FRAISEUSE-ALESEUSE UNIVERSELLE
DOUTILLAGE
Table des matiéres
Introd
Caractéristiques principales de ta Deckel FP2. .
Construction fondamentale — Equipement électrique
Enirainement et boite principele
Bolte d'avances & commende par levier unique
Réglage de précision
Accessoires
contre-polier
sete @ fraiser vertiete
{ete de peintage
{ele rapide verticale
‘appareil & mortaiser
tele de recifcction ‘
eppareil 4 fraiser hélicoidal . . .
Dispesitifs de montage et de division
table équerre fixe
table inclinable unverselle. .
plateau circulsire
plateau circulsire optique
poupée diviseur
fraisage de poingons sur la FP2 . -
Caractéristiques techniques des accessoires et des dispositis de
‘montage et de division
Accossoires supplémentaires
Outils de coupe
Armoires d’outillage — Accessoires normaux .
Caractéristiques techniques de la machine
Exemples de travail...
Programme général de construction — Service aprés vente
10
4
13
14
4
16
v7
18
8
2%
28
282
34
38
40
“
INTRODUCTION
Uistoire du développement de le production moderne de série est merquée par une per-
pétuelle course di de plus havtes précisions ef & des méthodes toujours plus poussées de ratio=
noalisation. Les techniques ectuelles de trevall par ééformation de matiére, sans enlévement
de copeaux, ont fortement contribué, surtout dans ces derniéres années, @ ces résultats
remarquables, entrainont ainsi une demande toujours plus accrue d'outillages de tous
types. L'atelier d’outillage, face & une infinité de problémes ne nécessitant pour (a plupart
que I'élaboration d'une piéce un seul exemplaire, se voit donc confronté perpétvellement
4 de séveres et difficiles exigences, et dott donc faire de plus en plus appel a des machines-
outils de précision parfaitement concues et ayant des possibilités universelles. Ainsi [uni
versalié de le machine, qui doit pratiquement permettre tous les travaux par enlévement
de copeaux, est la condition nécessaire et le principe déterminant pour la fabrication ration
nelle des outils de découpe, montages, cclibres, formes et matrices, de méme que des outils
de coupe, de marquage, de formage et de poingennege, souvent trés diffciles & réaliser.
Si, cependant, dons de tels travaux le fraiscge représente la partie la plus importante. les
autres méthodes par enlévement de copeaux. evant tout le persage et I'alésage, de mame
que la rectification, prennent austi une grende importance. Il est égelement d'sne haute
Importance que la place & usiner — aussi compliquée soit-elle — reste sur la mactine, c’est-
adire se trove débridée au minimum, ef que donc celte machine universelle, grace &
Vutilisction de ses divers dispostlifs spéciaux, soit chaque fois transformée en machine
spéciolisée, permettant, & laide de divers accessoires ou dispositifs de montage et de divi-
sion, de travailler suivant le processus optimum de fabrication,
Crest pour répondre a toutes ces exigences que la machine universelle & froiser et aléser
FPZ.a été congue, bosée sur le principe de la fraiseuse FP1 bien connue dons le monde des
fechniciens, aussi bien en Allemagne qu’a I’étranger. Cette machine présente dans sa con=
struction fondamentale les caractéristiques suivantes:
1. Une poupée se déplacant dans le sens ¢e le broche horizontale, a la main ou automatique,
ef servant 4 recevoir les accessoires divers, tels que téte a fraiser verticale, oppareil &
moriaiser, 'éte de pointage et téte de rectification.
2. Une console d course veriicale le long ¢u bati supporiant un tablier & course longitudinele.
Sur la face de bridage verticale de ce dernier viennent s'edapter les tables de travail et
les dispositifs de montage et de division, ou, dans des cas particuliers, la piéce & usiner
lle-méme.
Une construction hautement soignée et contrélée a es techni-
ques dans le choix des maiériaux et la vérificetion planifiée a tous les stader de la fabri-
ue Mutilisation des derni
cation assurent & la Deckel FP2 sa cote remarquable. La construction a lieu en série et est
confiée & des compagnons éprouyés et formés & la mécanique de précision. Les contréles
se font d'apré les normes de vérification de |"indusirie allemende de la machine cutil,
CARACTERISTIQUES PRINCIPALES de la fraiseuse-aléseuse!
