You might also like
- Senfeng Laser 3015HDocument24 pagesSenfeng Laser 3015HAlejandro Melj'emNo ratings yet
- Flame StraighteningDocument32 pagesFlame StraighteningLuis LugoNo ratings yet
- Sheet Metal Cutting PDFDocument2 pagesSheet Metal Cutting PDFRakhesh ManchiNo ratings yet
- Engineering Fracture Mechanics: D.F. Pessoa, P. Herwig, A. Wetzig, M. ZimmermannDocument14 pagesEngineering Fracture Mechanics: D.F. Pessoa, P. Herwig, A. Wetzig, M. ZimmermannpeterNo ratings yet
- LBMDocument25 pagesLBMwisejackNo ratings yet
- Heat Affected Zone: Page 1 of 5Document5 pagesHeat Affected Zone: Page 1 of 5sujkubvsNo ratings yet
- 2.3 Fatigue Life Calculation: Figure 4. Explanation of RZDocument1 page2.3 Fatigue Life Calculation: Figure 4. Explanation of RZBergheisenNo ratings yet
- Laser Beam MachiningDocument38 pagesLaser Beam Machiningayushigoyal67% (3)
- Tribology in Industry: M. Madić, M. Radovanović, B. NedićDocument7 pagesTribology in Industry: M. Madić, M. Radovanović, B. NedićSyahrul Nizam AnuarNo ratings yet
- Module-3: Advanced Material Removal Processes: Lecture No-3Document3 pagesModule-3: Advanced Material Removal Processes: Lecture No-3Abhishek TuliNo ratings yet
- RJ - METAL FORMING PROCESS - NotesDocument16 pagesRJ - METAL FORMING PROCESS - NotesAnshul YadavNo ratings yet
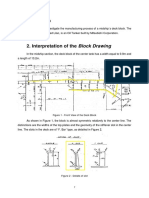
- Figure 1 - Front View of The Deck BlockDocument17 pagesFigure 1 - Front View of The Deck BlockAna Paula BittencourtNo ratings yet
- Applied SciencesDocument22 pagesApplied SciencesDu RoyNo ratings yet
- Laser Beam Machining: Done By: MuradDocument15 pagesLaser Beam Machining: Done By: MuradAl Mutiry MuardNo ratings yet
- Laser (01 18)Document18 pagesLaser (01 18)Ayrton PabloNo ratings yet
- Exp 5 Effect of The Application of AlubricationDocument4 pagesExp 5 Effect of The Application of AlubricationYasmin RedaNo ratings yet
- Astakhov 2013 Cutting TribologyDocument66 pagesAstakhov 2013 Cutting TribologyFatih Hayati Çakır100% (2)
- Generation of The Striations During Laser CuttingDocument17 pagesGeneration of The Striations During Laser CuttingEhsan KhanNo ratings yet
- 5 Factors That Influence The Precision of Plasma CutsDocument2 pages5 Factors That Influence The Precision of Plasma CutsazharzebNo ratings yet
- Thermal Aspects in Metal CuttingDocument122 pagesThermal Aspects in Metal CuttingSanjay NayeeNo ratings yet
- Laser CuttingDocument41 pagesLaser Cuttingmanuelq9100% (1)
- C50 Cast FinishDocument7 pagesC50 Cast FinishManivannanMudhaliarNo ratings yet
- Module-5: Tool Wear & Tool LifeDocument10 pagesModule-5: Tool Wear & Tool LifeYashas KattemaneNo ratings yet
- Comparison Between Dry and Wet Machining of Stainless Steel N. I. Galanis, D. E. Manolakos, N. M. VaxevanidisDocument8 pagesComparison Between Dry and Wet Machining of Stainless Steel N. I. Galanis, D. E. Manolakos, N. M. VaxevanidisaeroprinceNo ratings yet
- Cswip - Section 15-Thermal Cutting ProcessesDocument10 pagesCswip - Section 15-Thermal Cutting ProcessesNsidibe Michael EtimNo ratings yet
- Tool Wear & Tool Life, MachinabilityDocument7 pagesTool Wear & Tool Life, MachinabilityHOD TD GITNo ratings yet
