You might also like
- Session III Ichq6b SpecificationsDocument84 pagesSession III Ichq6b Specificationsamandbhaskar100% (1)
- Industrial ChemistryDocument168 pagesIndustrial ChemistryAbdullah Sabry AzzamNo ratings yet
- Patenting of Life Forms IPRDocument17 pagesPatenting of Life Forms IPRAnuragrai7No ratings yet
- Convergent TechnologyDocument23 pagesConvergent TechnologyEmmanuel ZaragozaNo ratings yet
- Development of Dynamic Compartment Models For Industrial Aerobic Fed-Batch Fermentation ProcessesDocument14 pagesDevelopment of Dynamic Compartment Models For Industrial Aerobic Fed-Batch Fermentation ProcessesLuis ReyesNo ratings yet
- TED Talks ListDocument15 pagesTED Talks ListVaibhav K Dhange100% (2)
- Week-10 Microorganisms and Agricultural TechnologyDocument41 pagesWeek-10 Microorganisms and Agricultural TechnologyMichael ThungNo ratings yet
- The Winogradsky ColumnDocument4 pagesThe Winogradsky Columnmartincepa100% (1)
- EM PaperDocument69 pagesEM PaperKwok Chung ChuNo ratings yet
- Unit DetailsDocument70 pagesUnit DetailsRajratna LokhandeNo ratings yet
- Solutions Manual For Analysis Synthesis and Design of Chemical Processes 4th Edition PDFDocument14 pagesSolutions Manual For Analysis Synthesis and Design of Chemical Processes 4th Edition PDFNathalia DelgadoNo ratings yet
- Bioengineering Sample Statement of Purpose SopDocument2 pagesBioengineering Sample Statement of Purpose SopLookman Hakeem100% (1)
- Scale Up FermentersDocument11 pagesScale Up FermentersLouella100% (1)
- Aplied Biosystems Step One Plus TR PCR Manual UtilizareDocument320 pagesAplied Biosystems Step One Plus TR PCR Manual UtilizareFlorea Rodica100% (1)
- Fungi Bio-prospects in Sustainable Agriculture, Environment and Nano-technology: Volume 1: Fungal Diversity of Sustainable AgricultureFrom EverandFungi Bio-prospects in Sustainable Agriculture, Environment and Nano-technology: Volume 1: Fungal Diversity of Sustainable AgricultureVijay Kumar SharmaNo ratings yet
- Aseptic Technique: Tomasz Bykowski and Brian StevensonDocument11 pagesAseptic Technique: Tomasz Bykowski and Brian StevensonNear JunearNo ratings yet
- Thermodynamics - Biotech & Bioprocess EngineeringDocument23 pagesThermodynamics - Biotech & Bioprocess EngineeringAaron Tan ShiYiNo ratings yet
- Bioprocess Engineering QuestionsDocument7 pagesBioprocess Engineering QuestionsNarasimhulu KorrapatiNo ratings yet
- BTH 401 Bioprocessing EngineeringDocument211 pagesBTH 401 Bioprocessing EngineeringTigerNo ratings yet
- Expected Wrong Series Questions PDF For IBPS PO and Clerk Prelims 2019 PDFDocument9 pagesExpected Wrong Series Questions PDF For IBPS PO and Clerk Prelims 2019 PDFSham Sunder ReddyNo ratings yet
- Synthesis and Distillation1Document31 pagesSynthesis and Distillation1AgathiyanNo ratings yet
- 6 Soc Sci EM Term 3Document138 pages6 Soc Sci EM Term 3aletheia4meNo ratings yet
- General Studies 4 - Gupta Period and Post-Gupta Period PDFDocument5 pagesGeneral Studies 4 - Gupta Period and Post-Gupta Period PDFEdwardKarumuriNo ratings yet
- Citric AcidDocument7 pagesCitric AcidMd Tanvir FarabiNo ratings yet
- Sem 3 Bt8303 Basic Industrial Biot Question BankDocument59 pagesSem 3 Bt8303 Basic Industrial Biot Question BankarchanaNo ratings yet
- Applied Energy: Shuvashish Behera, Rama Chandra Mohanty, Ramesh Chandra RayDocument4 pagesApplied Energy: Shuvashish Behera, Rama Chandra Mohanty, Ramesh Chandra RaygeoNo ratings yet
- Uses and Applications of AmmoniaDocument2 pagesUses and Applications of AmmoniaSaba KhanNo ratings yet
- Metabolic Engineering To Improve Bioactive Secondary MetabolitesDocument14 pagesMetabolic Engineering To Improve Bioactive Secondary MetabolitesBOTANY DEPARTMENTNo ratings yet
