You might also like
- CXC 51Document16 pagesCXC 51Hanaw MohammedNo ratings yet
- Codex Alim 051e r2014Document11 pagesCodex Alim 051e r2014Qualidade CooperalfaNo ratings yet
- CAC/RCP 51-2003 Page 1 of 8Document8 pagesCAC/RCP 51-2003 Page 1 of 8AhmedAmer1No ratings yet
- Philippine National Standard Code of Practice For The Prevention and Reduction of Mycotoxin Contamination in Cereals ForewordDocument15 pagesPhilippine National Standard Code of Practice For The Prevention and Reduction of Mycotoxin Contamination in Cereals ForewordDayne Ocampo-SolimanNo ratings yet
- Good Agricultural Practice For Corn - (GAP Corn)Document10 pagesGood Agricultural Practice For Corn - (GAP Corn)E.t. ChavezNo ratings yet
- Prevention and Reduction Mycotoxins in SpicesDocument8 pagesPrevention and Reduction Mycotoxins in SpicesFaraiNo ratings yet
- Code of Practice For The Prevention and Reduction of Aflatoxin Contamination in Tree NutsDocument14 pagesCode of Practice For The Prevention and Reduction of Aflatoxin Contamination in Tree NutsLuis Gustavo BarascoutNo ratings yet
- PNSDocument15 pagesPNScher28No ratings yet
- Insect Pest Management For Stored GrainDocument10 pagesInsect Pest Management For Stored GrainBoonitaSaleemNo ratings yet
- Fusari Um GuideDocument8 pagesFusari Um Guidedarlianna2052No ratings yet
- Mycotoxin Prevention and Decontamination - A Case Study On MaizeDocument8 pagesMycotoxin Prevention and Decontamination - A Case Study On MaizeKathleen ValdezNo ratings yet
- Integrated Disease ManagementDocument4 pagesIntegrated Disease ManagementShah PankajNo ratings yet
- Mycotoxins: Factors Influencing Production and Control StrategiesDocument32 pagesMycotoxins: Factors Influencing Production and Control StrategiesMarcio SitoeNo ratings yet
- Agr244 AsigmentDocument6 pagesAgr244 AsigmentTracy OdangNo ratings yet
- Fact Sheets Microorganism enDocument2 pagesFact Sheets Microorganism enNithiaNo ratings yet
- Concept and Development of Integrated Disease Management - 054115Document4 pagesConcept and Development of Integrated Disease Management - 054115priya kamishettyNo ratings yet
- Guidance Notes On Integrated Pest ManagementDocument29 pagesGuidance Notes On Integrated Pest ManagementiffinichonchubhairNo ratings yet
- Toxins 15 00192Document23 pagesToxins 15 00192nor el ameneNo ratings yet
- Philippine Gap For CornDocument4 pagesPhilippine Gap For Cornvee propagandaNo ratings yet
- Philippine National Standards Recommended Practices - Felicilda and Dahan ReportDocument70 pagesPhilippine National Standards Recommended Practices - Felicilda and Dahan ReportRena bellsNo ratings yet
- Fao Food and Nutrition PaperDocument79 pagesFao Food and Nutrition PaperprasanNo ratings yet
- PIGInsert1 10Document2 pagesPIGInsert1 10Yanella BarriaNo ratings yet
- BiotechnologyDocument2 pagesBiotechnologyapi-263663768No ratings yet
- Future Challenges in Crop Protection 978149391188Document372 pagesFuture Challenges in Crop Protection 978149391188Choi Song Dong Som100% (1)
- Integrated Pest Management in Wheat ProductionDocument20 pagesIntegrated Pest Management in Wheat Productionmahsa_motlagh100% (1)
- Effect of Trap Crops in Tomato CultivationDocument3 pagesEffect of Trap Crops in Tomato CultivationPurushothamNo ratings yet
- Trematerraet FFL2015Document8 pagesTrematerraet FFL2015Nidhi TiwariNo ratings yet
- Postharvest System of Maize in Tropical Regions v. 3Document8 pagesPostharvest System of Maize in Tropical Regions v. 3Vincent Rey Zambrano TenizoNo ratings yet
- Code of Gap PhilgapDocument10 pagesCode of Gap PhilgapgildesenganioNo ratings yet
- Toxins: Rapid Detection and Identification of Mycotoxigenic Fungi and Mycotoxins in Stored Wheat GrainDocument17 pagesToxins: Rapid Detection and Identification of Mycotoxigenic Fungi and Mycotoxins in Stored Wheat GrainAlberto Galdino SparrowNo ratings yet
- Code of Practice For The Prevention and Reduction of Aflatoxin Contamination in CornDocument9 pagesCode of Practice For The Prevention and Reduction of Aflatoxin Contamination in CornE.t. ChavezNo ratings yet
