You might also like
- Waiters' Training ManualDocument25 pagesWaiters' Training ManualKoustav Ghosh90% (51)
- Section 5 - Triangles - Part 1 Answer KeyDocument48 pagesSection 5 - Triangles - Part 1 Answer KeyErryn Lowe100% (2)
- Evosys Fixed Scope Offering For Oracle Fusion Procurement Cloud ServiceDocument12 pagesEvosys Fixed Scope Offering For Oracle Fusion Procurement Cloud ServiceMunir AhmedNo ratings yet
- HamletDocument37 pagesHamlethyan teodoroNo ratings yet
- Formation Characteristic, Microstructure, and Mechanical Performances of Aluminum-Based Components by Friction Stir Additive ManufacturingDocument11 pagesFormation Characteristic, Microstructure, and Mechanical Performances of Aluminum-Based Components by Friction Stir Additive ManufacturingV.v. TaguisNo ratings yet
- Investigation of The Interface Between SLM Processed Nickel Alloy On A Cast Iron SubstrateDocument12 pagesInvestigation of The Interface Between SLM Processed Nickel Alloy On A Cast Iron SubstrateMahnooshNo ratings yet
- Effect of Laser Speed-Layer Thickness and Part Position On The Mechanical Properties of Maraging 300 Parts Manufactured by SLMDocument13 pagesEffect of Laser Speed-Layer Thickness and Part Position On The Mechanical Properties of Maraging 300 Parts Manufactured by SLMSabrina MarquesNo ratings yet
- Selective Laser Melting of Metal Powders in Additive ManufacturingDocument10 pagesSelective Laser Melting of Metal Powders in Additive ManufacturingParth KhandelwalNo ratings yet
- Corrosion ScienceDocument20 pagesCorrosion ScienceDiego Regaladi MtzNo ratings yet
- 1 s2.0 S1526612521002590 MainDocument12 pages1 s2.0 S1526612521002590 MainNabeelNo ratings yet
- 10.1007@s40516 019 00094 yDocument37 pages10.1007@s40516 019 00094 yTrương Bảo TínNo ratings yet
- Do Not Know1Document14 pagesDo Not Know1SaurabhTripathiNo ratings yet
- State of The Art On Chemical and Electrochemical Based Finishing Processes For Additive Manufactured FeaturesDocument28 pagesState of The Art On Chemical and Electrochemical Based Finishing Processes For Additive Manufactured FeaturesDaris BaihaqiNo ratings yet
- Effect of Friction Stir Processing On Microstructural, Mechanical, and Corrosion Properties of Al Si12 Additive Manufactured ComponentsDocument11 pagesEffect of Friction Stir Processing On Microstructural, Mechanical, and Corrosion Properties of Al Si12 Additive Manufactured ComponentsSathya prakashNo ratings yet
- Laser Ultrasonic Inspection of Additive Manufactured ComponentsDocument9 pagesLaser Ultrasonic Inspection of Additive Manufactured ComponentsSree SabariNo ratings yet
- s00170-021-07786-wDocument11 pagess00170-021-07786-wGold SuganthNo ratings yet
- Additive Manufacturing of A Steel-Ceramic Multi-Material by Selective Laser MeltingDocument10 pagesAdditive Manufacturing of A Steel-Ceramic Multi-Material by Selective Laser MeltingBharath RamNo ratings yet
- Properties and Microstructures in Metal Selective Laser MeltingDocument12 pagesProperties and Microstructures in Metal Selective Laser MeltingGabriel Petrea100% (1)
- Deformation Behavior of 17-4 Stainless Steel by DMLSDocument2 pagesDeformation Behavior of 17-4 Stainless Steel by DMLSricardoNo ratings yet
- Role of Stir Casting in Development of Aluminium MDocument24 pagesRole of Stir Casting in Development of Aluminium Munited.cadlabNo ratings yet
- Materials 11 02343 PDFDocument21 pagesMaterials 11 02343 PDFSnehithNo ratings yet
- 2021 变形预测 Deformation Prediction and Experimental Study of 316LDocument25 pages2021 变形预测 Deformation Prediction and Experimental Study of 316LY CaiNo ratings yet