- Water PollutionDocument6 pagesWater PollutionRichu NNo ratings yet
- 4.3 Material Balance On Multiple Unit ProcessesDocument29 pages4.3 Material Balance On Multiple Unit Processesmulugeta damisuNo ratings yet
- Aeration and AgitationDocument9 pagesAeration and AgitationKasun Prasanna SilvaNo ratings yet
- 358 PDFDocument1 page358 PDFSooraj Ps CoolNo ratings yet
- Bioseparation-Crystallization 1Document16 pagesBioseparation-Crystallization 1LCteyNo ratings yet
- Fermentation (Industrial) : Basic ConsiderationsDocument12 pagesFermentation (Industrial) : Basic ConsiderationsRudi TabutiNo ratings yet
- Bubble Column Fermenter/BioreactorDocument9 pagesBubble Column Fermenter/BioreactorLouellaNo ratings yet
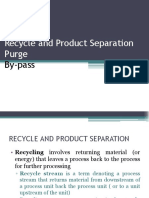
- CHE112P Lecture Recycle - BypassDocument22 pagesCHE112P Lecture Recycle - BypassYzeNo ratings yet
- Industrial Production of PenicillinDocument9 pagesIndustrial Production of Penicillinssthakurleo100% (11)
- Kinetics and ModellingDocument12 pagesKinetics and ModellingIshanSaneNo ratings yet
- 07 - Chapter 2 PDFDocument65 pages07 - Chapter 2 PDFmullapudi umaNo ratings yet
- Bioseparation Assignment 2 PDFDocument3 pagesBioseparation Assignment 2 PDFjasreen KaurNo ratings yet
- Chapter 7 - Analysis of BioreactorDocument52 pagesChapter 7 - Analysis of BioreactorاشرفاللساميNo ratings yet
- 5.2. Classification of FuelsDocument16 pages5.2. Classification of FuelsadiNo ratings yet
- CHAPTER 3 (Material Balances)Document76 pagesCHAPTER 3 (Material Balances)Ali Imran Mohamad0% (1)
- Chemical Reaction Design: UET Lahore, Faisalabad CampusDocument4 pagesChemical Reaction Design: UET Lahore, Faisalabad CampusZargul AmmaraNo ratings yet
- Balance de MasaDocument18 pagesBalance de MasaMalu BarreraNo ratings yet
- Bioseparation Citric AcidDocument32 pagesBioseparation Citric AcidNurul Ain IbrahimNo ratings yet
- Engenharia Ambiental SM SampleDocument10 pagesEngenharia Ambiental SM SampleJocirlei Felicio0% (1)
- C H O + A O + B NH C C H NO + D H O+eCO: InstructionsDocument4 pagesC H O + A O + B NH C C H NO + D H O+eCO: InstructionsJohn Paul Jandayan33% (3)
- Synthesis of Camphor by The Oxidation of BorneolDocument6 pagesSynthesis of Camphor by The Oxidation of BorneolCyrene MBolañosNo ratings yet
- Adama Science and Technology University School of Applied Natural Science Department of Applied MathematicsDocument9 pagesAdama Science and Technology University School of Applied Natural Science Department of Applied MathematicsALEMAYEHUNo ratings yet
- Latest AIR POLLUTION AND CONTROL IMPORTANT TOPICS & QUESTIONS UNIT WISEDocument15 pagesLatest AIR POLLUTION AND CONTROL IMPORTANT TOPICS & QUESTIONS UNIT WISENavya SreeNo ratings yet
- Protein Precipitation Protocols PDFDocument6 pagesProtein Precipitation Protocols PDFJeTiKNo ratings yet
- Extraction of Keratin Protein From Chicken FeatherDocument10 pagesExtraction of Keratin Protein From Chicken FeatheralexNo ratings yet
- Biological Activities of Schizophyllum Commune FRDocument194 pagesBiological Activities of Schizophyllum Commune FRHajrah SuhardiNo ratings yet
- Recycle. Process EngineeringDocument20 pagesRecycle. Process EngineeringDarel WilliamsNo ratings yet
- Food MCB II NotesDocument73 pagesFood MCB II NotesRichard Simon KisituNo ratings yet
- Co (NH3) 6Document1 pageCo (NH3) 6Ayotunde OnasanyaNo ratings yet
- Microbial Growth and Its KineticsDocument25 pagesMicrobial Growth and Its KineticsTrisuciati SyahwardiniNo ratings yet
- Diapositiva de Recursos Humanos 1: Total Synthesis of CoprinolDocument22 pagesDiapositiva de Recursos Humanos 1: Total Synthesis of CoprinolAngelOrtegaZarcoNo ratings yet
- Citric Acid ProductionDocument4 pagesCitric Acid ProductionSubrata ParaiNo ratings yet
