You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5806)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
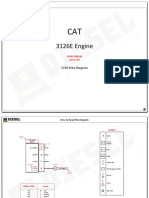
- CAT - 3126E.3126E With Prefix LEFDocument11 pagesCAT - 3126E.3126E With Prefix LEFPhil B.No ratings yet
- M.H. Sloboda - 1961 - Design and Strength of Brazed JointsDocument16 pagesM.H. Sloboda - 1961 - Design and Strength of Brazed JointsPieter van der MeerNo ratings yet
- Seepage Through Dams (Casagrande, 1937)Document23 pagesSeepage Through Dams (Casagrande, 1937)Tatooinesky80% (5)
- Market Technician No63Document12 pagesMarket Technician No63ppfahdNo ratings yet
- Revit To Design Builder PDFDocument4 pagesRevit To Design Builder PDFMayNo ratings yet
- Installation of Precast Reinforced Concrete Monolithic Box Sections For Culverts, Storm Drains, and SewersDocument4 pagesInstallation of Precast Reinforced Concrete Monolithic Box Sections For Culverts, Storm Drains, and SewersEligio Antonio CerdaNo ratings yet
- Guide To Perform Initial DT With GENEX ProbeDocument19 pagesGuide To Perform Initial DT With GENEX Probewantwant56750% (2)
- Concrete Aggregates: Standard Specification ForDocument11 pagesConcrete Aggregates: Standard Specification ForEligio Antonio CerdaNo ratings yet
- Low-Alloy Steel Deformed and Plain Bars For Concrete ReinforcementDocument7 pagesLow-Alloy Steel Deformed and Plain Bars For Concrete ReinforcementEligio Antonio CerdaNo ratings yet
- Epoxy-Coated Steel Reinforcing Bars: Standard Specification ForDocument11 pagesEpoxy-Coated Steel Reinforcing Bars: Standard Specification ForEligio Antonio CerdaNo ratings yet
- Blended Hydraulic Cements: Standard Specification ForDocument13 pagesBlended Hydraulic Cements: Standard Specification ForEligio Antonio CerdaNo ratings yet
- Deformed and Plain Carbon-Steel Bars For Concrete ReinforcementDocument7 pagesDeformed and Plain Carbon-Steel Bars For Concrete ReinforcementEligio Antonio CerdaNo ratings yet
- Reinforced Concrete Arch Culvert, Storm Drain, and Sewer PipeDocument7 pagesReinforced Concrete Arch Culvert, Storm Drain, and Sewer PipeEligio Antonio CerdaNo ratings yet
- Precast Reinforced Concrete Manhole Sections: Standard Specification ForDocument9 pagesPrecast Reinforced Concrete Manhole Sections: Standard Specification ForEligio Antonio CerdaNo ratings yet
- Perforated Concrete Pipe: Standard Specification ForDocument2 pagesPerforated Concrete Pipe: Standard Specification ForEligio Antonio CerdaNo ratings yet
- Chemical Admixtures For ConcreteDocument10 pagesChemical Admixtures For ConcreteEligio Antonio CerdaNo ratings yet
- Steel Fiber Reinforced Concrete Culvert, Storm Drain, and Sewer PipeDocument6 pagesSteel Fiber Reinforced Concrete Culvert, Storm Drain, and Sewer PipeEligio Antonio CerdaNo ratings yet
- Column Design For Unbraced Columns Via Ec2Document5 pagesColumn Design For Unbraced Columns Via Ec2Muhammad Wazim AkramNo ratings yet
- Dramaturgy PacketDocument12 pagesDramaturgy PacketFrank RoseNo ratings yet
- Instructions:: Question Paper Booklet CodeDocument20 pagesInstructions:: Question Paper Booklet CodeadiNo ratings yet
- Prime NumbersDocument2 pagesPrime NumbersDarkas2100% (1)
- Chapter 27 Analysis Edexcel Igcse Chemistry ReviewDocument14 pagesChapter 27 Analysis Edexcel Igcse Chemistry ReviewRafid Al NahiyanNo ratings yet
- Bahan PPT PPICDocument19 pagesBahan PPT PPICAoc SidomulyoNo ratings yet
- Mariadb Maxscale HADocument12 pagesMariadb Maxscale HADang Huu AnhNo ratings yet
- SHT-04 Thermal Conductivity of Insulating PowderDocument1 pageSHT-04 Thermal Conductivity of Insulating PowderSUPERB TECHNo ratings yet
- T G 1653646560 Time Zones Powerpoint Ver 1Document8 pagesT G 1653646560 Time Zones Powerpoint Ver 1Malvika BalchandaniNo ratings yet
- Handouts General MathematicsDocument70 pagesHandouts General Mathematicskhalid4vuNo ratings yet
- Research Methodology Template: Topic ObjectivesDocument4 pagesResearch Methodology Template: Topic ObjectivesChristopher RajNo ratings yet
- Business Research Methods: Session 6 To 7Document109 pagesBusiness Research Methods: Session 6 To 7Contact InfoNo ratings yet
- Micropulse Transducers: Magnet Rod SeriesDocument2 pagesMicropulse Transducers: Magnet Rod SeriesAlexander GochevNo ratings yet
- Euro 50 Tripod Ansys-Calculation4Document12 pagesEuro 50 Tripod Ansys-Calculation4HẬU Nguyễn NhưNo ratings yet
- O RAN - WG3.E2SM RC R003 v04.00Document413 pagesO RAN - WG3.E2SM RC R003 v04.00animesh.vermaNo ratings yet
- Be Summer 2012Document2 pagesBe Summer 2012babaf79912No ratings yet
- Chandigarh University Department of Electronics & Communication Engineering Assignment # 01Document6 pagesChandigarh University Department of Electronics & Communication Engineering Assignment # 01Jaspreet KaurNo ratings yet
- Section 8. Loop TuningDocument22 pagesSection 8. Loop TuningakramhomriNo ratings yet
- Exercise Sequential Control StructureDocument2 pagesExercise Sequential Control Structurewann ielaaNo ratings yet
- Descartes' Rule of SignsDocument21 pagesDescartes' Rule of SignsChona ZamoraNo ratings yet
- LaplaceDocument33 pagesLaplacesr samieNo ratings yet
- STM32 HTTP CameraDocument8 pagesSTM32 HTTP Cameraengin kavakNo ratings yet
- Graphing Absolute Value WorksheetDocument20 pagesGraphing Absolute Value WorksheetRudyr BacolodNo ratings yet
- Frictional Properties of Textile FiberDocument8 pagesFrictional Properties of Textile FiberMD Nazrul IslamNo ratings yet