You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- LNG Insulation Project Execution Plan GenricDocument39 pagesLNG Insulation Project Execution Plan GenricDarl Sele100% (1)
- Insulation EQUIPMENT Machinery DetailsDocument4 pagesInsulation EQUIPMENT Machinery DetailsDarl SeleNo ratings yet
- Proposed List of Tier-Supplier-SubcontractorsDocument1 pageProposed List of Tier-Supplier-SubcontractorsDarl SeleNo ratings yet
- Previous LNG Hot Insulation Method StatementDocument23 pagesPrevious LNG Hot Insulation Method StatementDarl SeleNo ratings yet
- Previous LNG Acoustic Insulation Method StatementDocument24 pagesPrevious LNG Acoustic Insulation Method StatementDarl Sele100% (1)
- IITM Thesis FormatDocument18 pagesIITM Thesis FormatAmar NaikNo ratings yet
- Frieght List 1Document4 pagesFrieght List 1Narendra PatilNo ratings yet
- Mil W 22759 43Document5 pagesMil W 22759 43VenkateshNo ratings yet
- Chemical Modification, Properties, and Usage of LigninDocument291 pagesChemical Modification, Properties, and Usage of LigninMustafa ÇiçeklerNo ratings yet
- ICE-Qatar 18Apr22-Durability Design of Concrete StructuresDocument55 pagesICE-Qatar 18Apr22-Durability Design of Concrete StructuresShokry AlkissyNo ratings yet
- Duoline Best Practices Intervention & Chemical CompatabilityDocument5 pagesDuoline Best Practices Intervention & Chemical CompatabilityWISSAMSOULIMANNo ratings yet
- Out of Autoclave Epoxy Component Prepreg: Typical Applications: General Purpose - VisualDocument3 pagesOut of Autoclave Epoxy Component Prepreg: Typical Applications: General Purpose - VisualJohnnyNo ratings yet
- Monolithic Isolating Joint DatasheetDocument3 pagesMonolithic Isolating Joint DatasheetEpwe100% (1)
- Cement Manufacturing ProcessDocument65 pagesCement Manufacturing ProcessHayimanot YirgaNo ratings yet
- Waste Tyre Crumb Rubber Particle As A Partial Replacement To Fine Aggregate in Concrete IJERTV3IS061161Document4 pagesWaste Tyre Crumb Rubber Particle As A Partial Replacement To Fine Aggregate in Concrete IJERTV3IS061161220Ranjeet PatilNo ratings yet
- Shipment reservation formDocument1 pageShipment reservation formshponNo ratings yet
- Chapter 25 GRINDING AND OTHER ABRASIVE PROCESSES (Autosaved)Document9 pagesChapter 25 GRINDING AND OTHER ABRASIVE PROCESSES (Autosaved)Gloomy HannaNo ratings yet
- DRIEandLIGATechnologyOverviewDocument10 pagesDRIEandLIGATechnologyOverviewShubhankar NaikNo ratings yet
- Slurry Abrasion Test ("Miller Test" ASTM G75) : April 19 1Document3 pagesSlurry Abrasion Test ("Miller Test" ASTM G75) : April 19 1Rolando Nuñez MonrroyNo ratings yet
- Decorative XP Products: Dealers' Price ListDocument7 pagesDecorative XP Products: Dealers' Price ListMurali YNo ratings yet
- Carbon Equivalent (Ce) Composition Parameter (PCM)Document9 pagesCarbon Equivalent (Ce) Composition Parameter (PCM)Arif Budi JatmikoNo ratings yet
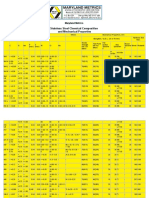
- STAINLESS STEEL - Chemical & Mechanical PropertiesDocument3 pagesSTAINLESS STEEL - Chemical & Mechanical PropertiesGregorio KilatonNo ratings yet
- Clay Plasters: Work Sheet 5.1Document28 pagesClay Plasters: Work Sheet 5.1Saurav ShresthaNo ratings yet
- Hot-rolled carbon steel data sheetDocument7 pagesHot-rolled carbon steel data sheetwulfgang66No ratings yet
- Composite Steel Deck Slab Design ReportDocument6 pagesComposite Steel Deck Slab Design ReportPandaman227No ratings yet
- CV Short (Rgpillai) Jan 26 2021Document19 pagesCV Short (Rgpillai) Jan 26 2021vishwanathanskNo ratings yet
- Concrete Proportion and Concrete Mixture RatioDocument10 pagesConcrete Proportion and Concrete Mixture Ratiogarypaul95% (19)
- Concrete Trial Mix Calculations of Grade M-25 RCC: National Highway Authority of India (Nhai)Document13 pagesConcrete Trial Mix Calculations of Grade M-25 RCC: National Highway Authority of India (Nhai)Ashok amlapureNo ratings yet
- 4294-Article Text-11969-1-10-20150330Document6 pages4294-Article Text-11969-1-10-20150330Anthony LoñezNo ratings yet
- Katalog 2006Document41 pagesKatalog 2006Zhao PhilipNo ratings yet
- Ottoseal® S 120: The Premium Alkoxy Window SiliconeDocument5 pagesOttoseal® S 120: The Premium Alkoxy Window SiliconeJoeNo ratings yet
- 1997 - Pascal Casanova - Analysis and Design of Steel Fiber-Reinforced Concrete BeamsDocument8 pages1997 - Pascal Casanova - Analysis and Design of Steel Fiber-Reinforced Concrete Beamsسيد ثامرNo ratings yet
- XEPOX P PRIMER en Technical Data SheetDocument14 pagesXEPOX P PRIMER en Technical Data SheetLucas SeñaNo ratings yet
- High density polyethylene for film extrusionDocument1 pageHigh density polyethylene for film extrusionJaydeep JainNo ratings yet
- Mechanical Properties of MetalsDocument13 pagesMechanical Properties of MetalsNicholas Bonn SingNo ratings yet