You might also like
- 52IJMPERDAPR201952Document8 pages52IJMPERDAPR201952TJPRC PublicationsNo ratings yet
- Evaluation of Microstructure and Mechanical Properties of Al-Cu-Tio - Zro CompositesDocument12 pagesEvaluation of Microstructure and Mechanical Properties of Al-Cu-Tio - Zro CompositesSujoy ChakrabortyNo ratings yet
- Wear Behaviour of Aluminium Based MMCDocument114 pagesWear Behaviour of Aluminium Based MMCRaja Rv100% (1)
- 503 511csme3141 PDFDocument9 pages503 511csme3141 PDFMani KandanNo ratings yet
- 12Th Global Congress On Manufacturing and Management, GCMM 2014Document8 pages12Th Global Congress On Manufacturing and Management, GCMM 2014vamsi krishna mamidiNo ratings yet
- Material SelectionDocument16 pagesMaterial SelectionMuhammad JametNo ratings yet
- Metal Matrix Composite Production and Characterisation of Aluminium-Fly Ash Composite Using Stir Casting MethodDocument57 pagesMetal Matrix Composite Production and Characterisation of Aluminium-Fly Ash Composite Using Stir Casting MethodKarthikeyanNo ratings yet
- Optimisation of Mechanical Milling Process For Production of Aa 7075/ (Sic or Tib) Composite PowdersDocument8 pagesOptimisation of Mechanical Milling Process For Production of Aa 7075/ (Sic or Tib) Composite Powderssinggih hidayantoNo ratings yet
- A Review On Aluminium Based Metal Matrix Composites by Friction Stir ProcessingDocument22 pagesA Review On Aluminium Based Metal Matrix Composites by Friction Stir ProcessingGona sunil kumar reddyNo ratings yet
- SXXa XSDocument5 pagesSXXa XSraviteja tankalaNo ratings yet
- JETIRAH06019Document5 pagesJETIRAH06019manojbgirajimaniNo ratings yet
- Stir Casting MethodDocument5 pagesStir Casting Methodsatish448No ratings yet
- Experimental Investigation On Silicon Carbide Reinforced Duralumin Based MMC Produced by Cold CompactingDocument18 pagesExperimental Investigation On Silicon Carbide Reinforced Duralumin Based MMC Produced by Cold CompactingTJPRC PublicationsNo ratings yet
- (IJCST-V2I1P5) : Mohd Suhail, Mahmood Alam, Mohd - Reyaz-Ur-RahimDocument6 pages(IJCST-V2I1P5) : Mohd Suhail, Mahmood Alam, Mohd - Reyaz-Ur-RahimIJETA - EighthSenseGroupNo ratings yet
- 2 67 1588228790 18ijmperdjun202018Document11 pages2 67 1588228790 18ijmperdjun202018TJPRC PublicationsNo ratings yet
- Microstructure and Mechanical Properties of A356 Alloy Castings Made in Sand and Granulated Blast Furnace Slag MouldsDocument7 pagesMicrostructure and Mechanical Properties of A356 Alloy Castings Made in Sand and Granulated Blast Furnace Slag MouldsMadaniNo ratings yet
- Charecterisation and Mechanical Properties Evaluation of Aluminium Alloy T6-6061 (Reinforced With ZrO2) Subjected To ForgingDocument7 pagesCharecterisation and Mechanical Properties Evaluation of Aluminium Alloy T6-6061 (Reinforced With ZrO2) Subjected To ForgingIJRASETPublicationsNo ratings yet
- Enhancement of Mechanical Properties of Aluminium 6061 Metal Matrix CompositeDocument16 pagesEnhancement of Mechanical Properties of Aluminium 6061 Metal Matrix CompositeShivu RajNo ratings yet
- s12666 018 1353 5Document10 pagess12666 018 1353 5Ady PrasetyoNo ratings yet
- PDF 62Document12 pagesPDF 62Sb HaleshNo ratings yet
- Materials Today: Proceedings: K. Bravilin Jiju, G. Selvakumar, S. Ram PrakashDocument5 pagesMaterials Today: Proceedings: K. Bravilin Jiju, G. Selvakumar, S. Ram PrakashKN GowdaNo ratings yet