- Machinability of Titanium Alloys: 1.1 Literature SurveyDocument13 pagesMachinability of Titanium Alloys: 1.1 Literature SurveyRevankar FamilyNo ratings yet
- 07 - Radovanovic - Experimental Investigations of CO2 Laser Cut QualityDocument8 pages07 - Radovanovic - Experimental Investigations of CO2 Laser Cut QualityBerkath Ali KhanNo ratings yet
- Gases - The Invisible Secret of Laser Material Processing: Gases Play An Essential Role For Effective Laser OperationDocument4 pagesGases - The Invisible Secret of Laser Material Processing: Gases Play An Essential Role For Effective Laser OperationHarshSuryavanshiNo ratings yet
- Tool Wear, Tool Life and Cutting FluidDocument12 pagesTool Wear, Tool Life and Cutting FluiddawitNo ratings yet
- High Efficiency Laser Cutting of Stainless SteelDocument12 pagesHigh Efficiency Laser Cutting of Stainless SteeldemorkratisNo ratings yet
- Abrasive Jet Machining (Ajm) : Dept. of ME, ACEDocument8 pagesAbrasive Jet Machining (Ajm) : Dept. of ME, ACEJabir 08No ratings yet
- Plasma Cutting AssignmentDocument7 pagesPlasma Cutting AssignmentMuziKhumalo0% (1)
- Riveiro 2019Document31 pagesRiveiro 2019y suresh babuNo ratings yet
- Journal Pre-Proofs: Infrared Physics & TechnologyDocument21 pagesJournal Pre-Proofs: Infrared Physics & TechnologyVishwa ChethanNo ratings yet
- Important Factors in Pipe Butt Welding of Super Duplex Stainless Steel (SDSS) UNS S32760 Using The GTAW Welding Process (FINAL)Document18 pagesImportant Factors in Pipe Butt Welding of Super Duplex Stainless Steel (SDSS) UNS S32760 Using The GTAW Welding Process (FINAL)MubeenNo ratings yet
- Why Is "Cold Cutting" Superior To Plasma Cutting?Document9 pagesWhy Is "Cold Cutting" Superior To Plasma Cutting?ahmedNo ratings yet
- Optimization of Parameters For Effective Laser Welding of Aerospace ComponentsDocument16 pagesOptimization of Parameters For Effective Laser Welding of Aerospace ComponentsVigneswaranNo ratings yet
- Brazing Camara TermograficaDocument5 pagesBrazing Camara TermograficaKyle BennettNo ratings yet
- Problems in Repair-Welding of Duplex-Treated Tool Steels: T. Muhi, J. Tu (Ek, M. Pleterski, D. BombaDocument4 pagesProblems in Repair-Welding of Duplex-Treated Tool Steels: T. Muhi, J. Tu (Ek, M. Pleterski, D. Bombaabraham silva hernandezNo ratings yet
- Fyp Reading MaterialDocument14 pagesFyp Reading MaterialRamaneish SivaNo ratings yet
- Mechanism of Wear in HSS Cutting ToolsDocument31 pagesMechanism of Wear in HSS Cutting ToolsRamanand YadavNo ratings yet
- AGA Cutting Aluminum Facts About UKDocument16 pagesAGA Cutting Aluminum Facts About UKmekag94No ratings yet
- Chapter2 - AJMDocument13 pagesChapter2 - AJMravish kumarNo ratings yet
- Advantages of Laser Cutting: WWW - Opticlabs.caDocument4 pagesAdvantages of Laser Cutting: WWW - Opticlabs.caopticlabs laserkitNo ratings yet
- Abrasive Jet MachiningDocument8 pagesAbrasive Jet MachiningRanjith KaruturiNo ratings yet
- Diala, Jour, Volume, 37, 2009: "Cutting Mild Steel by Carbon Dioxide Laser"Document14 pagesDiala, Jour, Volume, 37, 2009: "Cutting Mild Steel by Carbon Dioxide Laser"Natalie WyattNo ratings yet