- 7 Coninck2020Document15 pages7 Coninck2020Carlos Noel RuizNo ratings yet
- IPM Principles and The Practices in MalaysiaDocument24 pagesIPM Principles and The Practices in MalaysiaJohari Jalinas100% (1)
- Code of Practice For The Reduction of Aflatoxin B in Raw Materials and Supplemental Feedingstuffs For Milk Producing AnimalsDocument5 pagesCode of Practice For The Reduction of Aflatoxin B in Raw Materials and Supplemental Feedingstuffs For Milk Producing AnimalsTedi PremtiNo ratings yet
- ARABLE CULTIVATION Cassava ProductionDocument6 pagesARABLE CULTIVATION Cassava Productionojo bamideleNo ratings yet
- Rice Blast PaperDocument59 pagesRice Blast PaperDr. Parmeshwar SahuNo ratings yet
- Aflatoxin Prevention and ControlDocument27 pagesAflatoxin Prevention and ControlPca ZdnNo ratings yet
- 1-Omondi Et Al, Determinants of Reinfection of BBTD Recovered Gardens April 2023Document32 pages1-Omondi Et Al, Determinants of Reinfection of BBTD Recovered Gardens April 2023Marius AZANo ratings yet
- Bio PesticidesDocument26 pagesBio PesticidesReese CanqueNo ratings yet
- PGS India Standards - We Much KnowDocument16 pagesPGS India Standards - We Much KnowPremjit UrikhimbamNo ratings yet
- Cacao Code and PracticeDocument28 pagesCacao Code and PracticeMercy Cayetano Miranda100% (1)
- Wason PDFDocument6 pagesWason PDFMathin BrouNo ratings yet
- Idosr Jas 41 86 93 2019 GiDocument8 pagesIdosr Jas 41 86 93 2019 Giashuemmanuel291No ratings yet
- Impact Assessment of Good Agricultural Practices of Vegetable Farmers at Three Barangays of Roxas, IsabelaDocument41 pagesImpact Assessment of Good Agricultural Practices of Vegetable Farmers at Three Barangays of Roxas, IsabelaJacquiline NogalesNo ratings yet
- Agronomy 11 00996Document16 pagesAgronomy 11 00996Jose LuisNo ratings yet
- On Farm Storage of Organic GrainDocument8 pagesOn Farm Storage of Organic GrainhazmeeNo ratings yet
- Agro 504 PDFDocument19 pagesAgro 504 PDFAshik MahmudNo ratings yet
- Managing The Risk of Glyphosate Resistance in Australian Glyphosate-Resistant Cotton Production SystemsDocument5 pagesManaging The Risk of Glyphosate Resistance in Australian Glyphosate-Resistant Cotton Production SystemsMazhar FarNo ratings yet
- Ethiopia - Economics of Wheat Post Harvest LossesDocument31 pagesEthiopia - Economics of Wheat Post Harvest LossesadNo ratings yet
- Food Grain StorageDocument12 pagesFood Grain Storageraajesh110% (1)
- Analysis of Stored Wheat Grain-Associated MicrobioDocument16 pagesAnalysis of Stored Wheat Grain-Associated Microbioryma bouldjedjNo ratings yet
- Fermented Foods and Food Safety: ArticleDocument9 pagesFermented Foods and Food Safety: ArticlesimurabiyeNo ratings yet
- Weed Management in Soybean - Issues and PracticesDocument38 pagesWeed Management in Soybean - Issues and Practiceskj185No ratings yet
- Recent Research On Fusarium Mycotoxins in Maize-ADocument32 pagesRecent Research On Fusarium Mycotoxins in Maize-Aalinaportarescu.22No ratings yet
- Mycotoxins in FoodDocument7 pagesMycotoxins in FoodTasneem Nawaz100% (1)
- Centro de Pesquisa Jatropha CurcasDocument4 pagesCentro de Pesquisa Jatropha CurcasbiodieselnetNo ratings yet
- Isolation and Characterization of Endophytic Microbiome From Indigenous Maize (Zee Mays) Variety of Manipur and Its Impact On Biological ControlDocument7 pagesIsolation and Characterization of Endophytic Microbiome From Indigenous Maize (Zee Mays) Variety of Manipur and Its Impact On Biological ControlInternational Journal of Human Genetics Medical Biotechnology & Microbiological StudiesNo ratings yet
- 2017-EPPO BulletinDocument17 pages2017-EPPO Bulletinmoshabib66No ratings yet
- GMOs and Trials PDFDocument138 pagesGMOs and Trials PDFSamiha AshreenNo ratings yet
- Integrated Pest Management (IPM) farmer Field School (FFS): A Guide for Facilitators of FFS on Maize with Special Emphasis on Fall ArmywormFrom EverandIntegrated Pest Management (IPM) farmer Field School (FFS): A Guide for Facilitators of FFS on Maize with Special Emphasis on Fall ArmywormNo ratings yet
