You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Westfalia Separator AGDocument192 pagesWestfalia Separator AGstepewolf100% (4)
- Best GD Topics For Engineering Students (With Answers)Document3 pagesBest GD Topics For Engineering Students (With Answers)Sai YashwanthNo ratings yet
- Industrial Engeeniring DictionaryDocument42 pagesIndustrial Engeeniring DictionaryFabian Gaviria Vergara100% (1)
- Ssp356 - GB - The Passat Estate 2006Document52 pagesSsp356 - GB - The Passat Estate 2006black_one100% (4)
- Study of Uprating Planning Overheard Transmission Line 70 KV To Be 150 KV GI Bangil - GI Blimbing LineDocument11 pagesStudy of Uprating Planning Overheard Transmission Line 70 KV To Be 150 KV GI Bangil - GI Blimbing LineAdi DharmaNo ratings yet
- Central Cooling Water SystemsDocument3 pagesCentral Cooling Water SystemsreachpdNo ratings yet
- Lec 0 Classification of Unit Operations and Transport ProcessesDocument11 pagesLec 0 Classification of Unit Operations and Transport ProcessesMohamad Hossam100% (1)
- Lesson Plan in Science (S-P Connection)Document4 pagesLesson Plan in Science (S-P Connection)Michelle Milano100% (1)
- Ventilation and Air-MovementDocument36 pagesVentilation and Air-Movementnonie09ashna67% (3)
- CWC-BookletF1 59Document1 pageCWC-BookletF1 59satnamNo ratings yet
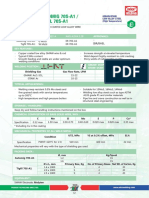
- Tigfil Cuni: Classification: ApprovalsDocument1 pageTigfil Cuni: Classification: ApprovalssatnamNo ratings yet
- Automig FC 71T-1: AWS A/SFA 5.20 EN ISO 17632 A AWS A/SFA 5.36Document1 pageAutomig FC 71T-1: AWS A/SFA 5.20 EN ISO 17632 A AWS A/SFA 5.36satnamNo ratings yet
- Automig Cusn-A: Classification: Aws A/Sfa 5.7Document1 pageAutomig Cusn-A: Classification: Aws A/Sfa 5.7satnamNo ratings yet
- AUTOMIG 5183 / TIGFIL 5183: Classification: ApprovalsDocument1 pageAUTOMIG 5183 / TIGFIL 5183: Classification: ApprovalssatnamNo ratings yet
- AUTOMIG 1100: Classification: Aws A/Sfa 5.10Document1 pageAUTOMIG 1100: Classification: Aws A/Sfa 5.10satnamNo ratings yet
- Automig Nicu-7 / Tigfil Nicu-7: Ernicu-7 Sni 4060Document1 pageAutomig Nicu-7 / Tigfil Nicu-7: Ernicu-7 Sni 4060satnamNo ratings yet
- AUTOMIG 5356 / TIGFIL 5356: Classification: ApprovalsDocument1 pageAUTOMIG 5356 / TIGFIL 5356: Classification: ApprovalssatnamNo ratings yet
- Automig 90S-B9 / Tigfil 90S-B9: EN ISO 21952-A AWS A/SFA 5.28Document1 pageAutomig 90S-B9 / Tigfil 90S-B9: EN ISO 21952-A AWS A/SFA 5.28satnamNo ratings yet
- Tigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28Document1 pageTigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28satnamNo ratings yet
- CWC-BookletF1 15Document1 pageCWC-BookletF1 15satnamNo ratings yet
- AUTOMIG 4043 / TIGFIL 4043: Classification: ApprovalsDocument1 pageAUTOMIG 4043 / TIGFIL 4043: Classification: ApprovalssatnamNo ratings yet
- AUTOMIG 80S-Ni1 / TIGFIL 80S-Ni1: AWS A/SFA 5.28 EN ISO 14341-A EN ISO 636-ADocument1 pageAUTOMIG 80S-Ni1 / TIGFIL 80S-Ni1: AWS A/SFA 5.28 EN ISO 14341-A EN ISO 636-AsatnamNo ratings yet
- CWC-BookletF1 17Document1 pageCWC-BookletF1 17satnamNo ratings yet
- Tiginox 385: Classification: en Iso 14343-ADocument1 pageTiginox 385: Classification: en Iso 14343-AJagannath SahuNo ratings yet
- Automig 70S-6 N: EN ISO 14341-A AWS A/SFA 5.18 Csa W48Document1 pageAutomig 70S-6 N: EN ISO 14341-A AWS A/SFA 5.18 Csa W48satnamNo ratings yet
- Automig 80S-B2 / Tigfil 80S-B2: Classification: ApprovalsDocument1 pageAutomig 80S-B2 / Tigfil 80S-B2: Classification: ApprovalssatnamNo ratings yet
