You might also like
- Bestfriends Shouldn't Know How You Taste 01 15Document79 pagesBestfriends Shouldn't Know How You Taste 01 15AnaMariaStraton63% (49)
- Sae J 400 PDFDocument11 pagesSae J 400 PDFTiago Souza50% (2)
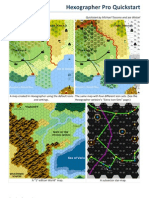
- Hexographer Manual PDFDocument24 pagesHexographer Manual PDFAntonio Boquerón de Orense100% (1)
- Sae J120-2002Document21 pagesSae J120-2002Marcos Rosenberg100% (1)
- Surface Vehicle Standard: Rev. JUL86Document3 pagesSurface Vehicle Standard: Rev. JUL86anupthatta100% (1)
- Saej3000v003 Thermoplastic Elastomer Classification SystemDocument16 pagesSaej3000v003 Thermoplastic Elastomer Classification SystemDaniel FarfanNo ratings yet
- Project Report On Microbrewery & Imfl DistillationDocument10 pagesProject Report On Microbrewery & Imfl DistillationEIRI Board of Consultants and PublishersNo ratings yet
- Ursula K. Le Guin (SF Literature Criticism Ebook)Document262 pagesUrsula K. Le Guin (SF Literature Criticism Ebook)hefestoplutao100% (8)
- Circuit Breakers McqsDocument56 pagesCircuit Breakers McqsEngrAneelKumarAkhani79% (14)
- Sae J200 PDFDocument62 pagesSae J200 PDFAhmet Hamamcıoğlu100% (4)
- Service Manual MP2553Document1,312 pagesService Manual MP2553Leo Lagaceta67% (6)
- VW2.8.1 en 2009-12-01Document17 pagesVW2.8.1 en 2009-12-01mehmet ustunNo ratings yet
- Surface Vehicle Standard: Rev. SEP81Document42 pagesSurface Vehicle Standard: Rev. SEP81anupthattaNo ratings yet
- Surface Vehicle Standard: Rev. JUN90Document5 pagesSurface Vehicle Standard: Rev. JUN90anupthatta100% (2)
- SAE J20 Dated 6-2006 Coolant HoseDocument18 pagesSAE J20 Dated 6-2006 Coolant Hoseanon_94010986No ratings yet
- Sae J315 1985 (En)Document10 pagesSae J315 1985 (En)Oh No PotatoNo ratings yet
- Manganese Phosphate ADA139434 PDFDocument20 pagesManganese Phosphate ADA139434 PDFMark GarrettNo ratings yet
- SAEJ90 V 001Document16 pagesSAEJ90 V 001Marcelo ColomboNo ratings yet
- Composite OEM and Replacement ScreensDocument6 pagesComposite OEM and Replacement ScreensShamsulamri SamsirNo ratings yet
- SAEJ110 V 002Document13 pagesSAEJ110 V 002Marcos Verissimo Juca de PaulaNo ratings yet
- Surface Vehicle Recommended PracticeDocument5 pagesSurface Vehicle Recommended PracticeanupthattaNo ratings yet
- Lab Equipment PowerpointDocument43 pagesLab Equipment Powerpointangelo tonogbanua100% (1)
- Surface Vehicle Information: Rev. MAR96Document30 pagesSurface Vehicle Information: Rev. MAR96anupthattaNo ratings yet
- Surface Vehicle StandardDocument11 pagesSurface Vehicle StandardankitsarvaiyaNo ratings yet
- Surface Vehicle Recommended Practice: Rev. JUL92Document18 pagesSurface Vehicle Recommended Practice: Rev. JUL92Angel HernándezNo ratings yet
- Surface Vehicle Recommended Practice: Rev. APR2002Document25 pagesSurface Vehicle Recommended Practice: Rev. APR2002Leonardo Gonçalves GomideNo ratings yet
- JET LUBE 21 OILFIELD Tds PDFDocument1 pageJET LUBE 21 OILFIELD Tds PDFDarshan MakwanaNo ratings yet
- SAE J0200 - Sistema de Classificação de Materiais-Borracha PDFDocument52 pagesSAE J0200 - Sistema de Classificação de Materiais-Borracha PDFWVPNo ratings yet
- Surface Vehicle Recommended Practice: Rev. DEC2004Document5 pagesSurface Vehicle Recommended Practice: Rev. DEC2004Leonardo Gonçalves GomideNo ratings yet