- Total Antioxidant Power and Free RadicalDocument4 pagesTotal Antioxidant Power and Free RadicalDr. Varaprasad Bobbarala100% (1)
- Problemario de Biorreactores Cap 14Document5 pagesProblemario de Biorreactores Cap 14Nycte Nava0% (1)
- Scope and Historical Developments in Microbiology: Section A: Basic MicrobiologyDocument26 pagesScope and Historical Developments in Microbiology: Section A: Basic Microbiologylovely08No ratings yet
- Table 2. Biotechnology: Simplified ConceptualizationDocument8 pagesTable 2. Biotechnology: Simplified ConceptualizationTania SharminNo ratings yet
- Microbiology: Fundamentals and Application: By: DR - Ir. Lilik Eka Radiati, MSDocument34 pagesMicrobiology: Fundamentals and Application: By: DR - Ir. Lilik Eka Radiati, MSSyira Zulkahfi Si KapiNo ratings yet
- Biotechnology in Microbial ProcessesDocument13 pagesBiotechnology in Microbial Processesolamicro50% (2)
- Yeast Transgenic PlantsDocument5 pagesYeast Transgenic PlantsTooba Iqbal67% (6)
- MICROBES IN GENETIC ENGINEERING SeminarDocument19 pagesMICROBES IN GENETIC ENGINEERING SeminarPooja P. RajanNo ratings yet
- Uji Efektivitas Ekstrak Etanol Kulit Buah Naga Merah (Hylocereus Polyrhizus) Terhadap StaphylococcusDocument5 pagesUji Efektivitas Ekstrak Etanol Kulit Buah Naga Merah (Hylocereus Polyrhizus) Terhadap StaphylococcusUten MokiNo ratings yet
- Indigenous Fermented Foods Southeast Asia: J. David OwensDocument44 pagesIndigenous Fermented Foods Southeast Asia: J. David OwensFelipe AndrésNo ratings yet
- Linkage Practial ExerciseDocument7 pagesLinkage Practial ExerciseSabesan TNo ratings yet
- 9A23402 Analytical Methods in BiotechnologyDocument4 pages9A23402 Analytical Methods in BiotechnologysivabharathamurthyNo ratings yet
- Sunny Reusme PDFDocument3 pagesSunny Reusme PDFsun27rattanpalNo ratings yet
- Mathematical Modeling For The Dynamic Behavior of A Bioreactor For The Alcolic Fermentation Process in The White Wine ElaborationDocument2 pagesMathematical Modeling For The Dynamic Behavior of A Bioreactor For The Alcolic Fermentation Process in The White Wine ElaborationEvelyn SoledispaNo ratings yet
- Kelompok 3 - PPT Bioteknologi Dalam Bidang PanganDocument14 pagesKelompok 3 - PPT Bioteknologi Dalam Bidang PanganGrasiana Paskalia MudaNo ratings yet
- Ni Hms 467016Document163 pagesNi Hms 467016Chethan KumarNo ratings yet
- Sucrose Gradient Separation ProtocolDocument16 pagesSucrose Gradient Separation ProtocolabatabrahamNo ratings yet
- Nidhi STR NewDocument72 pagesNidhi STR NewSamuel DavisNo ratings yet
- Trian Partners On DupontDocument87 pagesTrian Partners On DupontCanadianValueNo ratings yet
- Bacterial Binary FissionDocument4 pagesBacterial Binary FissionjayweinxNo ratings yet
- Program Konferencije PDFDocument16 pagesProgram Konferencije PDFAnonymous iX6c0vOrgFNo ratings yet
- Tutorial 1 MIC60104Document2 pagesTutorial 1 MIC60104dinsaqiNo ratings yet
- KOD - Plus-Neo: Store at - 20°CDocument12 pagesKOD - Plus-Neo: Store at - 20°CArga GuruNo ratings yet
- BioArt EssayDocument2 pagesBioArt EssayfoxnautNo ratings yet
- RACE KitDocument31 pagesRACE KitManikantan KNo ratings yet
- Department of Biotechnology N.C.College of Engineering, Israna (Panipat)Document33 pagesDepartment of Biotechnology N.C.College of Engineering, Israna (Panipat)Aashishkatyaal100% (1)
- Objective: Qualification Board / University Year of PassingDocument4 pagesObjective: Qualification Board / University Year of Passingprakash1satpathyNo ratings yet
- National Institute of Technology, Rourkela - 769 008 (ODISHA)Document2 pagesNational Institute of Technology, Rourkela - 769 008 (ODISHA)Allam Jaya PrakashNo ratings yet
- GJMT II Issue PDFDocument52 pagesGJMT II Issue PDFFinancial Management by Dr MujahedNo ratings yet