- Research Article: Surface Laser Processing of Additive Manufactured 1.2709 Steel Parts: Preliminary StudyDocument10 pagesResearch Article: Surface Laser Processing of Additive Manufactured 1.2709 Steel Parts: Preliminary StudyZvonimir OpicNo ratings yet
- Numerical Modeling of Selective Laser Melting: Influence of Process Parameters On The Melt Pool GeometryDocument16 pagesNumerical Modeling of Selective Laser Melting: Influence of Process Parameters On The Melt Pool GeometrymedixbtcNo ratings yet
- Aa3105/Sic Composites Fabricated by Sandwich Method: Effect of OverlappingDocument12 pagesAa3105/Sic Composites Fabricated by Sandwich Method: Effect of Overlappingالسيد ابراهيم عبدالعزيز عبداللهNo ratings yet
- Effect of Selective Laser Melting Layout On The Quality of Stainless Steel PartsDocument9 pagesEffect of Selective Laser Melting Layout On The Quality of Stainless Steel PartsFrancesco Di SimoneNo ratings yet
- 2017 # MMP at Electrolytic Concentration Effect On The AbrasiveDocument7 pages2017 # MMP at Electrolytic Concentration Effect On The AbrasiveNandiniNo ratings yet
- Effect of Post-Treatment On Local Mechanical Properties of Additively Manufactured Impellers Made of Maraging SteelDocument18 pagesEffect of Post-Treatment On Local Mechanical Properties of Additively Manufactured Impellers Made of Maraging SteelJimmy the ReverendNo ratings yet
- 2020 - ECAP of AA - Numerical InvestigationDocument6 pages2020 - ECAP of AA - Numerical Investigationabcde.xyz1No ratings yet
- 1 s2.0 S2588840419300708 MainDocument8 pages1 s2.0 S2588840419300708 MainVIRAJ PATILNo ratings yet
- 1 s2.0 S096697952200098X MainDocument9 pages1 s2.0 S096697952200098X MainVIRAJ PATILNo ratings yet
- No 1Document10 pagesNo 1jeovanNo ratings yet
- Rare MetalsDocument10 pagesRare MetalssrijroxNo ratings yet
- Investigation of Tensile Properties of PLA-brass Composite Using FDMDocument13 pagesInvestigation of Tensile Properties of PLA-brass Composite Using FDMhamed sadaghianNo ratings yet
- Additive MFG Paper Final Version PDFDocument71 pagesAdditive MFG Paper Final Version PDFLuis SantacruzNo ratings yet
- Impact of Print Orientation On Morphological and Mechanical Properties of L-PBF Based AlSi7Mg Parts For Aerospace ApplicationsDocument15 pagesImpact of Print Orientation On Morphological and Mechanical Properties of L-PBF Based AlSi7Mg Parts For Aerospace ApplicationsHamidreza JavidradNo ratings yet
- Processing and Characterization of Aluminum Metal Matrix Composites: An OverviewDocument12 pagesProcessing and Characterization of Aluminum Metal Matrix Composites: An OverviewTraian TiberiuNo ratings yet
- Characterization of Contact Tensions During Incremental Forming of Metal CompositesDocument4 pagesCharacterization of Contact Tensions During Incremental Forming of Metal CompositesAndreasBesterNo ratings yet
- Recent Developments Towards Commercialization of MDocument3 pagesRecent Developments Towards Commercialization of MMahmood KhanNo ratings yet
- Additive Manufacturing: SciencedirectDocument13 pagesAdditive Manufacturing: SciencedirectHARSHAVARDHANA NAIDUNo ratings yet
- Statistical Analysis of Tribological Performance of Functionally Graded Copper Composite Using DOEDocument8 pagesStatistical Analysis of Tribological Performance of Functionally Graded Copper Composite Using DOEZamzam DiamelNo ratings yet
- Post-Process Treatments For Additive-Manufactured Metallic Structures: A Comprehensive ReviewDocument50 pagesPost-Process Treatments For Additive-Manufactured Metallic Structures: A Comprehensive ReviewraneenengNo ratings yet
- Effect of Trace Addition of Ceramic On Microstructure Development and Mechanical Properties of Selective Laser Melted Alsi10Mg AlloyDocument13 pagesEffect of Trace Addition of Ceramic On Microstructure Development and Mechanical Properties of Selective Laser Melted Alsi10Mg Alloysam jebarajNo ratings yet
