannamachaaryaNo ratings yet
- Defects in Galvanised Coatings INGALSM3Document14 pagesDefects in Galvanised Coatings INGALSM3khurshedlakhoNo ratings yet
- Galvanising InspectionDocument3 pagesGalvanising InspectionannamachaaryaNo ratings yet
- Ma KemDocument20 pagesMa KemVan Hien LeNo ratings yet
- Grey Coatings On Hot Dip Galvanized SteelDocument12 pagesGrey Coatings On Hot Dip Galvanized SteelMehman NasibovNo ratings yet
- Astm A 385 - 08 - 43Document9 pagesAstm A 385 - 08 - 43Kevin HuynhNo ratings yet
- Galvanizing - Inspection Standards and Reference Photos PDFDocument4 pagesGalvanizing - Inspection Standards and Reference Photos PDFCLEMENT100% (1)
- HDG DefectDocument45 pagesHDG DefectjasminneeNo ratings yet
- Met Preparation of Zinc Coatings (Struers)Document6 pagesMet Preparation of Zinc Coatings (Struers)aladinsaneNo ratings yet
- 2012v11 - Taking A Dip - Hot-Dip Galvanizing PDFDocument3 pages2012v11 - Taking A Dip - Hot-Dip Galvanizing PDFabcd_iluNo ratings yet
- Defects in Hot Dip GalvanisingDocument16 pagesDefects in Hot Dip GalvanisingMathews Joseph100% (1)
- HDG Fact Sheet 2017 V4Document6 pagesHDG Fact Sheet 2017 V4Ra'oufAli-zadehNo ratings yet
- Grey CoatingDocument1 pageGrey CoatingazizNo ratings yet
- Hand Book-GalvanizingDocument9 pagesHand Book-GalvanizingSreedhar Patnaik.M100% (1)
- Galvannealed Ga Galvanealed Zinc Fe Zinc Ro Zinc Iron Alloy A Practical StudyDocument12 pagesGalvannealed Ga Galvanealed Zinc Fe Zinc Ro Zinc Iron Alloy A Practical StudyashishsteelNo ratings yet
- Defects in GalvanizingDocument10 pagesDefects in GalvanizingSreedhar Patnaik.M75% (4)
- Astm A 385 2011Document8 pagesAstm A 385 2011Sathish Kumar100% (1)
- Astm A 385 PDFDocument9 pagesAstm A 385 PDFNizarHamrouniNo ratings yet
- Hot Dipped Galvanized Coating DefectsDocument8 pagesHot Dipped Galvanized Coating DefectsNsidibe Michael EtimNo ratings yet
- CH 01.07 Galvin SteelDocument5 pagesCH 01.07 Galvin Steelkhairul ardyNo ratings yet
- Hot Dip Galvanized CoatingDocument28 pagesHot Dip Galvanized CoatingOci Rizal100% (6)
- Painting Over Hot Dip Galvanized SteelDocument6 pagesPainting Over Hot Dip Galvanized SteelRico Tong100% (1)
- 7372AlZnSiAlloy (Galvalum) PDFDocument2 pages7372AlZnSiAlloy (Galvalum) PDFNitin shepurNo ratings yet
- Galvanised Sheet Bend & CrackDocument7 pagesGalvanised Sheet Bend & CrackPrabhakar RamachandranNo ratings yet
- Improving The Sink Roll Life in Galvalume Using Material AT101 & The Various Thermal-Spray Coating On SS3l6L Roll SurfaceDocument5 pagesImproving The Sink Roll Life in Galvalume Using Material AT101 & The Various Thermal-Spray Coating On SS3l6L Roll SurfaceAnil SharmaNo ratings yet
- MEE 515 AssignmentDocument6 pagesMEE 515 Assignmentadams sundayNo ratings yet
- Metallographic Preparation of Zinc Coatings: Notes ApplicationDocument6 pagesMetallographic Preparation of Zinc Coatings: Notes ApplicationkhurshedlakhoNo ratings yet
- Technical Note: Durability of Cold-Formed Steel Framing MembersDocument8 pagesTechnical Note: Durability of Cold-Formed Steel Framing MembersZubair ShafiqueNo ratings yet
- Welding and Hot Dip GalvanizingDocument9 pagesWelding and Hot Dip GalvanizingFarid Ma'rufNo ratings yet
- Design Guide Galvanized Steel StructuresDocument28 pagesDesign Guide Galvanized Steel StructuresDaren NeradNo ratings yet
- Hot Dip Galvanising 1Document12 pagesHot Dip Galvanising 1Alex LevinNo ratings yet
- Providing High-Quality Zinc Coatings (Hot-Dip) : Standard Practice ForDocument8 pagesProviding High-Quality Zinc Coatings (Hot-Dip) : Standard Practice ForIsraelNo ratings yet
- ASTM A385-Providing High-Quality Zinc Coatings (Hot-Dip)Document8 pagesASTM A385-Providing High-Quality Zinc Coatings (Hot-Dip)trjithinraj100% (2)