- Varietal Selection - 18may2021Document48 pagesVarietal Selection - 18may2021Krizia Daleene M. CorderoNo ratings yet
- Chapter 2. Grain QualityDocument33 pagesChapter 2. Grain QualityEsubalew BelayNo ratings yet
- World Grain Article - Grain Packing Factors - Bhadra, R.Document4 pagesWorld Grain Article - Grain Packing Factors - Bhadra, R.Rumela BhadraNo ratings yet
- Harvesting, Threshing, Drying, StoringDocument18 pagesHarvesting, Threshing, Drying, StoringAntonio Jarligo Compra100% (1)
- Properties of Grain QualityDocument14 pagesProperties of Grain QualityMelikteNo ratings yet
- Gi Improvement of Rice Cultivation Techniques 2019Document15 pagesGi Improvement of Rice Cultivation Techniques 2019Jérôme Patrick FendeNo ratings yet
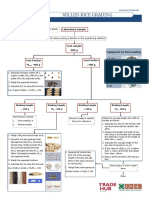
- Milled Rice Grading ChartDocument1 pageMilled Rice Grading ChartJoselito TucitNo ratings yet
- Post Graduate Diploma IN Bakery Science and TechnologyDocument73 pagesPost Graduate Diploma IN Bakery Science and TechnologyBuddhika HidurangalaNo ratings yet
- TLE-Agricultural Crop Production 10 FourthDocument4 pagesTLE-Agricultural Crop Production 10 FourthMich Penalba-DivinaNo ratings yet
- Khuma 8: A High-Yielding Variety With Good Cooking Quality For The Mid-Hill Areas of NepalDocument2 pagesKhuma 8: A High-Yielding Variety With Good Cooking Quality For The Mid-Hill Areas of NepalIRRI_resourcesNo ratings yet
- Wheat Grain QualityDocument14 pagesWheat Grain QualityMelikteNo ratings yet
- Rice QualityDocument260 pagesRice QualityRahul TripathiNo ratings yet
- AIA Report Deepak Kumar 2018A24BIVDocument14 pagesAIA Report Deepak Kumar 2018A24BIVGovind Kumar SutharNo ratings yet
- Catalogue 2016Document65 pagesCatalogue 2016AmberChanNo ratings yet
- Trade LawsDocument19 pagesTrade LawsAmogh MisraNo ratings yet
- Quality Concern in Rice Decreased Price ValueDocument13 pagesQuality Concern in Rice Decreased Price ValueNiaz Ali AdilNo ratings yet
- 2021 - UPDATED Seed Testing (Ms. Elalin)Document89 pages2021 - UPDATED Seed Testing (Ms. Elalin)Krizia Daleene M. CorderoNo ratings yet
- Real Time, In-Field Grain Analysis With The Scio Micro SpectrometerDocument6 pagesReal Time, In-Field Grain Analysis With The Scio Micro SpectrometerdianaNo ratings yet
- Environmental Impact On Processing Quality of Wheat GrainDocument8 pagesEnvironmental Impact On Processing Quality of Wheat GrainMelakuNo ratings yet
- Physicochemical Characterization of Selected Rice Oryza Sativa Lgenotypes Based On Gel Consistency and Alkali Digestion 2161 1009 1000285 PDFDocument5 pagesPhysicochemical Characterization of Selected Rice Oryza Sativa Lgenotypes Based On Gel Consistency and Alkali Digestion 2161 1009 1000285 PDFJawaria IshfaqNo ratings yet
- Rice Quality Reference ManualDocument33 pagesRice Quality Reference ManualRiza AriannurNo ratings yet
- Key Check 9: Dried, Cleaned, & Stored Grains Properly: Postharvest ManagementDocument22 pagesKey Check 9: Dried, Cleaned, & Stored Grains Properly: Postharvest ManagementLloydie LopezNo ratings yet
- Principles of Cereal Science and Technology, 3rd Edition PDFDocument222 pagesPrinciples of Cereal Science and Technology, 3rd Edition PDFAlexandra SoaresNo ratings yet
- Commodity Grading CriteriaDocument12 pagesCommodity Grading CriteriaHamid RazaNo ratings yet
- Rice PostharvestDocument39 pagesRice PostharvestOliver TalipNo ratings yet
- Quality Analysis and Classification of Rice Using Image ProcessingDocument8 pagesQuality Analysis and Classification of Rice Using Image ProcessingIJRASETPublicationsNo ratings yet
- Determining Vitreousness of Durum WheatDocument4 pagesDetermining Vitreousness of Durum WheatAlfonso LopezNo ratings yet
- 3.6 TCP - Lab ManualDocument157 pages3.6 TCP - Lab ManualSB TEKNo ratings yet
- Rice Quality TestingDocument4 pagesRice Quality TestingAneelNo ratings yet
- Status of Organic Farming and Research Experiences in RiceDocument14 pagesStatus of Organic Farming and Research Experiences in RiceAtinNo ratings yet