- 1 s2.0 S0921509321015987 Main PDFDocument10 pages1 s2.0 S0921509321015987 Main PDFVIRAJ PATILNo ratings yet
- Ding 2015Document17 pagesDing 2015agilan89No ratings yet
- Benchmarking of Different Sls or SLM ProcessesDocument7 pagesBenchmarking of Different Sls or SLM ProcessesGabriel PetreaNo ratings yet
- Mechanical Characteristics and Microstructural Investigation of CMT Deposited Bimetallic Ss316Lsi In625 Thin Wall For WaamDocument14 pagesMechanical Characteristics and Microstructural Investigation of CMT Deposited Bimetallic Ss316Lsi In625 Thin Wall For WaamdvktrichyNo ratings yet
- Metals 11 00555Document12 pagesMetals 11 00555Faysal KhanNo ratings yet
- Effects of Post-Processing On The Surface Finish, Porosity, Residual Stresses, and Fatigue Performance of Additive Manufactured Metals: A ReviewDocument19 pagesEffects of Post-Processing On The Surface Finish, Porosity, Residual Stresses, and Fatigue Performance of Additive Manufactured Metals: A ReviewraneenengNo ratings yet
- s00170-015-7077-3Document17 pagess00170-015-7077-3gino andradeNo ratings yet
- Materials 13 03895 v2Document22 pagesMaterials 13 03895 v2BornJustForDead AmenNo ratings yet
- Investigating The Electrical Discharge Machining (EDM) Parameter Effects On Al-Mg2Si Metal Matrix Composite (MMC) For..Document11 pagesInvestigating The Electrical Discharge Machining (EDM) Parameter Effects On Al-Mg2Si Metal Matrix Composite (MMC) For..Nguyễn Hữu PhấnNo ratings yet
- Bouquerel 2015Document14 pagesBouquerel 2015Marco A. R. JimenesNo ratings yet
- (IJCST-V6I1P7) :C.V. Sriram, DR Ch.V.S.Parameswara RaoDocument7 pages(IJCST-V6I1P7) :C.V. Sriram, DR Ch.V.S.Parameswara RaoEighthSenseGroupNo ratings yet
- ASME Research Paper 1Document7 pagesASME Research Paper 1roopesh1422No ratings yet
- At Source Management in Wire-Arc Additive Manufacturing Process For Al MG and Al-Si AlloysDocument13 pagesAt Source Management in Wire-Arc Additive Manufacturing Process For Al MG and Al-Si AlloysЛео ЖабревNo ratings yet
- Optimizing Friction Stir Processing of Al-SiC CompositesDocument19 pagesOptimizing Friction Stir Processing of Al-SiC CompositesAli nouroziNo ratings yet
- RS in AMDocument11 pagesRS in AMS BNo ratings yet
- Metals 11 01105Document17 pagesMetals 11 01105Rajat ShrirameNo ratings yet
- Fabrication of Functionally Graded Composite Material Using Powder Metallurgy Route: An OverviewDocument12 pagesFabrication of Functionally Graded Composite Material Using Powder Metallurgy Route: An OverviewTJPRC PublicationsNo ratings yet
- Effect of Forging On Micro-Hardness of Al7075 Based Al O Reinforced Composites Produced by Stir-CastingDocument12 pagesEffect of Forging On Micro-Hardness of Al7075 Based Al O Reinforced Composites Produced by Stir-CastingPrasanna GubbiNo ratings yet
- Dump FileDocument12 pagesDump FileMADHESWARAN SNo ratings yet
- A Physics-Informed Machine Learning Model For Porosity AnalysisDocument16 pagesA Physics-Informed Machine Learning Model For Porosity AnalysisDileep GangwarNo ratings yet
- 10C Polymer Processing (1.3 MB)Document21 pages10C Polymer Processing (1.3 MB)Anonymous 5AmJ13mLkNo ratings yet
- MF80772012AM2019Document3 pagesMF80772012AM2019Anonymous 5AmJ13mLkNo ratings yet
- Lec 14Document19 pagesLec 14Anonymous 5AmJ13mLkNo ratings yet
- Development and Application of Infrared ThermograpDocument27 pagesDevelopment and Application of Infrared ThermograpAnonymous 5AmJ13mLkNo ratings yet
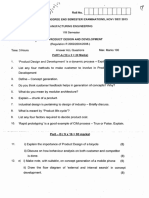
- Roll No. B E / B.Tech (Full Time) Degree End Semester Examinations, Nov / Dec 2013Document2 pagesRoll No. B E / B.Tech (Full Time) Degree End Semester Examinations, Nov / Dec 2013Anonymous 5AmJ13mLkNo ratings yet
