You might also like
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Abma 9 00Document11 pagesAbma 9 00Matias MancillaNo ratings yet
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"From EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"No ratings yet
- Ulllted States Patent (10) Patent N0.: US 7,935,254 B2Document6 pagesUlllted States Patent (10) Patent N0.: US 7,935,254 B2Dejan CekovskiNo ratings yet
- Applied Thermal Engineering: F.J. Gutiérrez OrtizDocument16 pagesApplied Thermal Engineering: F.J. Gutiérrez OrtizXamir Suarez AlejandroNo ratings yet
- Geothermal Energy: Sustainable Heating and Cooling Using the GroundFrom EverandGeothermal Energy: Sustainable Heating and Cooling Using the GroundNo ratings yet
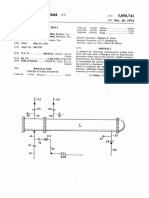
- Umted States Patent (191 (111 4,138,969: Tho-Plan Et A1. (45) Feb. 13, 1979Document12 pagesUmted States Patent (191 (111 4,138,969: Tho-Plan Et A1. (45) Feb. 13, 1979_Asylum_No ratings yet
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Us3850741 PDFDocument6 pagesUs3850741 PDFGandhi YellapuNo ratings yet
- Heating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsFrom EverandHeating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsNo ratings yet
- Shell BoilerDocument12 pagesShell BoilerMochamad Fajar RamdaniNo ratings yet
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasFrom EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasNo ratings yet
- Modeling of Fire Tube BoilerDocument16 pagesModeling of Fire Tube BoilerVignesh AlagesanNo ratings yet
- Respiration Calorimeters for Studying the Respiratory Exchange and Energy Transformations of ManFrom EverandRespiration Calorimeters for Studying the Respiratory Exchange and Energy Transformations of ManNo ratings yet
- Chapter 6 - Waste Heat Recovery DevicesDocument37 pagesChapter 6 - Waste Heat Recovery DevicesArshavin Watashi WaNo ratings yet
- Boiler Tube Failure and ImpactsDocument8 pagesBoiler Tube Failure and ImpactsUdhayakumar VenkataramanNo ratings yet
- Topsoe High Flux Steam ReformDocument6 pagesTopsoe High Flux Steam ReformAnissa Nurul BadriyahNo ratings yet
- Why Vacuum Unit Fired Heaters CokeDocument7 pagesWhy Vacuum Unit Fired Heaters Cokesaleh4060No ratings yet
- 04-Why Vacuum Unit Fired Heaters Coke - P PDFDocument7 pages04-Why Vacuum Unit Fired Heaters Coke - P PDFGeorge J AlukkalNo ratings yet
- Q A BoilerDocument19 pagesQ A Boilerlavpandey8719No ratings yet
- Marine Machinery CourseDocument452 pagesMarine Machinery CourseMerrel Ross100% (1)
- Pack Firetube BoilersDocument5 pagesPack Firetube BoilersNath BoyapatiNo ratings yet
- Marine Machinary CourseDocument452 pagesMarine Machinary CourseMc Liviu100% (1)
- Claus Waste Heat Boiler Economics Part 2: Mechanical ConsiderationsDocument6 pagesClaus Waste Heat Boiler Economics Part 2: Mechanical ConsiderationsAlexNo ratings yet
- Advances in Delayed Coking Heat Transfer EquipmentDocument6 pagesAdvances in Delayed Coking Heat Transfer EquipmentBahar MeschiNo ratings yet
- Improve Vacuum Heater Reliability: Hydrocarbon ProcessingDocument4 pagesImprove Vacuum Heater Reliability: Hydrocarbon Processingros56No ratings yet
- Rethink Specifications For Fired HeatersDocument7 pagesRethink Specifications For Fired HeatersAhmed SeliemNo ratings yet
- Wolverine Engineering Data Book IIDocument7 pagesWolverine Engineering Data Book IISreedhar BabuNo ratings yet
- Tubular Reforming and Auto Thermal Reforming of NGDocument23 pagesTubular Reforming and Auto Thermal Reforming of NGJeremy Soh'100% (1)
- Experimental Correlation of Pool Boiling Heat Transfer For HFC134a On Enhanced Tubes Turbo EDocument8 pagesExperimental Correlation of Pool Boiling Heat Transfer For HFC134a On Enhanced Tubes Turbo EHany Elsawy AbdelrahmanNo ratings yet