- CWC-BookletF1 9Document1 pageCWC-BookletF1 9satnamNo ratings yet
- Tigfil 80S-B2 SPL: AWS A/SFA 5.28 EN ISO 21952-ADocument1 pageTigfil 80S-B2 SPL: AWS A/SFA 5.28 EN ISO 21952-AsatnamNo ratings yet
- CWC-BookletF1 12Document1 pageCWC-BookletF1 12satnamNo ratings yet
- CWC-BookletF1 4Document1 pageCWC-BookletF1 4satnamNo ratings yet
- Tigfil 70S-2: Aws A/sfa 5.18 en Iso 636-ADocument1 pageTigfil 70S-2: Aws A/sfa 5.18 en Iso 636-AsatnamNo ratings yet
- Automig 70S-6: AWS A/SFA 5.18 Csa W48Document1 pageAutomig 70S-6: AWS A/SFA 5.18 Csa W48satnamNo ratings yet
- CWC-BookletF1 10Document1 pageCWC-BookletF1 10satnamNo ratings yet
- Tigfil 70S-2: Aws A/sfa 5.18 en Iso 636-ADocument1 pageTigfil 70S-2: Aws A/sfa 5.18 en Iso 636-AsatnamNo ratings yet
- CWC-BookletF1 9Document1 pageCWC-BookletF1 9satnamNo ratings yet
- TIGFIL 70S-6: AWS A/SFA 5.18 EN ISO 636-A Csa W48Document1 pageTIGFIL 70S-6: AWS A/SFA 5.18 EN ISO 636-A Csa W48satnamNo ratings yet
- CWC-BookletF1 5Document1 pageCWC-BookletF1 5satnamNo ratings yet
- CWC-BookletF1 3Document1 pageCWC-BookletF1 3satnamNo ratings yet
- CWC-BookletF1 2Document1 pageCWC-BookletF1 2satnamNo ratings yet
- Awarded Solar Grid 20160630Document16 pagesAwarded Solar Grid 20160630International Home DecorsNo ratings yet
- Electric Fan Operating Instructions MODEL: R-804: CautionDocument2 pagesElectric Fan Operating Instructions MODEL: R-804: CautionmonicaNo ratings yet
- Economics Revision ComDocument42 pagesEconomics Revision ComSrinithy SrinivasNo ratings yet
- R440NDocument26 pagesR440NJustin ReyesNo ratings yet
- KA7915 DatasheetDocument2 pagesKA7915 DatasheetMark Tordillo MenorNo ratings yet
- Pos. Displacement PumpsDocument4 pagesPos. Displacement PumpsAli KhalilNo ratings yet
- HKDSE Chem FX Mock Exam Paper 1 2012 Set 1 EngDocument28 pagesHKDSE Chem FX Mock Exam Paper 1 2012 Set 1 Engleung_ting_2100% (1)
- Comparative Analysis of Crashworthiness of Empty and Foam-Filled Thin-Walled Tubes PDFDocument7 pagesComparative Analysis of Crashworthiness of Empty and Foam-Filled Thin-Walled Tubes PDFngocsanhaNo ratings yet
- Basic Electrnic ComponenetsDocument73 pagesBasic Electrnic ComponenetsПавел ДимитровNo ratings yet
- Coal Mining MethodsDocument2 pagesCoal Mining MethodsIzhar JiskaniNo ratings yet
- Del II Vedlegg F-5 - STANAG 3609 (Edition 5)Document135 pagesDel II Vedlegg F-5 - STANAG 3609 (Edition 5)inglevoNo ratings yet
- For Esg 642 PDFDocument2 pagesFor Esg 642 PDFJan HendriksNo ratings yet
- ResistorsDocument9 pagesResistorsAarnav JainNo ratings yet
- Types of Vessels AssignmentDocument8 pagesTypes of Vessels AssignmentHtoo Nay AungNo ratings yet
- Distribution BoardsDocument5 pagesDistribution BoardssallammohamedNo ratings yet
- Rockwell Motion Control Brochure Motion-Br006 - En-PDocument20 pagesRockwell Motion Control Brochure Motion-Br006 - En-Pjuan.quinteroNo ratings yet
- Wärtsilä 50DF: Advantages: - Designed To Operate Reliably With The Poorest Quality Heavy Fuel OilDocument5 pagesWärtsilä 50DF: Advantages: - Designed To Operate Reliably With The Poorest Quality Heavy Fuel OilAnonymous 0QHl5rz91No ratings yet
- Magnetic Fied and Distance RelationDocument3 pagesMagnetic Fied and Distance RelationKhalood WaleedNo ratings yet
- AC Circuit DIPLOMA EE SEM 3Document2 pagesAC Circuit DIPLOMA EE SEM 3Rana HenilNo ratings yet
- 0v001 19301 Catalogo LiftketDocument9 pages0v001 19301 Catalogo LiftketAngelo Aracena GarciaNo ratings yet
- Laser Cutting Business InformationDocument75 pagesLaser Cutting Business InformationParag HadkeNo ratings yet