PRECISE
SIMPLE
UNIVERSELLE
ROBUSTE
RATIONNELLE
PUISSANTE
par la construction rigide du bath, le guidage solgneux sur paliers @ billes de
Ja broche de travail puissante, les glissigres & rattrapage sur tous les
‘mouvements. Les tambours gredués et largement dimensionnés sur toutes
les vis de déplacement: les réglages de précision avec cale-étalon et com-
parateur,
par la conception judicieuse permettant le contrdle de tous les orgones de
commande @ portée de lopérateur. Commande groupée des avances &
Molde d'un levier unique.
par des accessoires pivotants, faciles @ interchanger pour les différents modes
d’enlavement de copeaux. Dispositis inclinables de montage et de division
pour recevolr des pidces usinges sous fous les angles.
por la protection de toutes les glssiéres et broches contre les copeaux, le
liquide de coupe e! a poussléres équipement électrique & I'abri des pannes
dens une armoire de commande ¢ part. Matériaux de construction de la
machine parfeitement congus, méthodes de contréle et de travail les plus
réentes, construction et montage par des spécialistes de premier ordre,
par la gamme importante des avances et des nombreux tours de la broche
‘combine dans ordre désiré, utilisation complete des outils les plus récents,
Voblention immédiate der coles de travail, le diminution des temps morte
por les retours rapides sur tous les mouvements.
par Jatransmission rigoureuse de arbre de transmission rapide sur la broche
de fraisage par des pignons trempés et rectii
. Chaine cinématique
réduite et efficacité poussée de I'entrainement.
universelle d'outillage
igure
Fraiseure-
-aléseuse universelle
doulillage FP2
Figure 2 Eléments principaux de la Deckel FP 2
Les contours extériaure de la Deckel FP2 séduisent par leur conception claire et dégagée. Le bati puis-
sant, fortement nervuré, repose sur un large socle dans lequel se trouvent le moteur ¢'entrainement et
le bac du liquide de coupe. Au sommet du bati la poupée se déplace parallélement a I'axe de la broche
de fraisage et le long de la large face avant du bati sur la glissiére verticale plate se déplace une console
portant un chariot perpendiculaire a la broche de fraisege. La poupée posstde des guides prismatiques
recevant les divers accessoires. La face de bridage verticale du chariot sert & recevolr les dispositfs de
maniage et de division aussi bien qu’ prendre directement des pieces importantes et encombrantes.
Intérieurement le bati comporte les boftes principaler et d'avances, Les roves denlées de ces deux boites
4 pignons-baladeurs sont automatiquement lubrifiges per un graissage par barbetage permanent.
‘Tous les éléments de commande se trouvent & portée de la main de 'opérateur sur le c6té dela machine.
De l'autre c8té (Fig. 3), derriére une porte la pompe du liquide de coupe et le dispositif de sécurité de la
bolte d'evances sont faciles & atteindre. Tous les guidages et les vis de déplacement de la machine sont
protégés contre la poussiére et les copeaux por des soufflets-cccordéon et des toles de protection et sont
‘ainsi a abri dusure prématurée.
CONSTRUCTION
FONDAMENTALE
+ Poupée el breche de fraitage horizontale
2 Guidege verteal
3 Cheriot vertical
4 Contole
5 Ba
6 Armoire de commande
7. Commotsteu” principal
8 Moteur d'entrainement incorporé
EQUIPEMENT ELECTRIQUE
L'équipement électrique de la machine DECKEL FP2se
trouve entigrement incorporé dans une armoire de com-
mande (Fig. 4).
Tous les appareils de coupure et de sécurité sont ainsi
faciles & atizindre, constituant des éléments séparés, ef de
cette maniére pariaitement protégés de tos dommages
mécaniques ou d'influences néfastes. On trouve sur lar-
moire de commande le commutateur principal du réseau
«tle commutaieur du moteur principal (pour le travail
avec la t€te verticele & grande vitesse) de méme que les
prises pour la tte verlicale & grande vitesse, 'éclairage,
le microscope de centrage et le plateau circulaire optique.
Un disjoncteur thermique es! incorporé. Sur la machine
se trouvent, & poriée de I'ullisateur, deux bouton:-pous-
soirs pour la mise en route et Farrét du moteur principal.
Ces deux boutone-povstoire metient aussi en routela tate
verticole & grande vitesse, cecl aussi bien en cas d'arrét de
la machine que le moteur principal en marche. La partie
supérieure de ‘armoire de commande sert de tablette de
travail. La construction et I'équipement de l'armoire de
commande correspondent en tous points aux normes VDE.
Figure 3 Dos dela machine
Figure 4 Armoire de commande ouverte
ENTRAINEMENT ET BOITE PRINCIPALE
Le moteur d'entrainement de la DECKEL FP2 est incorporé au socle de la machine; ila une puissance
de 2,2 KW dla vitesse constante de 1450 min. C'est un moteur & une vitesse; de ce fait, on peut attribuer
pour chaque vitesse de broche de fraisage lavance désirée, On atteint facilement, en enlevant un carter
de protection, la console du moteur servant av réglage de la tension de courroie, La transmission sur
I'orbre principal ¢e la bolte se fait per Iintermédiare de courroles trapézoidales protégées sous un car-
ter, La chaleur dégagée par le moteur est évacuée de la maniére la plus directe par un conduit spécial.
