You might also like
- Ccu HQ Reno: 1000 St. Albans Drive Raleigh, North Carolina 27609Document1 pageCcu HQ Reno: 1000 St. Albans Drive Raleigh, North Carolina 27609Scott NorrisNo ratings yet
- Specialty InspectionDocument2 pagesSpecialty InspectionScott NorrisNo ratings yet
- Presentation - LOTODocument17 pagesPresentation - LOTOScott NorrisNo ratings yet
- TimeStar Supervisor ManualDocument105 pagesTimeStar Supervisor ManualScott NorrisNo ratings yet
- Barloworld Forklift Trng.Document116 pagesBarloworld Forklift Trng.Scott NorrisNo ratings yet
- NOMMA Voluntary Joint Finish StandardsDocument2 pagesNOMMA Voluntary Joint Finish StandardsScott NorrisNo ratings yet
- Guidelines For Movement Over South Carolina Highways of Oversize and Overweight (Osow) Vehicles and LoadsDocument13 pagesGuidelines For Movement Over South Carolina Highways of Oversize and Overweight (Osow) Vehicles and LoadsScott NorrisNo ratings yet
- AISC Governing Requirements For Certification Programs 6-1-21Document24 pagesAISC Governing Requirements For Certification Programs 6-1-21Scott NorrisNo ratings yet
- Guide To Normative and Informative References For AISC Certification Programs 6-1-21Document4 pagesGuide To Normative and Informative References For AISC Certification Programs 6-1-21Scott NorrisNo ratings yet
- Aisc 207-16 Audit Guide All Fabricator and Manufacturer Programs and EndorsementsDocument20 pagesAisc 207-16 Audit Guide All Fabricator and Manufacturer Programs and EndorsementsScott NorrisNo ratings yet
- Castellated Beams - New DevelopmentsDocument5 pagesCastellated Beams - New DevelopmentsScott NorrisNo ratings yet
- ICC-ES Evaluation Report ESR-3031: - (800) 423-6587 - (562) 699-0543 A Subsidiary of The International Code CouncilDocument8 pagesICC-ES Evaluation Report ESR-3031: - (800) 423-6587 - (562) 699-0543 A Subsidiary of The International Code CouncilScott NorrisNo ratings yet
- AISC Quality Certification ProcessDocument1 pageAISC Quality Certification ProcessScott NorrisNo ratings yet
- RCSC Bulletin 5 THE EFFECT OF BURRS ON THE SHEAR CAPACITY OF BOLTED CONNECTIONSDocument4 pagesRCSC Bulletin 5 THE EFFECT OF BURRS ON THE SHEAR CAPACITY OF BOLTED CONNECTIONSScott NorrisNo ratings yet
- Understanding Welding Symbols Terms and DefinitionsDocument23 pagesUnderstanding Welding Symbols Terms and DefinitionsScott NorrisNo ratings yet
- ARC Welding Safety: Because There's So Much More To EnjoyDocument16 pagesARC Welding Safety: Because There's So Much More To EnjoyScott NorrisNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 9 KZ Ze Xxwo EKAm 5 O7 VJ58Document49 pages9 KZ Ze Xxwo EKAm 5 O7 VJ58KrishnaNo ratings yet
- Ational Etrochemical Efiners Ssociation Treet Uite AshingtonDocument16 pagesAtional Etrochemical Efiners Ssociation Treet Uite AshingtonVijayakumarNarasimhanNo ratings yet
- Manufacturing EngineeringDocument72 pagesManufacturing EngineeringAnirban PalNo ratings yet
- Metalworking 24479 Metaalbewerking UKDocument21 pagesMetalworking 24479 Metaalbewerking UKOmkec DelalićNo ratings yet
- Cutting List (Roofing)Document1 pageCutting List (Roofing)ChinangNo ratings yet