- 223 230 BD Energy Dan BarnettDocument8 pages223 230 BD Energy Dan Barnettمیلاد باقرپورNo ratings yet
- (2009.24.06) EP1347261B1 Heat Exchanger With Reduced FoulingDocument11 pages(2009.24.06) EP1347261B1 Heat Exchanger With Reduced FoulingaegosmithNo ratings yet
- BLR - Operation & Maintenance Q&A - 2017Document50 pagesBLR - Operation & Maintenance Q&A - 2017RAJKUMARNo ratings yet
- EPSRC Thermal Management Sheffield Progress Report July 2010Document76 pagesEPSRC Thermal Management Sheffield Progress Report July 2010Junaid MugholNo ratings yet
- Introduction To Boiler: Fire Tube BoilersDocument34 pagesIntroduction To Boiler: Fire Tube BoilersSandhya NaveenNo ratings yet
- Turow Power PlantDocument14 pagesTurow Power Plantdobrilog100% (1)
- 2.10. Furnace Design Considerations: Fig. 2.5 Fig. 2.6Document8 pages2.10. Furnace Design Considerations: Fig. 2.5 Fig. 2.6vatsal07No ratings yet
- Advanced Fire-Tube Boiler ProjectDocument10 pagesAdvanced Fire-Tube Boiler ProjectRonnieldNo ratings yet
- 12-Design Fundamentals of BoilerDocument12 pages12-Design Fundamentals of BoilerVishalVaishNo ratings yet
- Firetube Heaters: FIG. 8-31 Convection HeaterDocument7 pagesFiretube Heaters: FIG. 8-31 Convection Heatery149487No ratings yet
- How To Increase The Efficiency of Commercial BoilersDocument48 pagesHow To Increase The Efficiency of Commercial BoilersAnas AsifNo ratings yet
- Heating With Coils and JacketsDocument14 pagesHeating With Coils and Jacketsibal_machine100% (1)
- Waste CFB CombustionDocument15 pagesWaste CFB CombustionmihugirNo ratings yet
- BORSIG Process Heat Exchanger - Transfer Line ExchangersDocument28 pagesBORSIG Process Heat Exchanger - Transfer Line ExchangersKarna2504100% (1)
- The Boiler HouseDocument12 pagesThe Boiler Housemeijon pelayerNo ratings yet
- Fired Heater Optimization ISA ADDocument12 pagesFired Heater Optimization ISA ADNagaphani Kumar RavuriNo ratings yet
- BoilerDocument28 pagesBoilerHassan Funsho AkandeNo ratings yet
- Anselmo Report No.8Document6 pagesAnselmo Report No.8Vince PatricioNo ratings yet
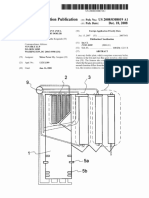
- United States: (12) Patent Application Publication (10) Pub. No.: US 2008/0308019 A1Document8 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2008/0308019 A1psychopassNo ratings yet
- Ganapathy PDFDocument90 pagesGanapathy PDFpinenamuNo ratings yet
- Boiler 1Document44 pagesBoiler 1Emmanuel AyisiNo ratings yet
- Application of HEat PipeDocument29 pagesApplication of HEat PipeNikhil ShahNo ratings yet
- Boiler Heat Transfer Theory-02Document18 pagesBoiler Heat Transfer Theory-02Sai SwaroopNo ratings yet
- United States Patent: (55% Mini ) : Calanog' 3,603,383 A 9/1971 MichaelDocument11 pagesUnited States Patent: (55% Mini ) : Calanog' 3,603,383 A 9/1971 MichaelaegosmithNo ratings yet
- HE Design, Esra Belhaj, 13.10.2020Document48 pagesHE Design, Esra Belhaj, 13.10.2020Esra BelhajNo ratings yet
- 2012 AFPM AM-12-72 Coke On-Line-Spalling F PDFDocument11 pages2012 AFPM AM-12-72 Coke On-Line-Spalling F PDFpoloNo ratings yet
- Modeling of Fire-Tube Boilers: To Cite This VersionDocument38 pagesModeling of Fire-Tube Boilers: To Cite This VersionAhmed AboulmagdNo ratings yet
- Posiflow Technology of Doosan Babcock For Supercritical BoilersDocument12 pagesPosiflow Technology of Doosan Babcock For Supercritical BoilersKarthick VelayuthamNo ratings yet
- Energy Balances. F&R Chapter 8: Changes When WeDocument22 pagesEnergy Balances. F&R Chapter 8: Changes When Wexyz7890No ratings yet
- Fluid Mechanics d203 ReseniDocument90 pagesFluid Mechanics d203 ReseniDennys Fabricio Ramirez100% (1)