Le boite travaille avec un minimum de pignons, en évitant des courroies ov des chaines de renvoi direc
tement sur fo broche herizontale de fraisage. La progression géométrique de la botte est de 1,25 et donne
ure gamme de 18 vitesses de 40 @ 2000 t/min. On effectue la mise des 18 vitesses de maniére pratique
‘avec une poignée, par lecture directe de la vitesse choisie sur un disque & deux couleurs. Le changement
de vitesses se fait par le déplacement de trains de pignons. Tous les pignons de fa botte sont trempés et &
denture redifige, ils tournent dans un bain d’huile. On est ainsi certain d'vn travail peu bruyant et de
longue durée. L'arbre d'entrainement tournant @ vitesse constante, les arbres de la botte de méme que
la broche de fraisage sont équipés de roulements, l'arbre intermédiare du pignon conique repose sur
des paliers lisses. Le volant, se trouvant & l'arriére du bati en bout de I'arbre d'entreinement, facilite le
pessage des vitessas, lorsque la broche de fraisage est & l'errét, et permet de mettre en place I'outil de
coupe lors du réglage de la piéce @ usiner. La broche horizontole de fraisage est montée sur palier &
reuleaux pour absorber effort radial, tandis que la pression axiale est absorbée por des roulements &
billes a ratfrapage de jeu. Le cSne intérieur normalisé ISA n° 40 « été choisi pour le montage des outils.
‘Le montage de la broche de fraisage dens un fourreau, s'avangant extérieurement de 100mm & l'aide
@’une manivelle, constitue une nouveauté importante. Ce déplacement de la broche de fraisage indé~
pendamment de la translation normale de la poupée apporte, & cé'é d'une augmentation intéressante
de la eapacité de traveil horizontale, 'evantage de pouvoir serrer et epprocher tout contre la piéce &
travoiller des outils serrés tres pris.
Lorsque I’on travaille uniquement avec la broche de frcisage horizontale, un carter de protection vient
couvrir 'iniérieur de la machine, en se glissant sur le guidage en queve d'cronde de la poupée destinée
A recevoir les accessoires supplémentairas. La broche de fraisage horizontale seri aussi en méme temps
dlentrainement pour les différents accessoires comme la téte & fraiser verticale, etc. Tous ces accessoires
supplémentaires peuvent étre montés dans un temps trés court sur le poupée horizontale et sont entrai-
és directement par un renvoi porté par la broche de fraisage herizontale
ELEMENTS ET ORGANES DE COMMANDE
1 Manivelle pour le déstacement supplémentaire 10 Blocage des accessoires suaplémentaires
ée Ie broche de fraiscge horizontale 14 Blocage de lo poupée horizontale
2 Blocage dv fourreau dela broche de fraisege 12. Manivelle du déplacement de la poupée hori-
3 Rowlons de commande éu moteur zontale
4 Disque de régiage des vitesses 13. Levier de commande des déplacements avto-
5 Levier de commande des avances de table matiques de la poupée horizontals
& Manivelle de déplacoment longitudinal do la 14 Volant de l'arbre dantratnoment
fable de travail 15. Levier des avances rapide:
7 Blocage de la table de travail 16 Disque de réglage des avances
8 Blocage du chariot de le console 47. Bouton de la pompe d'arrosage
9 Manivelle pour le déplacement vertical du cha~
riot de la console
REGLAGE DE PRECISION
Les vis de déplacement seigneusement contrélées, les tambours aux divisions claires et larges (division =
(0,025 mm) de méme que les surfaces de guidage aux cotes et états de surface de haute valeur — tout
caci représente les facteurs déterminant la haute précision de travail atteinte sur la DECKEL FP2.
Des ragles a lecture facile permettent les réglages débauche rapides sur les trois exes. On procéde au
réglage fin ov réglage d'aprés le systéme des coordonnées, & l'aide de cale-étalon et comparatcur, sur
les réglettes-supports de cale-étclon et comparaicur dans les trois directions (Fig. 6). Cette méthode de
la mesure directe est indépendante de le précision de tenve des organes de déplacement mécariques et
rédvit les temps morts inévitables, imputables @ la mesure, a des valeurs insignifiantes. Spécialement
lorsque l'on a 2 faire des entr'axages exacts en coordonnées, le réglage de précision se révéle un moyen
euxiliaire indispensoble.
BUTEES REGLABLES
Les déplacements dans les trols sens peuvent tre délimilés par des butées & déclenchement automatique
Le réglage des butéer pour le diplocement vertical se fait sur les glissiéres du bati du c6té de la porte
(Fig. 7); pour l'avance longitudinal en dessous de lo table; pour favance de la poupée porte-broche
sur le bati dv cdté de le porte. Une butée supplémentaire permet un dégagement régulier de la frais,
en particulier lors du fraisage vertical de poingons.
Figure Figure 7
Commande par levier unique; Réglage de précision __Bulées réglables au dos ¢e la machine
"1
10
BOITE DES AVANCES
Les avances astometiques dars tros directions sont commandées par une bolte eavances é pigrons-
baladeurs, placée a I'intérieur du biti de la machine au-desscus de fa boite principale et entrainge par
une chaine & rouleaux indéformable attaquent larbre principal. Ainsi touies les avences sont-elles
Indépendantes des valeurs de la beite principale et peuvent étre régiée: pour n'importe quelle vitesse
@ la broche de fraisage.