- Enhancement of Mechanical Properties of Aluminium 6061 Metal Matrix CompositeDocument16 pagesEnhancement of Mechanical Properties of Aluminium 6061 Metal Matrix CompositeShivu RajNo ratings yet
- Analysis of Aluminium-Flyash Particulate Metal Matrix Composites Properties of Cylindrical SpecimenDocument5 pagesAnalysis of Aluminium-Flyash Particulate Metal Matrix Composites Properties of Cylindrical Specimenpurushothaman sinivasanNo ratings yet
- Microstructural and Wear Characteristics of Friction Stir Processed Al-7075/Sic Reinforced Aluminium CompositeDocument10 pagesMicrostructural and Wear Characteristics of Friction Stir Processed Al-7075/Sic Reinforced Aluminium Compositekalyanamanohar100% (1)
- 4.2019.Al-Al2O3-SiC MMCDocument4 pages4.2019.Al-Al2O3-SiC MMCMENo ratings yet
- Development and Analysis of Fly Ash Reinforced Aluminum Alloy Matrix CompositesDocument6 pagesDevelopment and Analysis of Fly Ash Reinforced Aluminum Alloy Matrix CompositesLuisNo ratings yet
- V2 I 221Document17 pagesV2 I 221Nguyen Quoc TuanNo ratings yet
- Production and Testing of Aa 6061 / Al O Particulate Reinforced Com-Posite by Stir Casting MethodDocument3 pagesProduction and Testing of Aa 6061 / Al O Particulate Reinforced Com-Posite by Stir Casting MethodAnonymous Clyy9NNo ratings yet
- Al8011 SicDocument8 pagesAl8011 SicSidharth MethreNo ratings yet
- PugalenthiDocument7 pagesPugalenthiTHANI ORUVANNo ratings yet
- Study of Microstructure and Mechanical Properties of Cast and Forged Al-4.4cu AlloyDocument4 pagesStudy of Microstructure and Mechanical Properties of Cast and Forged Al-4.4cu AlloyenggsantuNo ratings yet
- Research ArticleDocument10 pagesResearch ArticlePerumalla Janaki RamuluNo ratings yet
- Development and Testing of Al5083 Alloy Reinforced by SiC ParticlesDocument8 pagesDevelopment and Testing of Al5083 Alloy Reinforced by SiC Particlesijsret100% (1)
- s40033 023 00519 1Document11 pagess40033 023 00519 1ชลธิชา โยชาลีNo ratings yet
- AluminiumDocument5 pagesAluminiumgowrimalleshNo ratings yet
- G B Veeresh Kumar, P S Shivakumar Gouda, R Pramod, CspraoDocument6 pagesG B Veeresh Kumar, P S Shivakumar Gouda, R Pramod, CspraoShivu RajNo ratings yet
- Experimental Investigation On Mechanical Performance of Aluminium CompositeDocument10 pagesExperimental Investigation On Mechanical Performance of Aluminium CompositeMadhu KotlaNo ratings yet
- 6.materials Today ProceedingsDocument11 pages6.materials Today ProceedingsKannan ChidambaramNo ratings yet
- Mechanical Properties and Microstructure of A356 Alloy Reinforced Aln/Mwcnt/Graphite/Al Composites Fabricated by Stir CastingDocument15 pagesMechanical Properties and Microstructure of A356 Alloy Reinforced Aln/Mwcnt/Graphite/Al Composites Fabricated by Stir CastingRafat Hossain AunkonNo ratings yet
- Evaluation of Mechanical and Tribological Behavior of Al-4 % Cu-X% SiC Composites Prepared Through Powder Metallurgy TechniqueDocument11 pagesEvaluation of Mechanical and Tribological Behavior of Al-4 % Cu-X% SiC Composites Prepared Through Powder Metallurgy TechniqueAruno AnbuNo ratings yet
- 2.1 Research Articles Related To MMCDocument40 pages2.1 Research Articles Related To MMCSaurabh KumarNo ratings yet
- Published Paper - MACMDocument12 pagesPublished Paper - MACMPandian PitchipooNo ratings yet