- Improved Underwater Laser Cutting of Thick Steel Plates Through InitialDocument9 pagesImproved Underwater Laser Cutting of Thick Steel Plates Through Initial31Hanif ArdhioNo ratings yet
- Effect of High Pressure Coolant Jet (HPCJ) in Drilling Aisi 4340 SteelDocument14 pagesEffect of High Pressure Coolant Jet (HPCJ) in Drilling Aisi 4340 SteelIJIERT-International Journal of Innovations in Engineering Research and TechnologyNo ratings yet
- EA Plasma, Laser, OxyfuelDocument5 pagesEA Plasma, Laser, OxyfuelSaravanan VelayuthamNo ratings yet
- Molten Metal Flow Analysis of Housing Component: Bodhayana M.R., N RameshaDocument4 pagesMolten Metal Flow Analysis of Housing Component: Bodhayana M.R., N RameshaagungfebryNo ratings yet
- BendingDocument11 pagesBendingSujit MuleNo ratings yet
- Thermal CuttingDocument18 pagesThermal CuttingSarah100% (1)
- Unit V Other Additive ManufacturingDocument5 pagesUnit V Other Additive ManufacturingDhaneshNo ratings yet
- Literature ReviewDocument28 pagesLiterature ReviewDennisIgoyDacanayNo ratings yet
- Mechanisms of Wear in HSS Cutting ToolsDocument32 pagesMechanisms of Wear in HSS Cutting Toolsjyoti ranjan nayakNo ratings yet
- Research Paper On Metal Cutting PDFDocument6 pagesResearch Paper On Metal Cutting PDFcan3z5gx100% (1)
- 11 Chapter 2Document29 pages11 Chapter 2Kathir VelNo ratings yet
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesFrom EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNo ratings yet
- Which Process?: A Guide to the Selection of Welding and Related ProcessesFrom EverandWhich Process?: A Guide to the Selection of Welding and Related ProcessesNo ratings yet
- Heatexchangers 120419133732 Phpapp021 150402053602 Conversion Gate01 - Part16Document2 pagesHeatexchangers 120419133732 Phpapp021 150402053602 Conversion Gate01 - Part16BergheisenNo ratings yet
- Zamil Steel Buildings Design Manual: 1.13. WASHERSDocument1 pageZamil Steel Buildings Design Manual: 1.13. WASHERSBergheisenNo ratings yet
- Zamil Steel Buildings Design Manual: Peb DivisionDocument1 pageZamil Steel Buildings Design Manual: Peb DivisionBergheisenNo ratings yet
- Chapter 2: Standard Codes & Loads: Zamil Steel Buildings Design ManualDocument1 pageChapter 2: Standard Codes & Loads: Zamil Steel Buildings Design ManualBergheisenNo ratings yet
- EP 2006 5445 Work Preparation, Scheduling Part57Document1 pageEP 2006 5445 Work Preparation, Scheduling Part57BergheisenNo ratings yet
- Prepare Preventive Work: Role Trigger/ InputDocument1 pagePrepare Preventive Work: Role Trigger/ InputBergheisenNo ratings yet
- EP 2006 5445 Work Preparation, Scheduling Part74Document1 pageEP 2006 5445 Work Preparation, Scheduling Part74BergheisenNo ratings yet
- Axisymmetric Finite Element Modeling For The Design and Analysis - Part66Document1 pageAxisymmetric Finite Element Modeling For The Design and Analysis - Part66BergheisenNo ratings yet
- Unit 2 Display Devices & LASERDocument80 pagesUnit 2 Display Devices & LASERrahul nelakurtiNo ratings yet
- (Masters Thesis) Laser MachiningDocument38 pages(Masters Thesis) Laser MachiningNarayana Raju GottumukkalaNo ratings yet
