You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- 4APM Hasnat Et Al 2011 BeamDocument9 pages4APM Hasnat Et Al 2011 BeamMashfiqul IslamNo ratings yet
- 4APM Islam Et Al 2011 CFRPDocument5 pages4APM Islam Et Al 2011 CFRPMashfiqul IslamNo ratings yet
- Essay On Engineering Cementitious CompositesDocument4 pagesEssay On Engineering Cementitious CompositesMashfiqul IslamNo ratings yet
- Recommendations For Design and Construction of Ultra High Strength Concrete Structures, - DraftDocument4 pagesRecommendations For Design and Construction of Ultra High Strength Concrete Structures, - DraftMashfiqul IslamNo ratings yet
- Analytical Approach For The Design of Flexural Elements Made of Reinforced Ultra-High Performance ConcreteDocument20 pagesAnalytical Approach For The Design of Flexural Elements Made of Reinforced Ultra-High Performance ConcreteMashfiqul IslamNo ratings yet
- 4APM Islam Et Al 2011 Tall BuildingDocument7 pages4APM Islam Et Al 2011 Tall BuildingMashfiqul IslamNo ratings yet
- Chapter 3 Design Values of MaterialsDocument23 pagesChapter 3 Design Values of MaterialsMashfiqul IslamNo ratings yet
- Factorial Design and Optimization of Ultra-High-Performance Concrete With Lightweight SandDocument11 pagesFactorial Design and Optimization of Ultra-High-Performance Concrete With Lightweight SandMashfiqul IslamNo ratings yet
- Influence of Steel, Glass and Polymer Fibers On The Cracking Behavior of Reinforced Concrete Beams Under FlexureDocument11 pagesInfluence of Steel, Glass and Polymer Fibers On The Cracking Behavior of Reinforced Concrete Beams Under FlexureMashfiqul IslamNo ratings yet
- JSCE-SF6 Limitations For Shear Tests and ASTM D5607 Shear Tests On Fiber-Reinforced ConcreteDocument10 pagesJSCE-SF6 Limitations For Shear Tests and ASTM D5607 Shear Tests On Fiber-Reinforced ConcreteMashfiqul IslamNo ratings yet
- Keywords: Design Aspects Durability Raw Materials Ultra High-Performance ConcreteDocument28 pagesKeywords: Design Aspects Durability Raw Materials Ultra High-Performance ConcreteMashfiqul IslamNo ratings yet
- Met 5525 Image Processing Instruction Guide: Shape, Particle Counting and Surface AreaDocument11 pagesMet 5525 Image Processing Instruction Guide: Shape, Particle Counting and Surface AreaMashfiqul IslamNo ratings yet
- JCEE Chowdhury and Islam 2015 FRP ShearDocument10 pagesJCEE Chowdhury and Islam 2015 FRP ShearMashfiqul IslamNo ratings yet
- Technology and Design of Structural Members of HSC/HPC in GermanyDocument21 pagesTechnology and Design of Structural Members of HSC/HPC in GermanyMashfiqul IslamNo ratings yet
- Xia 2013Document13 pagesXia 2013Mashfiqul IslamNo ratings yet
- Fresh and Mechanical Properties of Zero-Cement One-Part Geopolymer Mortar and ConcreteDocument5 pagesFresh and Mechanical Properties of Zero-Cement One-Part Geopolymer Mortar and ConcreteMashfiqul IslamNo ratings yet
- Islam TRR 2019Document10 pagesIslam TRR 2019Mashfiqul IslamNo ratings yet
- Silva 2006Document9 pagesSilva 2006Mashfiqul IslamNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Armaflex Tube Insulation CatalogueDocument4 pagesArmaflex Tube Insulation CatalogueRiyas UdheenNo ratings yet
- Contact Adv.Document71 pagesContact Adv.saurabh9No ratings yet