La mise e1 route et le régiage des valeurs d’avances se font de la méme maniéve facile que pour la boite
principale. Les pignons @ denture trempés de la boite d'avances & daladeurs sont couplés a des arbres
@ denture droite trempés et rectifiés, et travailient en barbotage.
La boite d'avences, comme la boite principals, posséde 18 vitesses. La progression gésmétrique nor-
malisée des avances couvre une gamme de 8 4 400 mm/min. Le rapport assez bas de 1,25 geranti! une
uiilization particuliérement rationnelle de la mechine. Comme pour la ote principale, la boite d'avences
peut tre débrayée.
‘Afin de fecilite: le travail de réglage et pour réduire les temps merts, en dispose sur les trois movve=
ments d'une avance rapide de 1200 mm/min. Sur le levier des avances rapides se trouvent les boutons
d’embrayage pour Farréi et lo mise en route de la pompe du liquide de coupe.
La boite d'avances ne seit qu'au réglage des valeurs d'ovances, non pas au sens ¢e leur déplacerment.
LEVIER DE COMMANDE DES AVANCES
La commande au choix des avances du chariot porie-table est donnée per un seul levier d'une maniére
simple et pratique. Celvi-ci permet la mise er rou'e des avances dans quatre directions. Les dépiace-
-bas correspondent symé!
ments du levier de commande @ gauche/é droite, en-ha
ts de la lable de travail.
déplaceme
Quont au déplacement astometique de la poupée (en avantien arriére), il se fait par un levier unique,
en le poussant dans le sens correspondart désiré. La vitesse Cavarce, que I'on a clors réglée, reste la
méme auisi bien pour les déplacements de table que pour ceux de la poupée dans toutes les directions
choisies. On peut aussi, dailleurs, utils
r deux avances combinées.
GOUPILLE DE SECURITE
La boite ées avance: est protégée contre les surcharges cu toute auire erreur d'utilisation par une gou:
pille de sécurité. Ce dispositif de sécurité monté dan: la partie inférieure du baii est accessible facilement
par la porte arriére, La goupille cisaillée peut étre tras facilement chargée dans un temps trés court.
GRAISSAGE ET ARROSAGE
Les pignons et paliers de la boite principale et de la boite des avances sont graissés aulometiquement
par projection d’huile. Toutes les autres piéce: de Ia boite, portées de paliers et guidages prismatiques
possident des graisseurs qui, la plupart du temps, sont rassemblés pour faciliter leur surveillance et
augmenter la sécurité d'entretien. On a prévu pour le contréle des voyants d’huile
Le liquide d'arrosage contenu dans le bac aux grandes dimensions, se trouvant dans le socle de la
machine, est amené sur loutil de coupe par une pompe d'engrenage et retcurne aprés filtrage ¢e la
saleié et det copeaux dars le bac, de noweay,
REGLAGE DE PRECISION
Lesvis de déplacement soigneusement contrSlées, les tombours aux divisions elaires ct larges (division —
0,025 mm) de méme que les surfaces de guidage avx cotes et états de surface de haute valeur — tout
ceci représente les facteurs déterminant la haute précision de travail etteinte sur la DECKEL FP2.
Des régles & lecture facile permetient les réglages ¢'ébouche rapides sur les trols exes. On procéde au
raglage fin ou réglage daprés le systéme des coordonnées. a l'aide de cale-élalon et comparateur, sur
les réglettes-supports de cale-ételon et comparateur dans les trois directions (Fig. 6). Cette méthode de
Ja mesure directe est indépendante de la précision de tenve des organes de deplacement mécaniques et
rédvit les temps morts inévitables, imputables & la mesure, & des voleurs insignifiantes. Spéciclement
lorsque l'on @ & faire des entr'axages exacts en coordonnées, le réglage de précsion se révéle un moyen
auxilicire indispensable.
BUTEES REGLABLES
Les déplacomente dane les trois cons peuvent atre délimités por des butées 4 déclenchement automatique.
Le réglage des butées pour le déplacement vertical se fait sur les glissidres du bati du cBté de la porte
(Fig. 7); pour Vavance longitudinal en dessous de lo table; pour I'evance de la poupée porte-broche
sur Ie bati du e818 de la porte. Une butée supplémentaire permet un dégagement régulier de la fraise,
cen pariiculier lors du fraisage vertical de poingons.