- Role of Stir Casting in Development of Aluminium MDocument24 pagesRole of Stir Casting in Development of Aluminium Munited.cadlabNo ratings yet
- IJRPR14150Document5 pagesIJRPR14150Udayashankar SNo ratings yet
- An Experimental Investigation On Mechanical Properties of Aluminium-7075 Based Graphite and Bagasse Ash Particles Reinforced Metal Matrix CompositeDocument16 pagesAn Experimental Investigation On Mechanical Properties of Aluminium-7075 Based Graphite and Bagasse Ash Particles Reinforced Metal Matrix Compositelakshmi vennelaNo ratings yet
- Microstructural and Mechanical Characterization of Al-4032 Based MMCDocument10 pagesMicrostructural and Mechanical Characterization of Al-4032 Based MMCwinner sembiringNo ratings yet
- Characterization of Al O Reinforced Al 6061 Metal Matrix CompositeDocument10 pagesCharacterization of Al O Reinforced Al 6061 Metal Matrix CompositeSamuel ManoharNo ratings yet
- Microstructure, Wear and Corrosion Characteristics of Cu Matrix Reinforced Sic-Graphite Hybrid CompositesDocument9 pagesMicrostructure, Wear and Corrosion Characteristics of Cu Matrix Reinforced Sic-Graphite Hybrid Compositesjeevan gNo ratings yet
- A Study On Thermal Behavior of Aluminum Cenosphere Powder Metallurgy Composites Sintered in MicrowaveDocument9 pagesA Study On Thermal Behavior of Aluminum Cenosphere Powder Metallurgy Composites Sintered in MicrowavePRAGNYA PRADEEPNo ratings yet
- Mechanical Behavior and Analysis of Metal Matrix Composite (Al+Sic+Ti)Document7 pagesMechanical Behavior and Analysis of Metal Matrix Composite (Al+Sic+Ti)Selvakumar SubbaiahNo ratings yet
- Effect of Hardness, Tensile and Wear Behavior of Al-4.5Wt%Cu Alloy/Flyash/Sic Metal Matrix CompositesDocument5 pagesEffect of Hardness, Tensile and Wear Behavior of Al-4.5Wt%Cu Alloy/Flyash/Sic Metal Matrix CompositesIJMERNo ratings yet
- Advanced Powder Technology: Original Research PaperDocument19 pagesAdvanced Powder Technology: Original Research PaperNukala PranavarshNo ratings yet
- A Studies On Mechanical Properties of Al6061/Al2O3 CompositesDocument6 pagesA Studies On Mechanical Properties of Al6061/Al2O3 CompositesDr-Bharath Vedashantha Murthy100% (1)
- Powder Technology: Quanquan Han, Rossitza Setchi, Sam L. EvansDocument10 pagesPowder Technology: Quanquan Han, Rossitza Setchi, Sam L. Evansshaiksha47No ratings yet
- Effects of Sio Nano-Particles On Tribological and Mechanical Properties of Aluminum Matrix Composites by Different Dispersion MethodsDocument13 pagesEffects of Sio Nano-Particles On Tribological and Mechanical Properties of Aluminum Matrix Composites by Different Dispersion MethodsPandu SetiawanNo ratings yet
- Study of The Microstructure and Mechanical CharactDocument14 pagesStudy of The Microstructure and Mechanical CharactRenuNo ratings yet
- Erosion & Wear H CR IronDocument8 pagesErosion & Wear H CR Ironbronx_ldNo ratings yet
- Engineering Materials 2: An Introduction to Microstructures, Processing and DesignFrom EverandEngineering Materials 2: An Introduction to Microstructures, Processing and DesignNo ratings yet
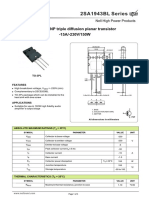
- 2SA1943BL Series: Silicon PNP Triple Diffusion Planar Transistor - 15A/-230V/150WDocument3 pages2SA1943BL Series: Silicon PNP Triple Diffusion Planar Transistor - 15A/-230V/150WYukie Vaie JoeNo ratings yet
- Stresses On Inclined PlaneDocument21 pagesStresses On Inclined PlaneMustafa ZahidNo ratings yet