- Jadhav2015 Article RoadmapForLeanImplementationInDocument20 pagesJadhav2015 Article RoadmapForLeanImplementationInAnonymous 5AmJ13mLkNo ratings yet
- Impact Factor 2021: List of Journals by Clarivate Analytics (JCR)Document264 pagesImpact Factor 2021: List of Journals by Clarivate Analytics (JCR)Medjahed AB100% (1)
- ImpactfactorandJIFQuartilereleasedon29june2020 PDFDocument326 pagesImpactfactorandJIFQuartilereleasedon29june2020 PDFMemoonaNo ratings yet
- 059Document2 pages059Anonymous 5AmJ13mLkNo ratings yet
- Christmas No PrepDocument151 pagesChristmas No PrepGipson, Amanda - WREN HIGH SCHOO Teacher100% (3)
- MicromachinesDocument27 pagesMicromachinesJaneNo ratings yet
- Machined Surface Integrity of Inconel 718 in High-Speed Dry Milling Using Sialon Ceramic ToolsDocument10 pagesMachined Surface Integrity of Inconel 718 in High-Speed Dry Milling Using Sialon Ceramic ToolsAnonymous 5AmJ13mLkNo ratings yet
- Sensors: 3D Printing-Based Integrated Water Quality Sensing SystemDocument17 pagesSensors: 3D Printing-Based Integrated Water Quality Sensing SystemAnonymous 5AmJ13mLkNo ratings yet
- Advanced Pharmaceutical Applications of Hot-Melt Extrusion Coupled With Fused Deposition Modelling (FDM) 3D Printing For Personalised Drug DeliveryDocument23 pagesAdvanced Pharmaceutical Applications of Hot-Melt Extrusion Coupled With Fused Deposition Modelling (FDM) 3D Printing For Personalised Drug DeliveryAnonymous 5AmJ13mLkNo ratings yet
- Sensors: Microfluidic EBG Sensor Based On Phase-Shift Method Realized Using 3D Printing TechnologyDocument14 pagesSensors: Microfluidic EBG Sensor Based On Phase-Shift Method Realized Using 3D Printing TechnologyAnonymous 5AmJ13mLkNo ratings yet
- Enhancement in Fatigue Performance of Metastable Austenitic StainlessDocument10 pagesEnhancement in Fatigue Performance of Metastable Austenitic StainlessAnonymous 5AmJ13mLkNo ratings yet
- 1 s2.0 S1110260818301789 Main PDFDocument9 pages1 s2.0 S1110260818301789 Main PDFAnnamalai NNo ratings yet
- 3D-Printed Biosensor Arrays For Medical Diagnostics: MicromachinesDocument22 pages3D-Printed Biosensor Arrays For Medical Diagnostics: MicromachinesAnonymous 5AmJ13mLkNo ratings yet
- Additive Manufacturing: Full Length ArticleDocument12 pagesAdditive Manufacturing: Full Length ArticleAnonymous 5AmJ13mLkNo ratings yet
- 316L Stainless Steel Mechanical and Tribological Behavior-ADocument9 pages316L Stainless Steel Mechanical and Tribological Behavior-AAnonymous 5AmJ13mLkNo ratings yet
- 3d-Printed Poly-E-Caprolactone-Caco3-Biocomposite-Scaffolds For Hard Tissue RegenerationDocument17 pages3d-Printed Poly-E-Caprolactone-Caco3-Biocomposite-Scaffolds For Hard Tissue RegenerationAnonymous 5AmJ13mLkNo ratings yet
- Journal of Cleaner Production: Peng Zhao, Chengchen Rao, Fu Gu, Nusrat Sharmin, Jianzhong FuDocument10 pagesJournal of Cleaner Production: Peng Zhao, Chengchen Rao, Fu Gu, Nusrat Sharmin, Jianzhong FuAnonymous 5AmJ13mLkNo ratings yet
- International Journal of Electronics and Communications (AEÜ)Document10 pagesInternational Journal of Electronics and Communications (AEÜ)Anonymous 5AmJ13mLkNo ratings yet
- Materials Today: Proceedings: Akash K. More, Rahul M. ChanmanwarDocument5 pagesMaterials Today: Proceedings: Akash K. More, Rahul M. ChanmanwarAnonymous 5AmJ13mLkNo ratings yet
- Materials Science and Engineering CDocument13 pagesMaterials Science and Engineering CAnonymous 5AmJ13mLkNo ratings yet
- Materials Science & Engineering A: Chen Zhang, Yufei Li, Ming Gao, Xiaoyan ZengDocument9 pagesMaterials Science & Engineering A: Chen Zhang, Yufei Li, Ming Gao, Xiaoyan ZengAnonymous 5AmJ13mLkNo ratings yet