- Saej 18 V 003Document25 pagesSaej 18 V 003Glauco SantosNo ratings yet
- SAE-J200 - Classification System For Rubber Materials-2005Document65 pagesSAE-J200 - Classification System For Rubber Materials-2005Tom BrownNo ratings yet
- Surface Vehicle Recommended Practice: Rev. NOV2003Document55 pagesSurface Vehicle Recommended Practice: Rev. NOV2003bigtone2001100% (1)
- Surface Vehicle StandardDocument4 pagesSurface Vehicle StandardRobson GomesNo ratings yet
- Surface Vehicle Standard: Rev. AUG1997Document6 pagesSurface Vehicle Standard: Rev. AUG1997anupthattaNo ratings yet
- SealguardDocument1 pageSealguardJorge ForeroNo ratings yet
- Surface Vehicle Standard: Coolant System HosesDocument18 pagesSurface Vehicle Standard: Coolant System HosesAdriana SukmanaputraNo ratings yet
- SAEJ120 V 001Document21 pagesSAEJ120 V 001Marcelo ColomboNo ratings yet
- Tds 10p42nf en April 2024 Supersedes September 2021Document4 pagesTds 10p42nf en April 2024 Supersedes September 2021AlperNo ratings yet
- Surface Vehicle Standard: 400 Commonwealth Drive, Warrendale, PA 15096-0001Document5 pagesSurface Vehicle Standard: 400 Commonwealth Drive, Warrendale, PA 15096-0001Angel HernándezNo ratings yet
- Surface Vehicle Information: Engine CoolantsDocument20 pagesSurface Vehicle Information: Engine CoolantsJOSE ANDRES OCHOA ORELLANANo ratings yet
- D6521-05 Pav - AgingDocument6 pagesD6521-05 Pav - AgingAli YousefNo ratings yet
- Elastomers - Material Requirements and TestingDocument17 pagesElastomers - Material Requirements and TestingPravin Balasaheb Gunjal100% (1)
- SAEJ121 MV 001Document5 pagesSAEJ121 MV 001Marcos Verissimo Juca de PaulaNo ratings yet
- D1187 PDFDocument2 pagesD1187 PDFArnold RojasNo ratings yet
- Mil R 83248BDocument25 pagesMil R 83248BVivek YaduvanshiNo ratings yet
- TMS6900Document14 pagesTMS6900Josue Garcia QuiniNo ratings yet
- Explosive DecompressionDocument11 pagesExplosive DecompressionAndrey EkkertNo ratings yet
- Material SpecificationDocument10 pagesMaterial SpecificationMuthu GaneshNo ratings yet
- Surface Vehicle Standard: Issued JUN89Document6 pagesSurface Vehicle Standard: Issued JUN89raulNo ratings yet
- Kopr Kote Oilfield TdsDocument1 pageKopr Kote Oilfield Tdsbob smithNo ratings yet
- Kopr-Kote TDS 2Document1 pageKopr-Kote TDS 2jesusNo ratings yet
- Surface Vehicle Recommended Practice: 400 Commonwealth Drive, Warrendale, PA 15096-0001Document5 pagesSurface Vehicle Recommended Practice: 400 Commonwealth Drive, Warrendale, PA 15096-0001Leonardo Gonçalves GomideNo ratings yet
- RUN N SEAL Extreme TdsDocument1 pageRUN N SEAL Extreme TdsJhun AquinoNo ratings yet
- John Deere Dubuque Works A,-Standard 3?7: DTW 1223 Radiator and Heater Hose SpecificationDocument6 pagesJohn Deere Dubuque Works A,-Standard 3?7: DTW 1223 Radiator and Heater Hose SpecificationGANESH GNo ratings yet
- Total Quartz Ineo Ecob 5W-20: Key DataDocument2 pagesTotal Quartz Ineo Ecob 5W-20: Key DataVelibor KaranovicNo ratings yet
- Zinc/Aluminum Corrosion Protective Coatings For FastenersDocument3 pagesZinc/Aluminum Corrosion Protective Coatings For FastenersDarwin DarmawanNo ratings yet
- Application Engineering BulletinDocument6 pagesApplication Engineering BulletinCesar G.No ratings yet