- Entalpia EjerciciosDocument40 pagesEntalpia EjerciciosAlvaro BastidasNo ratings yet
- Thermochemistry Review - Answers: CH OH (L) + / O (G) Î Co (G) + 2 H O (L) H - 727 KJDocument12 pagesThermochemistry Review - Answers: CH OH (L) + / O (G) Î Co (G) + 2 H O (L) H - 727 KJxyz7890No ratings yet
- Sodium Phosphate Solution, Saturated: Safety Data SheetDocument6 pagesSodium Phosphate Solution, Saturated: Safety Data Sheetxyz7890No ratings yet
- US5375563Document5 pagesUS5375563xyz7890No ratings yet
- United States Patent (10) Patent No.: US 7484.478 B2: Garg (45) Date of Patent: Feb. 3, 2009Document14 pagesUnited States Patent (10) Patent No.: US 7484.478 B2: Garg (45) Date of Patent: Feb. 3, 2009xyz7890No ratings yet
- United States Patent (19) 11 Patent Number: 5,935,415Document12 pagesUnited States Patent (19) 11 Patent Number: 5,935,415xyz7890No ratings yet
- United States PatentDocument11 pagesUnited States Patentxyz7890No ratings yet
- United States Patent (19) : 11 Patent Number: 4,658,762 (45) Date of Patent: Apr. 21, 1987Document7 pagesUnited States Patent (19) : 11 Patent Number: 4,658,762 (45) Date of Patent: Apr. 21, 1987xyz7890No ratings yet
- UOP - Cat PaperDocument0 pagesUOP - Cat Paperbinapaniki6520No ratings yet
- United States Patent (10) Patent No.: US 7,740,751 B2: Peters (45) Date of Patent: Jun. 22, 2010Document16 pagesUnited States Patent (10) Patent No.: US 7,740,751 B2: Peters (45) Date of Patent: Jun. 22, 2010xyz7890No ratings yet
- Chapter 3. Volumetric Properties of Pure FluidsDocument70 pagesChapter 3. Volumetric Properties of Pure FluidsCJ Gorada100% (1)
- Assignment 7 - Cocktail RecipiesDocument20 pagesAssignment 7 - Cocktail RecipiesDebjyoti BanerjeeNo ratings yet
- Latihan Soal BlankDocument8 pagesLatihan Soal BlankDanbooNo ratings yet
- Design A Roller Coaster ProjectDocument4 pagesDesign A Roller Coaster Projectapi-3564628400% (1)
- Asyb 2020 2Document295 pagesAsyb 2020 2KhangNo ratings yet
- Leaflet CycleManager Ep CycleManager ErDocument7 pagesLeaflet CycleManager Ep CycleManager ErValeska ArdilesNo ratings yet
- Manual de Taller sk350 PDFDocument31 pagesManual de Taller sk350 PDFLeo Perez100% (1)
- 2014 An125hkl4Document69 pages2014 An125hkl4El Turco ChalabeNo ratings yet
- Caption Sheet 4-Kailynn BDocument4 pagesCaption Sheet 4-Kailynn Bapi-549116310No ratings yet
- Arc 2019-2020Document95 pagesArc 2019-2020AEN HTM DD1 HTM DD1No ratings yet
- Technical Methods and Requirements For Gas Meter CalibrationDocument8 pagesTechnical Methods and Requirements For Gas Meter CalibrationIrfan RazaNo ratings yet
- Lcnews227 - Nexera SeriesDocument47 pagesLcnews227 - Nexera SeriesMuhammad RohmanNo ratings yet
- CAT25256 EEPROM Serial 256-Kb SPI: DescriptionDocument22 pagesCAT25256 EEPROM Serial 256-Kb SPI: DescriptionPolinho DonacimentoNo ratings yet
- Fluid Solids Operations: High HighDocument20 pagesFluid Solids Operations: High HighPriscilaPrzNo ratings yet
- Art1 2Document24 pagesArt1 2Peter Paul Rebucan PerudaNo ratings yet
- Module 12. Big Issues Lesson 12a. Reading. Pages 140-141: No Words TranslationDocument4 pagesModule 12. Big Issues Lesson 12a. Reading. Pages 140-141: No Words TranslationLeonardo Perez AlegriaNo ratings yet
- Company Profile: Only Milling Since 1967Document16 pagesCompany Profile: Only Milling Since 1967PavelNo ratings yet
- Jib Crane Assembly ManualDocument76 pagesJib Crane Assembly ManualRobert Cumpa100% (1)
- Thesis 1-15Document15 pagesThesis 1-15hewelirNo ratings yet
- Mechanics of MaterialsDocument11 pagesMechanics of MaterialsPeter MwangiNo ratings yet
- CFD - Basement Car ParkDocument43 pagesCFD - Basement Car ParkTanveer HasanNo ratings yet
- Certified: Steelfab of VirginiaDocument1 pageCertified: Steelfab of VirginiaRamume188No ratings yet
