You might also like
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsRating: 4.5 out of 5 stars4.5/5 (10)
- 753 SN 5158 11001 Parts CatalogDocument692 pages753 SN 5158 11001 Parts CatalogГалина Карташова100% (2)
- Mini Kin Design Book 4 The DitionDocument36 pagesMini Kin Design Book 4 The Ditionhalder_kalyan9216No ratings yet
- Chemical Engineering Facts at Your Fingertips 2009 and 2010Document39 pagesChemical Engineering Facts at Your Fingertips 2009 and 2010Trevor KanodeNo ratings yet
- Calculations in Furnace Technology: Division of Materials Science and TechnologyFrom EverandCalculations in Furnace Technology: Division of Materials Science and TechnologyRating: 3 out of 5 stars3/5 (2)
- Chemical Dosing Unit - Standard SpecificationsDocument61 pagesChemical Dosing Unit - Standard SpecificationsSong Nguyen Nguyen100% (1)
- 40th Caterpillar Performance HandbookDocument372 pages40th Caterpillar Performance Handbookcarlos_córdova_8100% (11)
- Residential Construction SpecificationsDocument15 pagesResidential Construction SpecificationsRico EdureseNo ratings yet
- The Application of Expansion Joints To Pipework SystemDocument36 pagesThe Application of Expansion Joints To Pipework SystemBeomHee LeeNo ratings yet
- Steam-Engineering-Tutorial R1Document6 pagesSteam-Engineering-Tutorial R1Teeranai ThaiteamsingNo ratings yet
- Designguide 4Document16 pagesDesignguide 4Adrian Flores GallardoNo ratings yet
- Pipe Expansion and SupportDocument11 pagesPipe Expansion and SupportLorenzoNo ratings yet
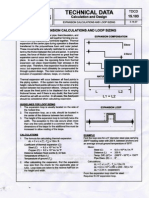
- Expansion Calculation and Loop Sizing001Document2 pagesExpansion Calculation and Loop Sizing001Joseph R. F. DavidNo ratings yet
- SlinkyDocument14 pagesSlinkypusicantonijeNo ratings yet
- Support LocationsDocument12 pagesSupport LocationsdasubhaiNo ratings yet
- Pipe Expansion and Support - DeterminationDocument23 pagesPipe Expansion and Support - DeterminationGodwinNo ratings yet
- User Bulletin17 - Provisions For Expansion and Contraction in PlasticDocument7 pagesUser Bulletin17 - Provisions For Expansion and Contraction in PlasticHenrique Ferreira IengoNo ratings yet
- Pipe Expansion and Support - International Site For Spirax SarcoDocument8 pagesPipe Expansion and Support - International Site For Spirax SarcoVenkatesh NatlaNo ratings yet
- Wisdot Bridge Manual: Chapter 28 - Expansion DevicesDocument16 pagesWisdot Bridge Manual: Chapter 28 - Expansion Deviceszahoor ahmad nisarNo ratings yet
- An Alternative Way To Support Horizontal Pressure Vessels Subject To To Thermal LoadingDocument7 pagesAn Alternative Way To Support Horizontal Pressure Vessels Subject To To Thermal LoadingDavid RodriguesNo ratings yet
- Melaku Tesfaye (Parafin Oil)Document55 pagesMelaku Tesfaye (Parafin Oil)aberNo ratings yet
- Katalog CijeviDocument73 pagesKatalog CijeviTheLizardKingNo ratings yet
- Major Losses ReportDocument12 pagesMajor Losses ReportDHASARAIAH SNEHANo ratings yet
- Piping Flexibility - Thermal Expansion in PipingDocument6 pagesPiping Flexibility - Thermal Expansion in PipingMohamed Al-OdatNo ratings yet
- Twisted Tape and Wire Coil InsertsDocument6 pagesTwisted Tape and Wire Coil InsertsAntoni MacierewiczNo ratings yet
- Us2691508 PDFDocument4 pagesUs2691508 PDFKhan ArshiNo ratings yet
- Equipment and PipingDocument49 pagesEquipment and Pipingnuruddin2409No ratings yet
- Loss Prevention in TankDocument4 pagesLoss Prevention in Tankananyo_senguptaNo ratings yet
- Pipe Expantion & SupportDocument8 pagesPipe Expantion & SupportIskandar HasibuanNo ratings yet
- Pipe Expansion and Support - International Site For Spirax SarcoDocument8 pagesPipe Expansion and Support - International Site For Spirax SarcoSandi ApriandiNo ratings yet