- Sae J51-2004Document11 pagesSae J51-2004Ace LeeNo ratings yet
- Chemflake SpecialDocument5 pagesChemflake Specialmajmor-1No ratings yet
- Spesifikasi Teknis Katalok BarangDocument15 pagesSpesifikasi Teknis Katalok BarangLiondo PurbaNo ratings yet
- Aeroshell LGFDocument3 pagesAeroshell LGFmertaktayNo ratings yet
- PE LL6201 Series DatasheetDocument1 pagePE LL6201 Series DatasheetmaheshgupteNo ratings yet
- Surface Vehicle StandardDocument5 pagesSurface Vehicle StandardanupthattaNo ratings yet
- G16S-0205-01 - Repair Hot Drip Galv SurfaceDocument5 pagesG16S-0205-01 - Repair Hot Drip Galv Surfacepuwarin naja100% (1)
- Seal-Guard: Environmental Service RatingDocument1 pageSeal-Guard: Environmental Service RatingEdgarGuillermoNo ratings yet
- Tds 137 ENDocument6 pagesTds 137 ENelcivilengNo ratings yet
- 2. FLEXPRUFDocument2 pages2. FLEXPRUFEGO AnimationNo ratings yet
- ARG1-4-GR-GER-ET-E003 - Technical Specification For Acquisition of Booster Shed - r04Document19 pagesARG1-4-GR-GER-ET-E003 - Technical Specification For Acquisition of Booster Shed - r04David GutierrezNo ratings yet
- TDS - Jotamastic 80 PrimerDocument6 pagesTDS - Jotamastic 80 PrimershahoorhussainNo ratings yet
- Paint - PRF 85285 DDocument21 pagesPaint - PRF 85285 Dsachinjoshi_2006No ratings yet
- Source: Https://assist - Dla.mil - Downloaded: 2014-10-15T12:19Z Check The Source To Verify That This Is The Current Version Before UseDocument25 pagesSource: Https://assist - Dla.mil - Downloaded: 2014-10-15T12:19Z Check The Source To Verify That This Is The Current Version Before UseSUBASH THE SALEM AEROPARKNo ratings yet
- Surface Vehicle Standard: Rev. MAY2004Document13 pagesSurface Vehicle Standard: Rev. MAY2004Leonardo Gonçalves GomideNo ratings yet
- M 00000 14896 1914896XXDocument1 pageM 00000 14896 1914896XXanupthattaNo ratings yet
- TSX-TLX - User and Maintenance ManualDocument90 pagesTSX-TLX - User and Maintenance ManualanupthattaNo ratings yet
- Surface Vehicle Information: Rev. JUL76Document18 pagesSurface Vehicle Information: Rev. JUL76anupthattaNo ratings yet
- Surface Vehicle Information: Rev. JUL95Document68 pagesSurface Vehicle Information: Rev. JUL95anupthattaNo ratings yet
- Surface Vehicle Recommended PracticeDocument8 pagesSurface Vehicle Recommended PracticeanupthattaNo ratings yet
- Surface Vehicle InformationDocument13 pagesSurface Vehicle InformationanupthattaNo ratings yet
- Surface Vehicle Information: Rev. AUG81Document76 pagesSurface Vehicle Information: Rev. AUG81anupthattaNo ratings yet
- Surface Vehicle StandardDocument5 pagesSurface Vehicle StandardanupthattaNo ratings yet
- Surface Vehicle StandardDocument5 pagesSurface Vehicle StandardanupthattaNo ratings yet
- Surface Vehicle Recommended Practice: Rev. FEB77Document4 pagesSurface Vehicle Recommended Practice: Rev. FEB77anupthattaNo ratings yet
- SAEJ391 V 001Document2 pagesSAEJ391 V 001anupthattaNo ratings yet
- Surface Vehicle StandardDocument5 pagesSurface Vehicle StandardanupthattaNo ratings yet
- Surface Vehicle Standard: 400 Commonwealth Drive, Warrendale, PA 15096-0001Document4 pagesSurface Vehicle Standard: 400 Commonwealth Drive, Warrendale, PA 15096-0001anupthattaNo ratings yet