Figure 6 Figure 7
‘Commande por levier unique; Réglage de précision _—_Butées réclables au dos de le machine
"
ACCESSOIRES
Liéquipement en accesscires de la F?2 6 été, en grande partie, calqué sur lo con-
struction éprouvée des eccessoiree corre:pordants de la FP1. Ces accessoires pré-
sentent pour la machine des pessiblités netement indipensables pour les diffe
renls trevaux par eslévement de copeaux, ct pe-mettent, en combinaison avec les
dispositifs de montage et de div:
1, de récliser un nombre de travaux qui éteit
Jusque la réservé aux fraiscuse: verticales et horizentales, aux machines & mor
folser, et aux machines & pointer ct rector, L'échange des eccessoires se fait
facilement et dans un temps trés rédvit, grdce & l'adaptation sur des guidages en
queve Waronde, Le rendement et lutlisotion rationnels de la machine, mémme
pour des trevaux nécesiitant des optrations var'ées, sont done ebsolument garan-
His par ses possiblités d’adaptation multiples.
CONTRE-PALIER (accessoire normal)
Le contre-palier puissant et rigide est prévu pour supporter Farbre forte-fraise, lorsque I'on utilise la
FP Zen fraiseuse horizontale. Il est alors introduli dans le queue daronde de la poupte et bloqué
Figure 9 Contre-palier
413
TETE A FRA
Lorsque l'on utilise la FP 2 en fraiseuse verticale, on tient particuligrement compte des exigences des
moules — matrices et outillages ¢ réaliser ainsi que de la diversité des outils de coupe en forme et capa-
it, en offrant deux tétesverticales utilisables au choix. Les deux tétes permettent de couvrir une gamme
‘géométrique de vitesses de 40 & 6009 t/min.
(On utilite ta tate & fraiser verticale (Fig. 10), lorsque l'on travaille aux vitesses normales de la machine.
Dans ce cas, son pignon, en prise sur la brothe horizontale, permet de disposer des 18 vitesses de la
bolte principale de 40 & 2000 t/min, vitesses identiques @ celles de la broche horizontele. La broche de
Fraiscge, puissante, est équipée de peliers & aiguilles pour supporter I'effort radial, tandis que la pression
‘oxiale est absorbée par des jeux de rovlements & billes @ rottrapage. Cette broche verticale est aussi
Equipée d'un céne intérieur ISA-40 dans un but de simplification des outllages. Le fourreau de broche
monté dans la '8te pivatant & 360” peut coulister et éire bloqué dans toute capacité inférieure ou égale
4 60 mm. Un ressort de rappel équilibre, par lintermédicire d'une crémaillére, le poids de la broche
de froisage, lorsque l'on I'utlise en descente sensitive.
Figure 10 Téte a fraiser verticale
Pour tous les travaux de pointage, de froisage et de surfagage fins de méme que pour fous travaux de
précision en coordonnées exécutés dans les posstbilités de réglage fin de la machine, Ia téte de pointage
pivotant sur 909 reprétente un aczestoire de havie valeur, élargissant considérablement le domaine de
la DECKEL FP 2,
Lobroche de persage se déplagant de haut en bas sur 100mm est montée sur des roulements@ billes spé-
‘cioux de précision et comporte le cBne de montage ISA-40 pratiqué sur Ia FP 2. Les pignons de la boite
‘on! aux grandes vitesses un repport de réduction irés important. On maintient ainsl assez bas Io vitesse
d'entreinement de la machine, ce qui offre l'avantage d'éviter Méchaufement, La broche de pointage
28 vitesses de rotation comprises dans une camme de 40 & 6300 t/min. 6 avances automatiques de 0,01
40,12 mm par tour de breche permetient toute solution en pergage fin, Un embrayace a friction protege
la boite contre une surcharge éventuelle et assure la limitation cutomatique des avences a l'aide d'une
butée de profondeur réglable. La descente de broche se fait, soit en approche rapide avec une poignée
‘excamatable, soit en réglage fin avec un petit volant qui commande un couple de vis et roues tangentes,
d'aprés le tambour gradué, ou encore avec un comperateur et les cales-étalons. Le réglage au choix
d'une approche rapide ov d'un réglage fin dla main, ou automatique, seffectue pendant la marche de
Ja machine sur le méme volant.
Figure 11 Tete de pointage
Les havtes rotations (6 vitesses, 1900 & 6000 t/min) de la tate rapide verticale permettent en particulier
'uiiliser les simples fraises de forme & une coupe, lors de fraitage de poingons, de fraisege de rainures,
ete, En outre, la téte rapide verticale offre, grace d son guidage en queue d'aronde prolongé, un dépla-
‘cement supplémentaire de 200 mm sur le poupée, de telle sorte que combinée av mouvement de la poupée
fon peut einst obtenir dans cette direction une capacité de travail sensiblement agrandie. L'eniratnement
s'effectue par un moteur indépendant que l'on peut brancher par sa prise 4 fiches l'armoire de com-
mande de la machine, Le moteur est fixé sur un chariot que I’on peut verrouiller & volonté, ofin de per-
mettre le changement du rapport des poulies ef pour tendre la courrote trapézoidale, La broche de
fraisoge indépendante de toute tension de
courroie tourne sans jev sur des roule-
rents & aiguilles & rattrapage automatique
ée Jeu, roviement: de construction parti
culiére, La broche est équipée d'une tirette
de serrage por pinces pour prise c'outlls
jusqu’é 19 mm de diométre. Le montage
1 la capacité de déplacement du fourrecu
mobile de la broche monté dans le carter
de la téte, inclinable de part et d'autre de
459, sont identiques & ceux de a téte &
fraiser verticale.