- TH10 - Pipe Loop or Expansion JointsDocument3 pagesTH10 - Pipe Loop or Expansion JointsloukatsNo ratings yet
- Topic: Heat Subtopic: Expansion of Solids, Liquids and Gases.Document9 pagesTopic: Heat Subtopic: Expansion of Solids, Liquids and Gases.mark lwangaNo ratings yet
- Exp 2 Friction LossesDocument15 pagesExp 2 Friction LossesDonna Mae Ramos Galaez0% (1)
- Plimat DatasheetDocument14 pagesPlimat DatasheetVladimir BukaricaNo ratings yet
- Agitated Vessel Heat Transfer (K.J. Carpenter)Document9 pagesAgitated Vessel Heat Transfer (K.J. Carpenter)Clarence AG Yue100% (2)
- Thermal Expansion of Solid BodiesDocument4 pagesThermal Expansion of Solid BodiesdarshanNo ratings yet
- Cooling& Heating Time CalculationDocument6 pagesCooling& Heating Time CalculationSandesh LawandNo ratings yet
- Seismic Restraint of Hot PipingDocument6 pagesSeismic Restraint of Hot PipingmustafaonuronarNo ratings yet
- 1973 The Design of Expansion Loops For Reducing Fatigue in Coaxial Cable InstallationsDocument10 pages1973 The Design of Expansion Loops For Reducing Fatigue in Coaxial Cable InstallationsfurqanNo ratings yet
- Sizing Shell and Tube Heat ExchangerDocument17 pagesSizing Shell and Tube Heat ExchangerCallum Biggs100% (3)
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshFrom EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshNo ratings yet
- Elasto-Hydrodynamic Lubrication: International Series on Materials Science and TechnologyFrom EverandElasto-Hydrodynamic Lubrication: International Series on Materials Science and TechnologyNo ratings yet
- A Short Guide to the Types and Details of Constructing a Suspension Bridge - Including Various Arrangements of Suspension Spans, Methods of Vertical Stiffening and Wire Cables Versus Eyebar ChainsFrom EverandA Short Guide to the Types and Details of Constructing a Suspension Bridge - Including Various Arrangements of Suspension Spans, Methods of Vertical Stiffening and Wire Cables Versus Eyebar ChainsNo ratings yet
- Transactions of the American Society of Civil Engineers, vol. LXX, Dec. 1910 Tests of Creosoted Timber, Paper No. 1168From EverandTransactions of the American Society of Civil Engineers, vol. LXX, Dec. 1910 Tests of Creosoted Timber, Paper No. 1168No ratings yet
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNo ratings yet
- Total Energy: International Series in Heating, Ventilation and RefrigerationFrom EverandTotal Energy: International Series in Heating, Ventilation and RefrigerationNo ratings yet
- The Art of Welding: Practical Information and Useful Exercises for Oxyacetylene and Electric Arc WeldingFrom EverandThe Art of Welding: Practical Information and Useful Exercises for Oxyacetylene and Electric Arc WeldingNo ratings yet
- Hydraulic Tables; The Elements Of Gagings And The Friction Of Water Flowing In Pipes, Aqueducts, Sewers, Etc., As Determined By The Hazen And Williams Formula And The Flow Of Water Over The Sharp-Edged And Irregular Weirs, And The Quantity DischargedFrom EverandHydraulic Tables; The Elements Of Gagings And The Friction Of Water Flowing In Pipes, Aqueducts, Sewers, Etc., As Determined By The Hazen And Williams Formula And The Flow Of Water Over The Sharp-Edged And Irregular Weirs, And The Quantity DischargedNo ratings yet
- Geotextiles and Geomembranes HandbookFrom EverandGeotextiles and Geomembranes HandbookT.S. IngoldRating: 5 out of 5 stars5/5 (1)
- Process Technology Level 2: © University of Teesside 2005Document23 pagesProcess Technology Level 2: © University of Teesside 2005Murad ZareebahNo ratings yet
- Process Technology Level 2: © University of Teesside 2005Document38 pagesProcess Technology Level 2: © University of Teesside 2005Murad ZareebahNo ratings yet