- Iloilo City Regulation Ordinance 2006-010Document4 pagesIloilo City Regulation Ordinance 2006-010Iloilo City CouncilNo ratings yet
- Kiss Forex How To Trade Ichimoku PDFDocument72 pagesKiss Forex How To Trade Ichimoku PDFSastryassociates Chartered100% (3)
- Mwangi, Thyne, Rao - 2013 - Extensive Experimental Wettability Study in Sandstone and Carbonate-Oil-Brine Systems Part 1 - Screening ToDocument7 pagesMwangi, Thyne, Rao - 2013 - Extensive Experimental Wettability Study in Sandstone and Carbonate-Oil-Brine Systems Part 1 - Screening ToMateo AponteNo ratings yet
- Popular CultureDocument6 pagesPopular CultureAmritaNo ratings yet
- Menstrupedia Comic: The Friendly Guide To Periods For Girls (2014), by Aditi Gupta, Tuhin Paul, and Rajat MittalDocument4 pagesMenstrupedia Comic: The Friendly Guide To Periods For Girls (2014), by Aditi Gupta, Tuhin Paul, and Rajat MittalMy Home KaviNo ratings yet
- Food - Forage - Potential - and - Carrying - Capacity - Rusa Kemampo - MedKonDocument9 pagesFood - Forage - Potential - and - Carrying - Capacity - Rusa Kemampo - MedKonRotten AnarchistNo ratings yet
- DiodeDocument3 pagesDiodeManishNo ratings yet
- NURS1108 Lecture 10 - Nervous System ENHANCEDDocument40 pagesNURS1108 Lecture 10 - Nervous System ENHANCEDJacia’s SpaceshipNo ratings yet
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Practical Reservoir Engineering and CharacterizationFrom EverandPractical Reservoir Engineering and CharacterizationRating: 4.5 out of 5 stars4.5/5 (3)
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Heavy and Extra-heavy Oil Upgrading TechnologiesFrom EverandHeavy and Extra-heavy Oil Upgrading TechnologiesRating: 4 out of 5 stars4/5 (2)
- Well Testing Project Management: Onshore and Offshore OperationsFrom EverandWell Testing Project Management: Onshore and Offshore OperationsNo ratings yet
- Machine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsFrom EverandMachine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsRating: 4 out of 5 stars4/5 (4)
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesFrom EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesNo ratings yet
- Gas and Oil Reliability Engineering: Modeling and AnalysisFrom EverandGas and Oil Reliability Engineering: Modeling and AnalysisRating: 4.5 out of 5 stars4.5/5 (6)
- Advanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityFrom EverandAdvanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityRating: 3 out of 5 stars3/5 (2)
- Advanced Production Decline Analysis and ApplicationFrom EverandAdvanced Production Decline Analysis and ApplicationRating: 3.5 out of 5 stars3.5/5 (4)
- Essentials of Coating, Painting, and Lining for the Oil, Gas and Petrochemical IndustriesFrom EverandEssentials of Coating, Painting, and Lining for the Oil, Gas and Petrochemical IndustriesRating: 5 out of 5 stars5/5 (5)
- A Practical Guide to Piping and Valves for the Oil and Gas IndustryFrom EverandA Practical Guide to Piping and Valves for the Oil and Gas IndustryRating: 5 out of 5 stars5/5 (3)
- Asset Integrity Management for Offshore and Onshore StructuresFrom EverandAsset Integrity Management for Offshore and Onshore StructuresNo ratings yet
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsFrom EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsRating: 4 out of 5 stars4/5 (6)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideFrom EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideRating: 2 out of 5 stars2/5 (1)
- Petroleum Production Engineering, A Computer-Assisted ApproachFrom EverandPetroleum Production Engineering, A Computer-Assisted ApproachRating: 4.5 out of 5 stars4.5/5 (11)