Figure 12
Téte rapide verticole
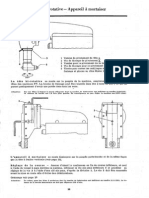
Pour uiiliser la machine FP 2 comme machine & mortaiser, on se sert de l'appareil & mortaiser, qui se
monte de méme maniére que les autres accessoires sur la poupée.
On dispose de 12 viesses de coulisseou de 17 & 210 coups/min, vitestes correspondant aux rotetions
limitées utilisées en mortcisage, de 40 & 5001/min a la boite principale. L’entrainement de coulisseau se
fait par ie moyen d'un maneton, dont la couronne est congue comme un pignon & denture Intérieure cl
garantit ainsi une transmission de puissance pariaitement sare. Le régloge de la course du covlisseau de
0.4 80 mm te fait par déplacement du maneton au moyen d'une vis et d'un écrou verrouillable. On peut
lire la valeur de la course réglée sur une échelle graduée en millimétres,
‘Afin de régler la profondeur de mortaisage sur la piéce, on se sert de maniére commode: du volant de
Vorbre principal av dos de la machine. La téte 8 mertaizer s'ineline de part et d’avire de 90%, de sorte
‘que méme les travaux de mortaisage les plus dificles puissent étre exécutes.
Figure 19 Appareil & mortaiser
Le tete de rectification inclinable, congue en premier lieu pour notre machine & rectifier en coordonnées
‘optique LKS, peut éire uilisée aussi sur la FP 2 au moyen d'une rehausse comportant un renvel inter
médicire. Outre les possibilités d'utilisation universelles déja connues, a FP 2, dans le cadre de sa
précision de déplacement, vous offre des possibilités de travail trés diverses et nouvelles: la rectification
‘ylindrique et conique, intérieure et extérieure, la redification de trous borgnes, de rainures droites,
‘“rlindriques ou de segments, de méme que la rectification de profils composés de rayons et de tangentes.
Divers accessolres décrits cl-aprés et dont l'utilisation peut étendre le champ d'application de la machine
sont prévos et peuvent rendre des services trés appréciables. La manutention et le montage de la téte
de rediification inclinable de part et d'cutre de 45% se font comme pour les autres accessoires FP 2, ce-
pendant aprés avoir monté le rehausse déja mentionnée.
Les deux moteurs moyenne fréquence, interchargeables & gammes de vitesses différentes, congus comme
des broches de rectification, sont montés sur le planétaire et fixés sur la semelle de guidage du chariot
mobile. Ce dernier est, ailleurs, monté sur
paliers & rovleaux. On pevt, sulvant ces gradu-
ations, approcher le réglage d'ébauche de la
broche au diamétre & rectifier et parfaire le
réglage fin, en cours de trevail, par un dispositif
4 ‘excentrique déplagant fa breche principale
radialement jusqu'e 2 mm,
Figure 14 Tete de rectification orientable
Figure 15, Figure 16
Réglage fin de langle du ne Redification conique en dépouille et contre-
dépouille
ly @ 15 vitesses au planétaire de 20 4 500 t/min. Cette gamme de vitesses est donnée par le ropport 1:2
0 renvoi ineorporé & Ie rehausse, de ‘elle sorte que le nombre de touts de la boite principale de le
mechine soit, en tout cas, réduit de moitié. Sur position udébrayés on peut effectuer le déplacement du
plonétaire & Ja main et des buiées réglables limitent alors le mouvement circulaire. Le mouvement
vertical alternatif, possible avec 3 avances automatiques: 3, 6 et 12 mmjtour, est indépendant du plané-
taire et peut étre commandé manuellement. La course verlicale est comprise entre 75mm maxi et 5 mm
‘Acide du réglage micrométrique en profondeur, on peut effeciver des redifications de gorge ov
desegment, en arrétant a broche & la hauteur voulue. Les elézages coriquas artezfréquents en outillage
les surfaces obliques & aréte droite ov arrondie, sont obtenus directement &I'angle désiré avecle dispositf
de redification conique incorporé é la téte. Le réglage a l'angle désiré s'effectue dans l'un ov l'autre
sens, sur toute la course et en marche, de 0 & 3° avec précision sur un tombour gradué de 10” en
10” (Fig. 15 et 14)
La téte & recifir posséde des limiteurs de coupe et des dispositifs de sécurité qui offrent une protection
efficace contre les incidents provenant d'une surcharge ou d'une erreur de manceuvre.
