You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Control Your Brainwaves Change Your RealityDocument11 pagesControl Your Brainwaves Change Your RealitySiddhartha PachisiaNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- SAGD Thermal in SituDocument77 pagesSAGD Thermal in Situharmeet_kandraNo ratings yet
- Acrylic BookDocument122 pagesAcrylic BookSonia CireaşăNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Analyze Lottery Numbers in ExcelDocument11 pagesAnalyze Lottery Numbers in ExcelSiddhartha PachisiaNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Atlas Engineering Bar Handbook Rev Jan 2005-Oct 2011Document136 pagesAtlas Engineering Bar Handbook Rev Jan 2005-Oct 2011carlosc19715043No ratings yet
- Chemical Analysis Lab ManualDocument20 pagesChemical Analysis Lab ManualSundar SkNo ratings yet
- Soluble Silicates 00 VailDocument456 pagesSoluble Silicates 00 VailSiddhartha PachisiaNo ratings yet
- Polyols and Powder Coating ResinsDocument51 pagesPolyols and Powder Coating Resinskang8886021100% (1)
- Previous Cargo: BP Tank Cleaning GuideDocument1 pagePrevious Cargo: BP Tank Cleaning GuideChetan100% (1)
- To Prepare A Pure Sample of Potash Alum - Chemistry Practical Class 12 - Learn CBSEDocument6 pagesTo Prepare A Pure Sample of Potash Alum - Chemistry Practical Class 12 - Learn CBSEChandan Ghanty100% (1)
- Alphabetical List of The Elements PDFDocument1 pageAlphabetical List of The Elements PDFSiddhartha PachisiaNo ratings yet
- 3607micro Moments Jan 2013 Low Res PDFDocument24 pages3607micro Moments Jan 2013 Low Res PDFSiddhartha PachisiaNo ratings yet
- Polymers - Forecast - BG - 20141008Document1 pagePolymers - Forecast - BG - 20141008Siddhartha PachisiaNo ratings yet
- 4 Starch SolutionsDocument4 pages4 Starch SolutionsSiddhartha PachisiaNo ratings yet
- AluminaDocument5 pagesAluminaSiddhartha PachisiaNo ratings yet
- Chemistry Research AssignmentDocument3 pagesChemistry Research AssignmentDavid AddisonNo ratings yet
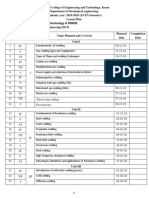
- Lesson Plan - Welding Technology PR8592Document3 pagesLesson Plan - Welding Technology PR8592chandrasekarcncet0% (1)
- Rekap PBF 2020Document238 pagesRekap PBF 2020'ahelha QurniatiiNo ratings yet
- Enantioselective Aldol Reactions and Michael Additions Using Proline Derivatives As OrganocatalystsDocument13 pagesEnantioselective Aldol Reactions and Michael Additions Using Proline Derivatives As OrganocatalystsKhaidir WijayaNo ratings yet
- Typical Properties - GRAFOIL® Grade GTBDocument2 pagesTypical Properties - GRAFOIL® Grade GTBMamacintNo ratings yet
- B595Document3 pagesB595rohit kumarNo ratings yet
- VL2022230502072 DaDocument3 pagesVL2022230502072 DaPavneet KaurNo ratings yet
- Hitting A Powder at A Dead End and Compacting It. Another MethodDocument12 pagesHitting A Powder at A Dead End and Compacting It. Another Methodshare videoNo ratings yet
- L - 17 Catalyst Deactivation: Prof. K.K.Pant Department of Chemical Engineering IIT DelhiDocument23 pagesL - 17 Catalyst Deactivation: Prof. K.K.Pant Department of Chemical Engineering IIT DelhiMehul VarshneyNo ratings yet
- Form 3 - Chemistry - Assignment - 237 - 1590689559732-CHEM-F3Document157 pagesForm 3 - Chemistry - Assignment - 237 - 1590689559732-CHEM-F3JosephNo ratings yet
- Bmes Abstract Roslyn VansickleDocument1 pageBmes Abstract Roslyn Vansickleapi-414830668No ratings yet
- 文本部分Document62 pages文本部分Aamir ShahzadNo ratings yet
- FinalDocument68 pagesFinalHarsha vardhanNo ratings yet
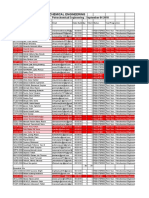
- Daily Booking List - Third Year - Petrochemical Engineering - ElectiveregistrationDocument2 pagesDaily Booking List - Third Year - Petrochemical Engineering - ElectiveregistrationSamuel Prada SaabomeNo ratings yet
- USP-NF 1092 The Dissolution Procedure - Development and ValidationDocument26 pagesUSP-NF 1092 The Dissolution Procedure - Development and Validationmohamedzahafa2No ratings yet
- DietiléterDocument5 pagesDietiléterfaagNo ratings yet
- Apparatus and ProceduresDocument5 pagesApparatus and ProceduresAILEEN ANTONIONo ratings yet
- Optical Emission Spectrometric Analysis of Aluminum and Aluminum Alloys by The Point-to-Plane TechniqueDocument8 pagesOptical Emission Spectrometric Analysis of Aluminum and Aluminum Alloys by The Point-to-Plane TechniquePYDNo ratings yet
- Stoichiometry 5 QPDocument5 pagesStoichiometry 5 QPCHANDREN ARUMUGAM0% (1)
- Halogen Derivatives Part 1 (Final) EngDocument6 pagesHalogen Derivatives Part 1 (Final) Engthe chemistry guruNo ratings yet
- Mucoadhesive Microencapsulation: A New Tool in Drug Delivery SystemsDocument61 pagesMucoadhesive Microencapsulation: A New Tool in Drug Delivery SystemsLailatul QadarNo ratings yet
- SDS - Waterfine ZN Primer - Comp. A - Marine - Protective - enDocument4 pagesSDS - Waterfine ZN Primer - Comp. A - Marine - Protective - enAndres Fitria FarrelNo ratings yet
- Ali 1976Document12 pagesAli 1976Vusal BabayevNo ratings yet
- 4.6 Organic Chemistry 2Document30 pages4.6 Organic Chemistry 2PeterNo ratings yet