You might also like
- Descubriendo y Valorando El Munmdo en Que ConvivoDocument24 pagesDescubriendo y Valorando El Munmdo en Que ConvivoRosario Ramirez BNo ratings yet
- Sayjan Lus de - Magia Sexual Positiva PDFDocument67 pagesSayjan Lus de - Magia Sexual Positiva PDFAndita100% (4)
- Libro Secreto de Juan-Cristo-1 PDFDocument24 pagesLibro Secreto de Juan-Cristo-1 PDFpurrus100% (1)
- Remuneraciones de Empleados y Servidores Públicos - Marzo 2020Document14 pagesRemuneraciones de Empleados y Servidores Públicos - Marzo 2020fra80602No ratings yet
- Diapositivas Grupo Merpes1Document14 pagesDiapositivas Grupo Merpes1Carolina FloridoNo ratings yet
- Proyecto Final 1Document14 pagesProyecto Final 1api-520939289No ratings yet
- Mapa Conceptual de La AutoestimaDocument1 pageMapa Conceptual de La AutoestimaNorma RamiresNo ratings yet
- LISTERIADocument30 pagesLISTERIAJuan carlos Montaño cossio100% (1)
- Artrópodos (Generalidades y Arácnidos)Document17 pagesArtrópodos (Generalidades y Arácnidos)Guillermo PadillaNo ratings yet
- TALLER GENERALIDADES DE LA ACTIVIDAD MERCANTIL - DesarrolloDocument5 pagesTALLER GENERALIDADES DE LA ACTIVIDAD MERCANTIL - Desarrollodolfy zabala0% (2)
- Plantas Nativas Del Perú MamaDocument3 pagesPlantas Nativas Del Perú MamaMarxzius100% (2)
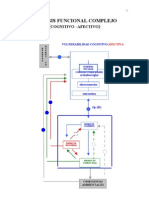
- Walter Riso - Análisis Funcional ComplejoDocument8 pagesWalter Riso - Análisis Funcional ComplejoSamantha Rojas GuzmanNo ratings yet
- Ejercicio 28 Estadistica Descriptiva222Document9 pagesEjercicio 28 Estadistica Descriptiva222Fabian Andres Garcia Perez100% (4)
- Analisis de MantequillaDocument9 pagesAnalisis de MantequillaValery GarciaNo ratings yet
- PradoDocument17 pagesPradoMarcos ArgüelloNo ratings yet
- Tratamiento Farmacológico de Pacientes de Hemato OncologíaDocument12 pagesTratamiento Farmacológico de Pacientes de Hemato OncologíaRoxana GomezNo ratings yet
- Introducción A La BioéticaDocument238 pagesIntroducción A La BioéticaDarío Moreira100% (2)
- Manual de Practicas de Laboratorio Del Sistema Nervioso Q1-2015Document65 pagesManual de Practicas de Laboratorio Del Sistema Nervioso Q1-2015RogelioEucedaNo ratings yet
- Manejo Del SueroDocument18 pagesManejo Del SueroOlgaIsabelSarmientoPérez100% (1)
- Plan de Tutoria Modelo WordDocument17 pagesPlan de Tutoria Modelo WordJuana guardaNo ratings yet
- TESIS Tipos y Características de Tuberías para Elaboración de Pozos PetrolerosDocument190 pagesTESIS Tipos y Características de Tuberías para Elaboración de Pozos PetrolerosAlexis Michelle Roca100% (3)
- Cuestionario Carbohidratos, Lipidos y ProteinasDocument2 pagesCuestionario Carbohidratos, Lipidos y ProteinasEstefania PachecoNo ratings yet
- 10 Freud Sobre Las Trasposiciones de La Pulsion en Particular Del Erotismo AnalDocument9 pages10 Freud Sobre Las Trasposiciones de La Pulsion en Particular Del Erotismo AnalEliana ColNo ratings yet
- Trabajo de Investigacion - Grupo - PagolaDocument99 pagesTrabajo de Investigacion - Grupo - PagolaDaylu Pagola AvilaNo ratings yet
- Inevitable - J#2)Document152 pagesInevitable - J#2)Katia Tome Garcia100% (1)
- Procedimiento de Una Planta de Producción de Cemento ProyectoDocument19 pagesProcedimiento de Una Planta de Producción de Cemento ProyectoWALDIRSMANNo ratings yet
- Las Reservas y La Contabilidad PDFDocument5 pagesLas Reservas y La Contabilidad PDFSosa AlfredoNo ratings yet
- Mecánica de Fluidos - Usmp 3, HidrostaticaDocument11 pagesMecánica de Fluidos - Usmp 3, HidrostaticaPercy AJNo ratings yet
- VBNDocument47 pagesVBNCesar AlataNo ratings yet
- Mejoramiento Del Servicio de Movilidad Urbana de Las Vías Locales de La Localidad de Coya Del Distrito de Coya - Provincia de Calca - Departamento de CuscoDocument22 pagesMejoramiento Del Servicio de Movilidad Urbana de Las Vías Locales de La Localidad de Coya Del Distrito de Coya - Provincia de Calca - Departamento de CuscoRicardo GarciaNo ratings yet