- Lecture 7. HumidificationDocument29 pagesLecture 7. HumidificationNOBLEMAN100% (1)
- Biddle - VRVDocument31 pagesBiddle - VRVutzu_yooNo ratings yet
- Piston, Connecting Rod and Cylinder Liner L28/32H: DescriptionDocument57 pagesPiston, Connecting Rod and Cylinder Liner L28/32H: DescriptionERepublikPolskaNo ratings yet
- Twin Steel Helix Fiber Reinforced Concrete: P. Alekhya, R. Prashanth Kumar, N. Murali KrishnaDocument8 pagesTwin Steel Helix Fiber Reinforced Concrete: P. Alekhya, R. Prashanth Kumar, N. Murali KrishnaSumair LoneNo ratings yet
- Manual de Mantenimiento D637Document1,025 pagesManual de Mantenimiento D637Augusto Menendez Buitron100% (2)
- Additional Tutorial 2 Temperature Heat Part 2Document6 pagesAdditional Tutorial 2 Temperature Heat Part 2TeeWenSengNo ratings yet
- GAS KIT Installation GuideDocument25 pagesGAS KIT Installation Guidealrounder57% (7)
- Format - CISDocument8 pagesFormat - CISgopichandallakaNo ratings yet
- Clio Brakes ABS TN.3588A - XBXX-2 PDFDocument1 pageClio Brakes ABS TN.3588A - XBXX-2 PDFdario024No ratings yet
- Lifting Tongs: Solving Material Handling ProblemsDocument4 pagesLifting Tongs: Solving Material Handling Problemsmohsen123100% (1)
- Quantum Physics 130 - Notes - James BransonDocument548 pagesQuantum Physics 130 - Notes - James BransonRenan Alves0% (1)
- Big Block Chevy Info - Grumpys Performance GarageDocument104 pagesBig Block Chevy Info - Grumpys Performance GarageAsad Khan100% (1)
- Wind Turbine Design Standards-DNV PDFDocument28 pagesWind Turbine Design Standards-DNV PDFarafard100% (1)
- Design CalculationDocument13 pagesDesign CalculationSunil KumarNo ratings yet
- SC-01 Safety Code On Storage, Handling & Use of Gas CylindersDocument8 pagesSC-01 Safety Code On Storage, Handling & Use of Gas CylindersSandeep ShettyNo ratings yet
- H. K. Moffatt and Tadashi Tokieda - Celt Reversals: A Prototype of Chiral DynamicsDocument8 pagesH. K. Moffatt and Tadashi Tokieda - Celt Reversals: A Prototype of Chiral DynamicsVortices3443No ratings yet
- Simple MachinesDocument105 pagesSimple Machinesniel justin lakerNo ratings yet
- PVT (Hydrocarbon Phase Behaviour)Document18 pagesPVT (Hydrocarbon Phase Behaviour)Oscar Mauricio TellezNo ratings yet
- Checklist For Painting Work of Structural SteelDocument3 pagesChecklist For Painting Work of Structural Steelajit karandikar78% (9)
- Memo LubDocument57 pagesMemo LubjoelNo ratings yet
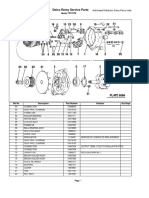
- Delco Remy Service Parts: New Indo Trading Company Authorised Distributor Delco Remy IndiaDocument2 pagesDelco Remy Service Parts: New Indo Trading Company Authorised Distributor Delco Remy IndiaWilson AcostaNo ratings yet
- Power Generation Using Speed Breaker IJERTV10IS090084Document3 pagesPower Generation Using Speed Breaker IJERTV10IS090084Nilli BilliNo ratings yet
- Nonlinear Analysis of RC Beams Based On Moment-Curvature RelationDocument14 pagesNonlinear Analysis of RC Beams Based On Moment-Curvature RelationSamia ChowdhuryNo ratings yet
- Iso 3506 1 2020Document46 pagesIso 3506 1 2020Anna BubblegumNo ratings yet
- Flange Dimensions PDFDocument4 pagesFlange Dimensions PDFSRINIVASNo ratings yet