- Surface Vehicle Standard: 400 Commonwealth Drive, Warrendale, PA 15096-0001Document3 pagesSurface Vehicle Standard: 400 Commonwealth Drive, Warrendale, PA 15096-0001anupthattaNo ratings yet
- Surface Vehicle Recommended PracticeDocument7 pagesSurface Vehicle Recommended PracticeanupthattaNo ratings yet
- Surface Vehicle Recommended Practice: 400 Commonwealth Drive, Warrendale, PA 15096-0001Document3 pagesSurface Vehicle Recommended Practice: 400 Commonwealth Drive, Warrendale, PA 15096-0001anupthattaNo ratings yet
- Weight-Measurement Tracking ChartDocument1 pageWeight-Measurement Tracking Chartapi-253355450No ratings yet
- Critical ResultDocument2 pagesCritical ResultSUSANTONo ratings yet
- Insulating The High Voltage ConnectionsDocument6 pagesInsulating The High Voltage ConnectionsKo Phyo Wai100% (1)
- Controls Lab Report-1 ModelingDocument5 pagesControls Lab Report-1 ModelingMahin AkhtarNo ratings yet
- Show Don't Tell: Writing Workshop Practice ExercisesDocument11 pagesShow Don't Tell: Writing Workshop Practice ExercisesChristine Joy Tanglao AsasNo ratings yet
- E SHB 2009 - Vav3Document169 pagesE SHB 2009 - Vav3ictgisNo ratings yet
- Pushtimarg On Faith - AnandbavaDocument7 pagesPushtimarg On Faith - AnandbavaRayBoydNo ratings yet
- SUN2000 - (12KTL, 15KTL, 17KTL, 20KTL) - M0 User ManualDocument112 pagesSUN2000 - (12KTL, 15KTL, 17KTL, 20KTL) - M0 User ManualKênh Tổng HợpNo ratings yet
- Test For CitadelDocument12 pagesTest For CitadelwildbladeNo ratings yet
- Free PPT Temp Lates: Insert The Title of Your Presentation HereDocument10 pagesFree PPT Temp Lates: Insert The Title of Your Presentation HereReziNovitaNo ratings yet
- TICO Pipe SupportsDocument8 pagesTICO Pipe SupportsEjeantengNo ratings yet
- Mucoadhesive Polymers: Means of Improving Drug Delivery: MucoadhesionDocument4 pagesMucoadhesive Polymers: Means of Improving Drug Delivery: MucoadhesionBrijesh RayNo ratings yet
- Design and Development of 5.5 GHZ Dual Polarized Dish Antenna For Ism ApplicationsDocument38 pagesDesign and Development of 5.5 GHZ Dual Polarized Dish Antenna For Ism ApplicationsPundaraja HugarNo ratings yet
- Microprocessor 4th SemDocument316 pagesMicroprocessor 4th SemDaggupatiHarishNo ratings yet
- 2022 Update - Flash ESPhome On ESP32 ESP2866 NodeMCU BoardDocument6 pages2022 Update - Flash ESPhome On ESP32 ESP2866 NodeMCU Boardh2oo2hNo ratings yet
- BPMM6013 Marketing Management: Eco7: Launching A New Motor OilDocument26 pagesBPMM6013 Marketing Management: Eco7: Launching A New Motor OilNithin kumarNo ratings yet
- EHR 2202 KasoziDocument7 pagesEHR 2202 KasoziStuart WamaraNo ratings yet
- Kongsberg Product Sheet A4 SSIV LowDocument2 pagesKongsberg Product Sheet A4 SSIV LowianherzogNo ratings yet
- The Devotional Outlook of The LegionDocument9 pagesThe Devotional Outlook of The Legionrenzcalexcojamcosoriano100% (1)
- 3C Experiment 7Document6 pages3C Experiment 7Mayck Jhoenell LomboyNo ratings yet
- Pasler Dufourt PNM2011Document34 pagesPasler Dufourt PNM2011balintkNo ratings yet
- Analysis and Optimization of Process Parameters in EDM of RENE 80 Using Taguchi MethodDocument6 pagesAnalysis and Optimization of Process Parameters in EDM of RENE 80 Using Taguchi MethodBONFRINGNo ratings yet