- Process Technology Level 2: © University of Teesside 2005Document22 pagesProcess Technology Level 2: © University of Teesside 2005Murad ZareebahNo ratings yet
- Process Technology Level 2: © University of Teesside 2005Document27 pagesProcess Technology Level 2: © University of Teesside 2005Murad ZareebahNo ratings yet
- Process Technology Level 2: © University of Teesside 2005Document27 pagesProcess Technology Level 2: © University of Teesside 2005Murad ZareebahNo ratings yet
- Process Technology Level 2: © University of Teesside 2005Document18 pagesProcess Technology Level 2: © University of Teesside 2005Murad ZareebahNo ratings yet
- Process Technology Level 2: © University of Teesside 2005Document21 pagesProcess Technology Level 2: © University of Teesside 2005Murad ZareebahNo ratings yet
- Analysis and Design of Noncompact and Slender Concrete-Filled Steel Tube (CFT) Beam-ColumnsDocument20 pagesAnalysis and Design of Noncompact and Slender Concrete-Filled Steel Tube (CFT) Beam-Columnsclam2014No ratings yet
- G K9FB6-40001 HoodDocument6 pagesG K9FB6-40001 HoodGustavo RodriguezNo ratings yet
- OILES CorporationDocument24 pagesOILES CorporationNiranjan KumarNo ratings yet
- Bearing Pad "A" Bearing Pad "B": Bd-Id1EDocument11 pagesBearing Pad "A" Bearing Pad "B": Bd-Id1EJUAN RULFONo ratings yet
- T-216.02-8 Rev3 Nov2014Document1 pageT-216.02-8 Rev3 Nov2014Suyudi Akbari HabibiNo ratings yet
- SkylightsDocument77 pagesSkylightszameer72790% (1)
- Process Duct WorkDocument5 pagesProcess Duct WorkRoland CepedaNo ratings yet
- 1387285455binder4Document39 pages1387285455binder4CoolerAdsNo ratings yet
- 6 Yazmin - Whc711 - Rumah Penghulu Abu SemanDocument21 pages6 Yazmin - Whc711 - Rumah Penghulu Abu SemanNUR YAZMIN ABU HASSANNo ratings yet
- Prestressed Concrete Analysis and Design Fundamentals 2nd Ed CAP 10Document78 pagesPrestressed Concrete Analysis and Design Fundamentals 2nd Ed CAP 10Carlos Alberto Pacheco SierraNo ratings yet
- Aws Aceptance Criteria VT MT PTDocument1 pageAws Aceptance Criteria VT MT PTJose MenaNo ratings yet
- Demag Cranes BruchureDocument24 pagesDemag Cranes BruchureAnand TornekarNo ratings yet
- Metric Hex Bolt ChartsDocument1 pageMetric Hex Bolt ChartsPraburamNo ratings yet
- 149 - Ic-P&id-07 (Contact Tanks) - Ic-P&id-07Document1 page149 - Ic-P&id-07 (Contact Tanks) - Ic-P&id-07Fun TonNo ratings yet
- ContinueDocument2 pagesContinuePramod RaghuNo ratings yet
- Design and Analysis of Composite Drive Shaft For Automotive Application IJERTV3IS110410Document8 pagesDesign and Analysis of Composite Drive Shaft For Automotive Application IJERTV3IS110410frindgeNo ratings yet
- Proposal For Verification of In-Situ Concrete StrengthDocument36 pagesProposal For Verification of In-Situ Concrete StrengthYF NNo ratings yet
- Vol II KuchamanDocument556 pagesVol II Kuchamanrasun krNo ratings yet
- Tile ApprovedDocument1 pageTile ApprovedAmarNo ratings yet
- FDS Lab03Document7 pagesFDS Lab03Mack99tsNo ratings yet
- Constant Volume - Constant Speed. Chilled Water Systems. Chillers Pumps & PiDocument3 pagesConstant Volume - Constant Speed. Chilled Water Systems. Chillers Pumps & PiMohamed AdelNo ratings yet
- Seal Oil System 2Document31 pagesSeal Oil System 2Raga Lasya100% (8)
- NapGard - Brochure Final 8-6-15 PDFDocument4 pagesNapGard - Brochure Final 8-6-15 PDFPietro ViganNo ratings yet
- Materials and Processes For Agricultural and Biosystems EngineeringDocument10 pagesMaterials and Processes For Agricultural and Biosystems EngineeringMelanie D. Aquino BaguioNo ratings yet
- Super Duplex Stainless Steel PipesDocument3 pagesSuper Duplex Stainless Steel Pipeskumar sandeepNo ratings yet
- Course DescriptionsDocument28 pagesCourse DescriptionsRoberto HoffmanNo ratings yet