- Use of Papaya Seeds As A Biosorbent of MDocument9 pagesUse of Papaya Seeds As A Biosorbent of MAbdulrahmanNo ratings yet
- (86-112) 2A. Ray Optics FiDocument27 pages(86-112) 2A. Ray Optics FiMayuri chatpalliwarNo ratings yet
- Investmech (Behaviour of Materials Under Variable Amplitude Loading) TN R0.0Document139 pagesInvestmech (Behaviour of Materials Under Variable Amplitude Loading) TN R0.0romalan govenderNo ratings yet
- Feniex Product Catalog 2013-2014Document56 pagesFeniex Product Catalog 2013-2014donald_wilson4741No ratings yet
- Mech Eng JWDocument15 pagesMech Eng JWJulio De la RosaNo ratings yet
- Up Preboard 2004Document37 pagesUp Preboard 2004Dave Rone ChristianNo ratings yet
- Zener Controlled Transistor Voltage RegulatorDocument9 pagesZener Controlled Transistor Voltage Regulatorkanye eastNo ratings yet
- 04 Chem Review 3Document36 pages04 Chem Review 3Khizra Abdul shakoorNo ratings yet
- Marcet Boiler Long ReportDocument14 pagesMarcet Boiler Long ReportDharmaalManieNo ratings yet
- Plasmon Resonance Refractive Index Sensor Based On Tapered Coreless Optical Fiber Structure PDFDocument6 pagesPlasmon Resonance Refractive Index Sensor Based On Tapered Coreless Optical Fiber Structure PDFPlay de NoiteNo ratings yet
- Introduction To Direct Energy ConversionDocument33 pagesIntroduction To Direct Energy ConversionHuzaifa Wasim100% (2)
- Hopper Design CalculationDocument126 pagesHopper Design CalculationHamid MansouriNo ratings yet
- 5 Module 5 - Q1 - GENERAL PHYSICS 1Document36 pages5 Module 5 - Q1 - GENERAL PHYSICS 1Aika Mae ArakakiNo ratings yet
- Section 2 Steel Grades-PresentedDocument16 pagesSection 2 Steel Grades-PresentedMohamed AmerNo ratings yet
- Chapter 17 ArReactionDocument123 pagesChapter 17 ArReaction蔡易斈No ratings yet
- Lab1-Centre of GravityDocument10 pagesLab1-Centre of GravityNur Syamiza Zamri0% (2)
- Main Substation PDFDocument45 pagesMain Substation PDFFatholla SalehiNo ratings yet
- Exercises March 2021Document4 pagesExercises March 2021Giang HươngNo ratings yet
- Mechanical Properties of Materials: Samir Fernando Castilla Acevedo Chem E., M. Eng., Ph.D. StudentDocument21 pagesMechanical Properties of Materials: Samir Fernando Castilla Acevedo Chem E., M. Eng., Ph.D. StudentMateo PerezNo ratings yet
- Exercise Physics HOOKES 2Document4 pagesExercise Physics HOOKES 2TheOnesNo ratings yet
- Anfim On Demand ManuálDocument11 pagesAnfim On Demand Manuáldoubleshot s.r.o.0% (1)
- ProReact Plus Digital LHD Cable Installation ManualDocument9 pagesProReact Plus Digital LHD Cable Installation ManualAlexandru CraiovanNo ratings yet
- Dimensional Analysis and Similarity in Fluid Mechanics 1St Edition Nord Eddine Sad Chemloul Author Full ChapterDocument67 pagesDimensional Analysis and Similarity in Fluid Mechanics 1St Edition Nord Eddine Sad Chemloul Author Full Chapteralla.adams464100% (12)
- EmulsionDocument98 pagesEmulsionAfshan ShabbirNo ratings yet
- Module 6 - Laws of MotionDocument9 pagesModule 6 - Laws of MotionTOP ERNo ratings yet
- Rock Mechanics Report 05Document8 pagesRock Mechanics Report 05Bernardo Baqueiro RiosNo ratings yet
- MFMC 2000W-4000W CW Fiber LaserDocument40 pagesMFMC 2000W-4000W CW Fiber Laserphutthawongdanchai041215No ratings yet
- Cloud Point Test Aocs Official Method CC 6 25Document1 pageCloud Point Test Aocs Official Method CC 6 25Fatimaezzahra FaouziNo ratings yet