Figure 17 Organes de commande de la téte & rectifier orientable
Vorant du disque de raiags dune
Tembour micrométrique pout riglace dune
églage in
“Tambour pour réale
Bottar du rear ds rappel
Liter de pectondeur des avences J ©
Enbroyase « débrayece ola tote
coke pour ligne cpprechécv plentare __// ery
ane gradode on degre pose redifetion
ce
9
Figure 18 Moteur de rectification avec appareils &
centrer et 8 mesurer
Figure 19 Convertisseur de fréquence
MOTEUR DE RECTIFICATION COMMANDE
PAR CONVERTISSEUR DE FREQUENCE
Pour couvrir la plage de réglabilité des vitesses de broche
au rapport 1:4 cest-a-dire la gamme de 15,000 60.000
toursim, on a prévu deux moteurs de rectification qui eux
iravaillent av rapport 1:2. Ce choix de deux moteurs
permet déviter luiilisction de disposiifs compliqués de
gralssage par vapeur d'hulle, cor les roulements des
broches sont congu: pour des vitesses de 15.000 & 30.000
et de 60.000 toursim.
Chaque broche tourne avec une extréme concentricité
sur des jeux de roulements spéciaux @ ratirapage micro-
métrique. Ce qui assure aux éléments de le broche a
Veide d'un parfait équilibrage statique et dynomique,
une rotation exempte de jeu et de vibration. L'entretien
ef les soins sont extrémement limités du fait d'un grais-
sage permanent et de la protection hermétique de toutes
les pices en mouvement. L’arrivée du courant se fait
par lintermédiaire d'un receord monté sur rovlement ot
d'un collecteur d'accés facile. Pour le refroidissement du
moteur, on a prévu a la sortie supérieure de broche, une
petite turbine qui ventile trés efficacement la chaleur due
4 la puissance lectrique.
On dispose pour monter les différentes meules, de toute
une variété de porte-meules et un grand nombre de ral-
longes @ centrage cylindrique ov & flasque, ces rallonges
filetées de ¢) 5 ov 6 au pas métrique se vissent dans le
nicz des porie-meules,
Les moteurs de rectification sont prévus pour recevoir
les appercils de centrage et de mesure décrits plus loin,
ce qui permet de ne pas étre obligé de démonter le
porte-meule et sa meule pendant I'opération de contréle.
Le convertisseur de fréquence qui sert au réglage des
vitesses de broche, se compose d'un moteur d'entraine-
ment, d'un générateur et de dispesitifs de régulation ov
commutation. Le tout est monté dans une armoire de
commande. Pendant la morche un voriateur permet de
changer Ia vitesse du générateur ¢! parson intermédiaire
de modifier les fréquences correspondantes aux vitesses
désirées des moteurs de broche. On régle les vitesses de
15.000 & 30.000 tours/m, et de 15.000 @ 60.000 tours/m. au
Variateur décritci-dessus, @ cide d'un volant placé sur
Farmoire de commande. Un comple-tours électrique
donne un contréle exact de lo vitesse. Un disjoncteur
‘automatique contréle les variations de fréquence et
assure le maintien de fa vitesse de I'un ov de lavire des
moteurs de broche. Sur le coté de l'armoire de commande
te trouve le commulateur de marche & gauche ov a droite
et le prise du cable de raccordement aux moteurs de
broche.
Figure 29. Rectification de segments
RECTIFICATION ET VERIFICATION DE
PROFILS AVEC LES DISPOSITIFS SPECIAUX
Les combinaisons de _mouvements redilignes et plané-
faires en liaison avec divers procédés de mesure comme
le réglage d'un point de référence d'un secteur et le
contrdle daprés Ja méthode du comparcteur, ov encore
la mesure de l'ensemble avec le projecteur de profil de
la machine LK constituent les conditions principales qui
permetient Ic rectificction des segments et profils.
Le mouvement planétaire permet de recifier avec préci-
sion les clésages, des extérieurs el les rayors méles ef
femelles raccordés, verticaux ou coniques jusqu’a 3°. Le
fig. 20 représente quelques exemples de recification de
segments. Si rien n'entraye la rotation de la broche prin-
cipale, 'entrainement du planétaire se fait par un moteur.
Si, copendant, ce mouvement devait tre limité & une
portion ce secteur par des butées réglatles, on leffec-
tuerait manvellement aprés avoir débroyé le moteur.
Les piéces a usiner comportent souvent des angles in-
térieurs, des rainures ou des surfaces qui ne peuvent pas
ire rectifiés avec la broche yerticale. On effectue alors
ce travail avec le dispositf& rectifier les profil,
Ce dispositif est un complément précicux de latéte de recti-
fication. Lacaractéristique la plus importante enest lamevle
portée sur son axe horizontal, Far cette disposition, on
peu! recifier des faces verticales, droites ov curvilignes,
comportant n'importe quel engle, aussi bien que des
rainures verticoles ou coniques jusqu’ a 1° 30" et compor-
tant des rayors ou des sections profilées,
La figure 23 donne quelques exemples de travail avec
ce dispositif & rectifier les profils. Représenté fig. 21
Vappareil @ diamanter sert @ profiler les mevles et leur
forme exacte.