- Control and Treatment of Hot-Dip Galvanize SurfacesDocument20 pagesControl and Treatment of Hot-Dip Galvanize SurfacesprabhakarnttfNo ratings yet
- Steel Composition - SiliconDocument6 pagesSteel Composition - SiliconjaffliangNo ratings yet
- Tech Tips 16 - What Causes Gray Coloured Hot Dip Galvanized Coatings On SteelDocument2 pagesTech Tips 16 - What Causes Gray Coloured Hot Dip Galvanized Coatings On SteelLong TomahawkNo ratings yet
- Design of Products To Be Hot-Dip Galvanized After FabricationDocument28 pagesDesign of Products To Be Hot-Dip Galvanized After FabricationArlet BibriescaNo ratings yet
- A385 01Document9 pagesA385 01Hendry maysadiputraNo ratings yet
- Galvanizing For 1Document1 pageGalvanizing For 1Kartik MahajanNo ratings yet
- Application Notes Zinc PDFDocument6 pagesApplication Notes Zinc PDFTNNo ratings yet
- A 385 - 03 - QTM4NQDocument9 pagesA 385 - 03 - QTM4NQPrabath Nilan GunasekaraNo ratings yet
- Galvannealed Coatings How Do They Differ From Galvanized?: GalvinfonoteDocument5 pagesGalvannealed Coatings How Do They Differ From Galvanized?: GalvinfonoteArifRachmanNo ratings yet
- Rolling of Metals Process and Principles (With Diagram)Document11 pagesRolling of Metals Process and Principles (With Diagram)SUDIPTA BHATTACHARJEENo ratings yet
- Astm - A358Document9 pagesAstm - A358Vyn VynNo ratings yet
- Providing High-Quality Zinc Coatings (Hot-Dip) : Standard Practice ForDocument8 pagesProviding High-Quality Zinc Coatings (Hot-Dip) : Standard Practice ForPlinio LavinasNo ratings yet
- Indian Galvanised & Colour Coated Steel IndustryDocument7 pagesIndian Galvanised & Colour Coated Steel IndustryPrakash BharatiNo ratings yet
- IIW Doc III-1702-14 - v0Document13 pagesIIW Doc III-1702-14 - v0Marjan SubanNo ratings yet
- Providing High-Quality Zinc Coatings (Hot-Dip) : Standard Practice ForDocument9 pagesProviding High-Quality Zinc Coatings (Hot-Dip) : Standard Practice ForAnderson TadeuNo ratings yet
- HDG Datasheet 16 - Staining and Discolouration of Hot Dip Galvanized SteelDocument1 pageHDG Datasheet 16 - Staining and Discolouration of Hot Dip Galvanized SteelSam Samuelson100% (1)
- GN - 8 03 SecureDocument6 pagesGN - 8 03 Securebalal moughalNo ratings yet
- Flexible Glass: Enabling Thin, Lightweight, and Flexible ElectronicsFrom EverandFlexible Glass: Enabling Thin, Lightweight, and Flexible ElectronicsSean M. GarnerNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Prod - Product - Supervisor RDocument2 pagesProd - Product - Supervisor RSrihari Babu PeddiNo ratings yet
- O-Rings: (Buna N)Document34 pagesO-Rings: (Buna N)Srihari Babu PeddiNo ratings yet
- Role: Packaging Supervisor Reporting To: Packaging Manager ResponsibilitiesDocument2 pagesRole: Packaging Supervisor Reporting To: Packaging Manager ResponsibilitiesSrihari Babu PeddiNo ratings yet
- Role MappingDocument15 pagesRole MappingSrihari Babu PeddiNo ratings yet
- Aluminium 6063 Material Data SheetDocument1 pageAluminium 6063 Material Data SheetSrihari Babu PeddiNo ratings yet
- Emp Code Emp Name Doj DesignationDocument3 pagesEmp Code Emp Name Doj DesignationSrihari Babu PeddiNo ratings yet
- Aql Chart: Acceptable Quality Levels (Normal Inspection)Document2 pagesAql Chart: Acceptable Quality Levels (Normal Inspection)Srihari Babu PeddiNo ratings yet
- Materials: Microstructure and Mechanical Properties of Hot-Rolled and Cold-Rolled Medium-Mn TRIP SteelsDocument12 pagesMaterials: Microstructure and Mechanical Properties of Hot-Rolled and Cold-Rolled Medium-Mn TRIP SteelsSrihari Babu PeddiNo ratings yet
- Quality Manual: Worksmart, IncDocument105 pagesQuality Manual: Worksmart, IncSrihari Babu PeddiNo ratings yet
