You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Lions Mane Ultimate Guide 00Document1 pageLions Mane Ultimate Guide 00János JuhászNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Landforms and Bodies of WaterDocument48 pagesLandforms and Bodies of WaterJohn Harvey MagosNo ratings yet
- The Classic of Understanding Women by Brenson YeoDocument125 pagesThe Classic of Understanding Women by Brenson YeoErwin Saputra100% (2)
- Xcell Ammonia (NH) Sensor: Technical Data SheetDocument2 pagesXcell Ammonia (NH) Sensor: Technical Data SheetPaulo HeideckeNo ratings yet
- Water Irrigation System ThesisDocument8 pagesWater Irrigation System Thesiscarolinafoxpembrokepines100% (2)
- C10-Successfully Launching VirturesDocument41 pagesC10-Successfully Launching VirturesMuhammad Ahmad MushtaqNo ratings yet
- Holiday Homework (Summer 2015) - Maths-S-IB HL FormDocument5 pagesHoliday Homework (Summer 2015) - Maths-S-IB HL Formatharva234No ratings yet
- Proposal FarizDocument15 pagesProposal FarizTara ChenqNo ratings yet
- Type-Certificate Data Sheet: An Agency of The European UnionDocument32 pagesType-Certificate Data Sheet: An Agency of The European UnionPrzemekBarnaśNo ratings yet
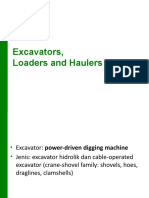
- Excavators, Loaders and HaulersDocument43 pagesExcavators, Loaders and HaulersFarhan NuaryNo ratings yet
- Kevilton Price List With Effect From 01st of July 2021Document13 pagesKevilton Price List With Effect From 01st of July 2021chinthaka1234No ratings yet
- Photovoltaic Systems-Variation of Efficiency With Band-Gap and TemperatureDocument9 pagesPhotovoltaic Systems-Variation of Efficiency With Band-Gap and TemperatureRaja SekaranNo ratings yet
- Old English Part 8Document5 pagesOld English Part 8eliseo_dNo ratings yet
- Antenna L InEDocument2 pagesAntenna L InERasheed Yaser RabahNo ratings yet
- 0-Research CO & VMGODocument7 pages0-Research CO & VMGOMicheleNo ratings yet
- Western Theories of JusticeDocument41 pagesWestern Theories of Justiceestudosdoleandro sobretomismoNo ratings yet
- Emuser SC 05022013Document4 pagesEmuser SC 05022013Shameem AbdullaNo ratings yet
- Book Review: Religion As A Chain of Memory. by Hervieu-L Eger, Dani'ele. New BrunswickDocument3 pagesBook Review: Religion As A Chain of Memory. by Hervieu-L Eger, Dani'ele. New BrunswickMoqaNo ratings yet
- Everyday Dynamo: Practical Uses For BIM Managers: Session 3.1 & 3.2Document27 pagesEveryday Dynamo: Practical Uses For BIM Managers: Session 3.1 & 3.2Pablo Vega SilvaNo ratings yet
- SMT Lesson PlanDocument2 pagesSMT Lesson Planapi-340743112100% (1)
- The Teacher and The School Curriculum ReviewerrrrrDocument2 pagesThe Teacher and The School Curriculum ReviewerrrrrClemeroseNo ratings yet
- L14 20 T7 9 MOS With SolutionsDocument115 pagesL14 20 T7 9 MOS With SolutionsJithin SreeshanNo ratings yet
- Divergent Plate BoundaryDocument28 pagesDivergent Plate BoundaryIreneo Villanueva BatagaNo ratings yet
- Syllabus On EL 104 Language Programs and Policies in Multilingual SocietiesDocument13 pagesSyllabus On EL 104 Language Programs and Policies in Multilingual SocietiesEisha AmberNo ratings yet
- How Youth Orginizations Matter For Youth DevelopmentDocument39 pagesHow Youth Orginizations Matter For Youth DevelopmentWid AlShaikhNo ratings yet
- Interdisciplinary Approaches To Nonlinear Complex SystemsDocument243 pagesInterdisciplinary Approaches To Nonlinear Complex SystemsBolaybalamNo ratings yet
- Cet Physics PDFDocument220 pagesCet Physics PDFShahnwaj AnsariNo ratings yet
- Group 4 - HandoutDocument17 pagesGroup 4 - HandoutKyle Justin RayosNo ratings yet
- Balloon in A Bottle PDFDocument13 pagesBalloon in A Bottle PDFhusainiNo ratings yet
- Directorate General of Nursing and MidwiferyDocument2 pagesDirectorate General of Nursing and Midwiferymd. shahanur talukderNo ratings yet