- Additive Manufacturing: Bonny Onuike, Bryan Heer, Amit BandyopadhyayDocument8 pagesAdditive Manufacturing: Bonny Onuike, Bryan Heer, Amit BandyopadhyayAnonymous 5AmJ13mLkNo ratings yet
- Materials Science & Engineering ADocument14 pagesMaterials Science & Engineering AAnonymous 5AmJ13mLkNo ratings yet
- Journal of Materials Processing Tech.: Research PaperDocument9 pagesJournal of Materials Processing Tech.: Research PaperAnonymous 5AmJ13mLkNo ratings yet
- BS KashmiryatDocument67 pagesBS KashmiryatWaqas AhmedNo ratings yet
- Dictation TechniquesDocument12 pagesDictation TechniquesMuhamad IbrohimNo ratings yet
- OUM Human Anatomy Final Exam QuestionsDocument5 pagesOUM Human Anatomy Final Exam QuestionsAnandNo ratings yet
- CV HannahDocument3 pagesCV HannahRoxan DosdosNo ratings yet
- Learning, Perception, Attitudes, Values, and Ethics: Fundamentals of Organizational Behavior 2eDocument21 pagesLearning, Perception, Attitudes, Values, and Ethics: Fundamentals of Organizational Behavior 2eJp AlvarezNo ratings yet
- 3.part I-Foundations of Ed (III)Document25 pages3.part I-Foundations of Ed (III)Perry Arcilla SerapioNo ratings yet
- The Definition and Unit of Ionic StrengthDocument2 pagesThe Definition and Unit of Ionic StrengthDiego ZapataNo ratings yet
- Diesel Pump of The Desmi GroupDocument10 pagesDiesel Pump of The Desmi Groupngocdhxd92No ratings yet
- Dangerous Journeys - Rules (GDW5000)Document418 pagesDangerous Journeys - Rules (GDW5000)DeviousDVS100% (5)
- Nursing Process & Patient Care ModalitiesDocument6 pagesNursing Process & Patient Care ModalitiesNur SanaaniNo ratings yet
- 6 Fsiqiatria-1524041346Document48 pages6 Fsiqiatria-1524041346მირანდა გიორგაშვილიNo ratings yet
- Create Sales Order (Bapi - Salesorder - Createfromdat2) With Bapi Extension2Document5 pagesCreate Sales Order (Bapi - Salesorder - Createfromdat2) With Bapi Extension2raky03690% (1)
- Student (Mechanical Engineering), JECRC FOUNDATION, Jaipur (2) Assistant Professor, Department of Mechanical Engineering, JECRC FOUNDATION, JaipurDocument7 pagesStudent (Mechanical Engineering), JECRC FOUNDATION, Jaipur (2) Assistant Professor, Department of Mechanical Engineering, JECRC FOUNDATION, JaipurAkash yadavNo ratings yet
- A-7 Longitudinal SectionDocument1 pageA-7 Longitudinal SectionarjayymerleNo ratings yet
- Arts, Sciences& Technology University in Lebanon: Clinical Booking WebsiteDocument25 pagesArts, Sciences& Technology University in Lebanon: Clinical Booking WebsiteTony SawmaNo ratings yet
- Edited General English Question Paper Part 1Document12 pagesEdited General English Question Paper Part 1Utkarsh R MishraNo ratings yet
- STS Lesson 1-2Document23 pagesSTS Lesson 1-2zarnaih SmithNo ratings yet
- SD NEGERI PASURUHAN PEMERINTAH KABUPATEN TEMANGGUNGDocument5 pagesSD NEGERI PASURUHAN PEMERINTAH KABUPATEN TEMANGGUNGSatria Ieea Henggar VergonantoNo ratings yet
- ACCT250-Auditing Course OutlineDocument7 pagesACCT250-Auditing Course OutlineammadNo ratings yet
- 41 Programmer Isp RT809F PDFDocument3 pages41 Programmer Isp RT809F PDFArunasalam ShanmugamNo ratings yet
- Redox ChemistryDocument25 pagesRedox ChemistrySantosh G PattanadNo ratings yet
- UTH homework template for English exercisesDocument8 pagesUTH homework template for English exercisesCinthya Peña de MezaNo ratings yet
- PH.D Scholars UGCDocument25 pagesPH.D Scholars UGCUsha MurthyNo ratings yet
- MgstreamDocument2 pagesMgstreamSaiful ManalaoNo ratings yet
- DepEd Memorandum on SHS Curriculum MappingDocument8 pagesDepEd Memorandum on SHS Curriculum MappingMichevelli RiveraNo ratings yet
- FDP CE BroucherDocument2 pagesFDP CE BroucherAnonymous POUAc3zNo ratings yet