You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- TAD1150-1152VE: Low Cost of OwnershipDocument2 pagesTAD1150-1152VE: Low Cost of OwnershipTioNo ratings yet
- Jiang 2018Document5 pagesJiang 2018Ali nouroziNo ratings yet
- International Journal of Engineering ScienceDocument20 pagesInternational Journal of Engineering ScienceAli nouroziNo ratings yet
- Vacuum: Mehdi Malekan, Reza Rashidi, Saeed G. ShabestariDocument8 pagesVacuum: Mehdi Malekan, Reza Rashidi, Saeed G. ShabestariAli nouroziNo ratings yet
- Journal of Alloys and Compounds: B. Escher, I. Kaban, U. Kühn, J. Eckert, S. PaulyDocument9 pagesJournal of Alloys and Compounds: B. Escher, I. Kaban, U. Kühn, J. Eckert, S. PaulyAli nouroziNo ratings yet
- Ductilizing of Cast Hypereutectic Al-17%Si Alloy by Friction Stir ProcessingDocument6 pagesDuctilizing of Cast Hypereutectic Al-17%Si Alloy by Friction Stir ProcessingAli nouroziNo ratings yet
- Mahmoud 2013Document31 pagesMahmoud 2013Ali nouroziNo ratings yet
- Measurement: Javad Mohamadigangaraj, Salman Nourouzi, Hamed Jamshidi AvalDocument19 pagesMeasurement: Javad Mohamadigangaraj, Salman Nourouzi, Hamed Jamshidi AvalAli nouroziNo ratings yet
- Mahmoud 2010Document5 pagesMahmoud 2010Ali nouroziNo ratings yet
- Installation GC1 Gunning Castables - Conventional PDFDocument2 pagesInstallation GC1 Gunning Castables - Conventional PDFLuis PullasNo ratings yet
- 101 Great Philosophers by Pirie, MadsenDocument215 pages101 Great Philosophers by Pirie, MadsenMiy100% (1)
- ASEN 3113 Fall 2013 Lab 2Document5 pagesASEN 3113 Fall 2013 Lab 2Fro PlumeNo ratings yet
- 12-24V Voltage Doubler DesulphatorDocument11 pages12-24V Voltage Doubler DesulphatorautreraNo ratings yet
- SM6100 03 - en GBDocument6 pagesSM6100 03 - en GBphalkejituNo ratings yet
- Gregorian Calendar: 2021 in Various CalendarsDocument16 pagesGregorian Calendar: 2021 in Various CalendarsRadovan SpiridonovNo ratings yet
- Installation Manual UPP PipingDocument68 pagesInstallation Manual UPP Pipingnitroxx7100% (1)
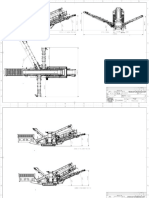
- Screen in The Middle Position (27DEG, 5480MM) : Drawing ST4.8Document2 pagesScreen in The Middle Position (27DEG, 5480MM) : Drawing ST4.8Dorin IlasNo ratings yet
- Sources of Uncertainty in Measurement For Every Uncertainty BudgetDocument27 pagesSources of Uncertainty in Measurement For Every Uncertainty BudgetSyafiq MazlanNo ratings yet
- Markov ProcessesDocument30 pagesMarkov ProcessesRamveer KhatiNo ratings yet
- Slosh Baffle Design and Test For Spherical Liquid Oxygen and Liquid Methane Propellant Tank For A LanderDocument16 pagesSlosh Baffle Design and Test For Spherical Liquid Oxygen and Liquid Methane Propellant Tank For A LanderXto PeregrinNo ratings yet
- Time Value of Money - 2Document51 pagesTime Value of Money - 2criscab12345No ratings yet
- 03 MA1001 Practice ProblemDocument3 pages03 MA1001 Practice ProblemPratik KumarNo ratings yet
- Butterfly Strategy in Fixed IncomeDocument20 pagesButterfly Strategy in Fixed Incomepaolo lodi100% (1)
- DATS3TD2T23BRENDocument11 pagesDATS3TD2T23BRENroa elastal100% (1)
- Radiant Tube BurnersDocument18 pagesRadiant Tube BurnersRajeshNo ratings yet
- كيمياء OL practical Review on P6 - 240117 - 171619Document110 pagesكيمياء OL practical Review on P6 - 240117 - 171619albasjudyNo ratings yet
- General Biology: Peralta III Edwin C. STEM-GalileoDocument10 pagesGeneral Biology: Peralta III Edwin C. STEM-GalileoSavage CabbageNo ratings yet
- Lec 1-Machining Operations IIDocument51 pagesLec 1-Machining Operations IIHammad RazaNo ratings yet
- 150 Geometry Problems With SolutionsDocument23 pages150 Geometry Problems With SolutionsCалават РысаковNo ratings yet
- 614 Full NoteDocument210 pages614 Full NotekimchhoungNo ratings yet
- Lesson 7 Kinetics of Curvilinear Translation, Dynamic EquilibriumDocument6 pagesLesson 7 Kinetics of Curvilinear Translation, Dynamic EquilibriumNadjer C. AdamNo ratings yet
- Stair DesignDocument7 pagesStair DesignRifat Bin KamalNo ratings yet
- Power Electronic Lab: Experiment - 5 Buck - Boost Converter AimDocument7 pagesPower Electronic Lab: Experiment - 5 Buck - Boost Converter AimARTI RAWATNo ratings yet
- Digiital TwinDocument13 pagesDigiital TwinPranay RawatNo ratings yet
- HYBP 324 Part IVA Pipe System in Series and in Parallel Brancing Pipes Autosaved 6-1Document20 pagesHYBP 324 Part IVA Pipe System in Series and in Parallel Brancing Pipes Autosaved 6-1seia deirahNo ratings yet
- Leung. (2013) Teachers Implementing Mathematical Problem Posing in The Classroom - Challenges and Strategies. Educational Studies 83Document14 pagesLeung. (2013) Teachers Implementing Mathematical Problem Posing in The Classroom - Challenges and Strategies. Educational Studies 83X YNo ratings yet
- AverageDocument4 pagesAveragePhani teja RedlaNo ratings yet
- Riparian Flora of Kaliwa River Watershed in The Sierra Madre Mountain Range, PhilippinesDocument12 pagesRiparian Flora of Kaliwa River Watershed in The Sierra Madre Mountain Range, PhilippinesMichael Angelo ValdezNo ratings yet