Vopparell & rectifier les profils est monté sur le plané-
taire comme les broches & restifier verlicales et comporte
un réglage approché et un réglage micrométrique. Un
moteur moyenne fréquence entraine por I'intermédiaire
d'ue courroie perlon, une mevie d'une capacité
maximum 25 x 3 mm ou au choix de 35 x6 mm maximum
Chaque meule forme evee son roulement un ensemble
et est ullisée ou interchangée de moniére inséparable,
pour la rectification de différents profi. Le dispositif @
redifier les profils de méme facon que pour les moteurs
de rectification perme! adaptation d'un apperell &
centrer et mesurer (voir fig. 22). Cet appareil pourvy d'un
comparcteur sert é cenirer une piece d'aprés un alésage
fou une face de référence donnée. En cours de rec
ficetion son adaptation instontanée permet de mesurer
des profil: que des instruments de mesure habituels ne
pourraient pes contrdler.
Figure 23. Redification de profils
Figure 21 Dispositif & rectifier les profils et appareil &
tailler les meules
Figure 22. Dispesiif &rectifier lesprofils avec 'appareil
Voppareil a fraiser hélicoidal permet en liaison avec l'une des deux tétes 4 fraiser verticales d'élaborer
Tationneliement des outis & rainures hélicoidales et des outils de coupe & havt rendement, els que les
fraises, les outils & lamer, les alésoirs, les outils Elagés de tours aulomatiques et similaires. En outre, en
fixant horizontalement un outil & mortaiser, il est possible de fagonner des rainures hélicoidales inté-
‘leurs, ovt en conservant les possiblités du choix du pas et de l'angle du cdne qui restentidentiques &
celles pratiquées pour les rainures extérieures. Ains le domaine d'utilisation de la FP 2 complété par les
appareils ot accetsoires décrits déja auparavant, couvre tous les problemes par enlévement de copeaux
posés pratiquement dans un atelier.
Le fraisage hélicoidal exige une combinaison de la rotation de la piéce et de son déplacement longitu-
dinal, cependant cette rojation doit se faire dans un certain rapport au déplacement axial, En outre, il
cst indispensable d'imprimer @ le pléce 6 usiner un pivotement égal a la moitié du céne, losque l'on «a
froiser des rainures hélicsidales sur une pléce conique. Si le sens dv pas de la piéce a usiner est le
méme que celui de la vis de la teble, a rotation des deux est identique, dans le cas contraire, la rotation
de le piece se fat & envers de celle de la vis de table. Enfin, Foul de coupe deit pouvoir tre réglé dans
axe de fuite des rainures hélicoidales. Toutes ces conditions demandéet pour I'éleboration simple ef
Pratique de rampes hélicoidales sont parfaitement remplies, grace & la conception rationnelle de
‘et opporeil & fraiser hélicotdal.
Figure 24 Appereil a fraiser hélicoidal
icoidal vient se brider sur le tal
Loppareil a fraiser hi vertical de le FP 2. Il comporte, en premier
lieu, une table supportant la poupée diviseur, table pivotant de 45° de part et d’autre sur le plan hori-
zontal, et possédant une contre-poupée mobile pour la prise entre pointes des pices. La broche de le
poupée, trempée et portée sur des paliers puissants, prend sur un céne ISA-40 les outils de serrage, tels
{que mandrins porte-traises, couilles de réduction, pinces et mandrins, utilisés normalement sur cette
machine. L'entrainement de le poupée du diviseur se felt & partir de la vis de déplacement longitudinal
de la machine par I'intermédiaire d'un carter a 4 combinaisons de roues de rechange. On obtient les
divers pas compris entre 4 et 6400 mm par ces roves de rechange. Un inverseur, possédant aussi une
position débrayée, permet de choisir le sens de rotation correspondant & la rainure & fraiser. Tous les
‘orgenes de retransmission, y compris le couple vis sans fin et roue tangente attaquant la broche de divi-
seur, borbotent dans I'huile et sont disposés en toute sécurité ¢ lintérieur de l'appareil 4 fraiser héli-
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Deckel FP2NC, FP3NC, FP4C Manual Siemens 3MDocument76 pagesDeckel FP2NC, FP3NC, FP4C Manual Siemens 3MBert Butt100% (6)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Deckel FP1 EclatéDocument4 pagesDeckel FP1 EclatéBert ButtNo ratings yet
- Deckel Tête de Mortaisage FP1Document1 pageDeckel Tête de Mortaisage FP1Bert ButtNo ratings yet
- Deckel FP4ADocument28 pagesDeckel FP4ABert Butt100% (2)
- Deckel FP2 Prix 1971Document8 pagesDeckel FP2 Prix 1971Bert ButtNo ratings yet
- Deckel LubricationDocument2 pagesDeckel LubricationBert ButtNo ratings yet