- 2012 - Long Distance Pipe Jacking - ExperienceDocument40 pages2012 - Long Distance Pipe Jacking - ExperienceCheng KimHuaNo ratings yet
- Alliedphysics PDFDocument4 pagesAlliedphysics PDFVigneshwari ArumugamNo ratings yet
- Barcode Kyence BL-N70Document76 pagesBarcode Kyence BL-N70Khải PhạmNo ratings yet
- Pioneer Dv59avi Dv868 Dv668 Service ManualDocument170 pagesPioneer Dv59avi Dv868 Dv668 Service Manualjon_scribd2372No ratings yet
- Mephisto CoherentDocument60 pagesMephisto CoherentzenNo ratings yet
- OSHFV-Series OS-HFV50 Model: High Field of View, High Temp, Fixed IR Sensor With 6-Digit LCD and Analog/digital OutputsDocument2 pagesOSHFV-Series OS-HFV50 Model: High Field of View, High Temp, Fixed IR Sensor With 6-Digit LCD and Analog/digital OutputsKatty MenaNo ratings yet
- LASERDocument17 pagesLASERKomal Saeed100% (1)
- Electronic: Whole Brain Learning System Outcome-Based EducationDocument19 pagesElectronic: Whole Brain Learning System Outcome-Based EducationTrinidad, Gwen StefaniNo ratings yet
- Pinhole CameraDocument16 pagesPinhole CameraSam DilecceNo ratings yet
- Laser-Tissue Interactions PDFDocument16 pagesLaser-Tissue Interactions PDFpranaliNo ratings yet
- Laser Security SystemDocument20 pagesLaser Security SystemRajput Aditya67% (3)
- Term Paper Topics For Optical CommunicationDocument5 pagesTerm Paper Topics For Optical Communicationc5pehrgz100% (1)
- IR Thermal Thermometer InstructionsDocument2 pagesIR Thermal Thermometer InstructionsJessica SwansonNo ratings yet
- Quantum Dot LaserDocument27 pagesQuantum Dot Laseraakashgupta100% (2)
- E532396 01E BVNG Basic FPPDocument310 pagesE532396 01E BVNG Basic FPPWilliam PeeleNo ratings yet
- Catalog Alat PDFDocument22 pagesCatalog Alat PDFadeNo ratings yet
- II-VI Nozzle Catalog - PRECITECDocument36 pagesII-VI Nozzle Catalog - PRECITECBilly PanNo ratings yet
- Obt751 - Analytical Methods and Instrumentation Lecture - 4Document36 pagesObt751 - Analytical Methods and Instrumentation Lecture - 4Jayashree Sathiyanarayanan100% (4)
- Ipex PLD SeriesDocument2 pagesIpex PLD SeriesAnthonyNo ratings yet
- Tutorials in Complex Photonic Media SPIE Press Monograph Vol PM194 PDFDocument729 pagesTutorials in Complex Photonic Media SPIE Press Monograph Vol PM194 PDFBadunoniNo ratings yet
- Course Title: Laser Physics: Lecture # 2Document22 pagesCourse Title: Laser Physics: Lecture # 2FAKIHA GULZAR BS PhysicsNo ratings yet
- Modern Photonics SyllabusDocument5 pagesModern Photonics SyllabusAlex Krockas Botamas ChonnaNo ratings yet
- Laser Beam WeldingDocument31 pagesLaser Beam WeldingZeel PatelNo ratings yet
- Course Code: PHT 101 Itsj/Rw - 17 / 1007 First / Second Semester Bachelor of Engineering ExaminationDocument3 pagesCourse Code: PHT 101 Itsj/Rw - 17 / 1007 First / Second Semester Bachelor of Engineering ExaminationFightingNo ratings yet
- 1 - Krespi - In-Office Laser Septal Spur RemovalDocument1 page1 - Krespi - In-Office Laser Septal Spur Removalmohamed radwanNo ratings yet
- Laser in OphthalmologyDocument5 pagesLaser in Ophthalmologydykesu1806No ratings yet
- Unit - I Lasers: High DirectionalityDocument18 pagesUnit - I Lasers: High DirectionalityRohith RajNo ratings yet