- Visual Inspection HRSG # 02Document2 pagesVisual Inspection HRSG # 02Muhammad RezaNo ratings yet
- Types of TilesDocument8 pagesTypes of TilesThomas CampbellNo ratings yet
- Chapter Printing...Document70 pagesChapter Printing...Mo AMVNo ratings yet
- Selfa: Product CatalogueDocument63 pagesSelfa: Product CatalogueКонстантинКлёновNo ratings yet
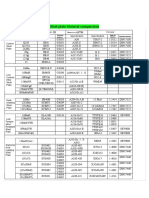
- Steel Plate Comparision PDFDocument2 pagesSteel Plate Comparision PDFchandakweNo ratings yet
- Concrete Mix Design: Strength (Psi) 4000 Slump (In) : 3 To 4 Max. Aggregate (In) : 0.750 Cement: Coarse AggregateDocument2 pagesConcrete Mix Design: Strength (Psi) 4000 Slump (In) : 3 To 4 Max. Aggregate (In) : 0.750 Cement: Coarse AggregateAnonymous PeFQLw19No ratings yet
- Raposa Gueicha-1Document13 pagesRaposa Gueicha-1Andressa Lobeiro100% (2)
- Cutting Department Work FlowDocument3 pagesCutting Department Work FlowMandal SouvikNo ratings yet
- 51Document19 pages51Cleber SouzaNo ratings yet
- Underground Electric Distribution Standards ManualDocument280 pagesUnderground Electric Distribution Standards ManualsoniaNo ratings yet
- Carpet CleaningDocument2 pagesCarpet CleaningmartenNo ratings yet
- Closed Cell Physically Crosslinked Polyolefin Foam Sheet InsulationDocument8 pagesClosed Cell Physically Crosslinked Polyolefin Foam Sheet InsulationcodefinderNo ratings yet
- May 2018 Technical Data Sheet: Octyl/Decyl Trimellitate TMC - CDocument1 pageMay 2018 Technical Data Sheet: Octyl/Decyl Trimellitate TMC - CLim Chee SiangNo ratings yet
- Astm F 13608Document4 pagesAstm F 13608Riesma TasomaraNo ratings yet
- Chemistry Structures + Bonding: QuestionsDocument2 pagesChemistry Structures + Bonding: Questionsapi-25909541No ratings yet
- Sikadur 31 CF Normal: 2-Part Thixotropic Epoxy AdhesiveDocument4 pagesSikadur 31 CF Normal: 2-Part Thixotropic Epoxy Adhesiverahayu59No ratings yet
- Laser FormingDocument22 pagesLaser Formingrameshkrk3835254No ratings yet
- Standards and Approvals For Valves: American Petroleum Institute (APIDocument3 pagesStandards and Approvals For Valves: American Petroleum Institute (APImilton1987100% (1)
- Urea Paper 2c Bartelli PDFDocument7 pagesUrea Paper 2c Bartelli PDFIrwan NugrahaNo ratings yet
- Si 5699-EnDocument3 pagesSi 5699-EnWahyu Riz AmblakadarrNo ratings yet
- Polylactic Acid As A Material For Three-Dimensional Printing of Provisional RestorationsDocument2 pagesPolylactic Acid As A Material For Three-Dimensional Printing of Provisional RestorationsBalavigneshwaran bt18ipf04No ratings yet
- Project Report On MercerizationDocument39 pagesProject Report On MercerizationSaif Rahman90% (10)
- Coal Tar Epoxy 83 - English (Uk) - Issued.06.12.2007Document3 pagesCoal Tar Epoxy 83 - English (Uk) - Issued.06.12.2007Mohamed FaragNo ratings yet
- Thermal Conversion of Plastic-Containing Waste-A ReviewDocument77 pagesThermal Conversion of Plastic-Containing Waste-A ReviewVishal BhagwatNo ratings yet
- PDFDocument8 pagesPDFgobiksNo ratings yet
- Interview QuestionsDocument2 pagesInterview QuestionsStarla HillNo ratings yet
- 01 Samss 016 PDFDocument14 pages01 Samss 016 PDFEagle SpiritNo ratings yet
- @rin - Meow21 - Dudu The DuckDocument7 pages@rin - Meow21 - Dudu The DuckIsis Kuri100% (2)