- ASNT Level IIIDocument17 pagesASNT Level IIIryearly100% (1)
- Identification of Sulfuric AcidDocument3 pagesIdentification of Sulfuric AcidAlisameimeiNo ratings yet
- 9999064582Document32 pages9999064582naamashirNo ratings yet
- A Project Report ON "Working Capital Management"Document66 pagesA Project Report ON "Working Capital Management"Radhika BhatiaNo ratings yet
- Complex IonDocument20 pagesComplex Ionyesser200317No ratings yet
- Victoria Junior College JC 2 Preliminary Examinations Higher 2Document11 pagesVictoria Junior College JC 2 Preliminary Examinations Higher 2Jing Yi KuahNo ratings yet
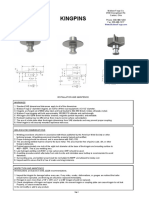
- Kingpin Mounting InstructionsDocument1 pageKingpin Mounting InstructionsPablo César Suárez NogalesNo ratings yet
- Cambridge International General Certificate of Secondary EducationDocument16 pagesCambridge International General Certificate of Secondary EducationFatima AbdellatifNo ratings yet
- ASM Subject Guide - Aluminum PDFDocument5 pagesASM Subject Guide - Aluminum PDFzeeshaniqbalNo ratings yet
- Aqua RegiaDocument6 pagesAqua RegiaGanesh DixitNo ratings yet
- Dao-1996-40 Rev IRR For RA7942 & ADocument170 pagesDao-1996-40 Rev IRR For RA7942 & Abentan5100% (1)
- Cast OlinDocument24 pagesCast OlinAnonymous CZHJN2EU0U100% (1)
- Chemistry of Blue Jeans: Indigo Synthesis and Dyeing: William Henry Perkin (1838-1907)Document18 pagesChemistry of Blue Jeans: Indigo Synthesis and Dyeing: William Henry Perkin (1838-1907)Amitkumar PathakNo ratings yet
- Eurasian Natural Resources Corporation - Wikipedia, The Free EncyclopediaDocument4 pagesEurasian Natural Resources Corporation - Wikipedia, The Free EncyclopediaWayne MoonNo ratings yet
- Analysis of Working Capital Management On NALCODocument51 pagesAnalysis of Working Capital Management On NALCOsachinshinde_tex100% (1)
- Annex C - Financial Offer Form & BOQ 11 PagesDocument11 pagesAnnex C - Financial Offer Form & BOQ 11 PagesEmeka MgbachiNo ratings yet
- Fort Irwin MinesDocument24 pagesFort Irwin MinesRussell HartillNo ratings yet
- Inorganic ListDocument4 pagesInorganic ListNidhi SisodiaNo ratings yet
- Allmineral Productinfo GBDocument16 pagesAllmineral Productinfo GBTitanicNo ratings yet
- Aluminium Alloy - L165 L167 T6 Sheet: Specifications Supplied FormsDocument2 pagesAluminium Alloy - L165 L167 T6 Sheet: Specifications Supplied Formsgrg_greNo ratings yet
- B 824 PDFDocument6 pagesB 824 PDFKunal BhatiaNo ratings yet
- Nickel Extraction From Gördes LateritesDocument116 pagesNickel Extraction From Gördes LateritesAli YukselNo ratings yet
- An Iron Ore Future in Africa: Corporate Presentation, Mines & Money Hong KongDocument31 pagesAn Iron Ore Future in Africa: Corporate Presentation, Mines & Money Hong KongZiggy GregoryNo ratings yet
- Influence of Silica Fume On Concrete: Prof. Vishal S. Ghutke, Prof. Pranita S.BhandariDocument4 pagesInfluence of Silica Fume On Concrete: Prof. Vishal S. Ghutke, Prof. Pranita S.BhandariBia MughalNo ratings yet
- Nuevo Catalogo 2015 Endchile/magnafluxDocument79 pagesNuevo Catalogo 2015 Endchile/magnafluxEric Figueroa UribeNo ratings yet
- Mathematical Preparation For General Chemistry Chapter 5 PDFDocument6 pagesMathematical Preparation For General Chemistry Chapter 5 PDFNurhayati SinagaNo ratings yet
- 0620 w17 QP 23Document16 pages0620 w17 QP 23mohammad hamzaNo ratings yet
- AP SF Chemistry Acids and BasesDocument168 pagesAP SF Chemistry Acids and BasesHector I. Areizaga Martinez100% (1)
- Mechanical Seamless Tubings: 2-6-1 Marunouchi, Chiyoda-Ku, Tokyo 100-8071 Japan Tel: +81-3-6867-4111Document14 pagesMechanical Seamless Tubings: 2-6-1 Marunouchi, Chiyoda-Ku, Tokyo 100-8071 Japan Tel: +81-3-6867-4111ariNo ratings yet