You might also like
- Soap Manufacturing TechnologyFrom EverandSoap Manufacturing TechnologyLuis SpitzRating: 4 out of 5 stars4/5 (6)
- Bread Fermentation: S. A. F. Hasanath UWU/SCT/17/018Document24 pagesBread Fermentation: S. A. F. Hasanath UWU/SCT/17/018BiNtH AbDeeNNo ratings yet
- Complete CordialDocument10 pagesComplete CordialMohd Sukri Daud50% (2)
- Formulating at Low PHDocument42 pagesFormulating at Low PHPeter100% (1)
- PMP Formulas - Cheat Sheet v0.6Document2 pagesPMP Formulas - Cheat Sheet v0.6Mohamed LabbeneNo ratings yet
- Well Testing Wireless Data AcquisitionDocument8 pagesWell Testing Wireless Data Acquisitiona_salehiNo ratings yet
- 2013 Vinquiry HarvestHandbookDocument52 pages2013 Vinquiry HarvestHandbookCojocaru GeorgeNo ratings yet
- Food Processing Lab 1Document19 pagesFood Processing Lab 1Vanessa LimNo ratings yet
- FSN ManualDocument37 pagesFSN ManualDevaoriosNo ratings yet
- Caramelo Duro y PalanquetaDocument8 pagesCaramelo Duro y PalanquetaJomara GonzálezNo ratings yet
- Experiment 1 WinemakingDocument6 pagesExperiment 1 WinemakingEllen Jane RamosNo ratings yet
- SugaNate Starting FormulationsDocument2 pagesSugaNate Starting FormulationsmndmattNo ratings yet
- Rahul Kumar Summer ReportDocument23 pagesRahul Kumar Summer ReportMohammad ShoebNo ratings yet
- Unit VDocument7 pagesUnit Vbestbuyservice72No ratings yet
- KnO-100301 - Strawberry JamDocument9 pagesKnO-100301 - Strawberry JamDejana DizdarNo ratings yet
- Cider Handbook 2019Document28 pagesCider Handbook 2019leoni nataliaNo ratings yet
- 10 Steps To A Successful Fermentation by DistilliqueDocument4 pages10 Steps To A Successful Fermentation by DistilliqueVictor SáNo ratings yet
- CHAPTER 1.3 Fruit JuicesDocument48 pagesCHAPTER 1.3 Fruit JuicesNur Ayu Nadhirah Bt Yahya100% (2)
- Preparation and Characterization of Citrus Peel CandyDocument7 pagesPreparation and Characterization of Citrus Peel Candychristine isabel mendozaNo ratings yet
- SugaNate 160NCDocument2 pagesSugaNate 160NCmndmattNo ratings yet
- Poly SugaGlycinateDocument2 pagesPoly SugaGlycinatemndmatt100% (1)
- BacardiDocument29 pagesBacardiMilind Gavande100% (1)
- Acknowledgement: Endris ADocument27 pagesAcknowledgement: Endris AKidan ayenewNo ratings yet
- Effervescent Technology PrimerDocument2 pagesEffervescent Technology PrimerIMEginationNo ratings yet
- Technological Services Division: For More Information, Write or CallDocument12 pagesTechnological Services Division: For More Information, Write or CallSONIEH SYLVIUSNo ratings yet
- Om Interchem (India)Document6 pagesOm Interchem (India)Mitul Laxmanprasad BajajNo ratings yet
- Aha Extract 44 Glycerin - TDSDocument2 pagesAha Extract 44 Glycerin - TDSlakshmi0vinayNo ratings yet
- WineDocument10 pagesWineVarakumar SadineniNo ratings yet
- Open Ended Lab Report: Submitted byDocument11 pagesOpen Ended Lab Report: Submitted byMustafa ArshadNo ratings yet
- Alcohol Industry.1Document3 pagesAlcohol Industry.1AQUA ROBOTXNo ratings yet
- How Organic Acids Can Help Your BusinessDocument35 pagesHow Organic Acids Can Help Your Businessreza tavayefNo ratings yet
- Preservation, Value Addition & Packaging of Tender Coconut WaterDocument13 pagesPreservation, Value Addition & Packaging of Tender Coconut WaterKinjal PatelNo ratings yet
- IJRTI2303037Document8 pagesIJRTI2303037vivekNo ratings yet
- Sugar Research & Innovation, Queensland University of Technology, AustraliaDocument10 pagesSugar Research & Innovation, Queensland University of Technology, AustraliaTeena AlawadNo ratings yet
- Rts (Eady o Erve) Fruit Juice Processing: Ujjaini Kumar.SDocument22 pagesRts (Eady o Erve) Fruit Juice Processing: Ujjaini Kumar.SUJJAINI100% (1)
- ThesisDocument16 pagesThesisMohsin AliNo ratings yet
- Carboxylic AcidsDocument7 pagesCarboxylic AcidsEcho MoralesNo ratings yet
- Lactic Acid Spec and ApplicationDocument5 pagesLactic Acid Spec and ApplicationPanneerselvam DhanushkodiNo ratings yet
- Chemistry Project: Adulterants in FoodDocument22 pagesChemistry Project: Adulterants in FoodanmolNo ratings yet
- Soft Carbonated BeveragesDocument23 pagesSoft Carbonated BeveragesBikila RusiNo ratings yet
- Citric AcidDocument3 pagesCitric AcidFoxies 2020No ratings yet
- Production of Detergent From Castor OilDocument8 pagesProduction of Detergent From Castor OilLenh DavidleNo ratings yet
- SAPONIFICATIONDocument6 pagesSAPONIFICATIONEsteban Angelo SalesNo ratings yet
- A Study 0F The Quality of Natural Flavoring Powder Processed From Shrimp WasteDocument19 pagesA Study 0F The Quality of Natural Flavoring Powder Processed From Shrimp WasteNovasiska Indriyani HutajuluNo ratings yet
- Organic AcidDocument38 pagesOrganic AcidMuhammad Adeel JavedNo ratings yet
- Adulterants in Food Investigatory ProjectDocument16 pagesAdulterants in Food Investigatory Projectgaurav230770% (33)
- Sorbic Acid and Potassium SorbateDocument18 pagesSorbic Acid and Potassium SorbatekobkunkarbNo ratings yet
- Neotame: The New Sweet Kid On The BlockDocument36 pagesNeotame: The New Sweet Kid On The BlockvenkatkonasaniNo ratings yet
- Brochure Initial V2Document9 pagesBrochure Initial V2Kouley Musa Adam's MustafaNo ratings yet
- Featured Flavor Ingredients Application GuideDocument20 pagesFeatured Flavor Ingredients Application GuideNavin GundhiNo ratings yet
- Mead Making TutorialDocument88 pagesMead Making Tutorialpainimies100% (1)
- Laundry Liquid Color: Mint & LemonDocument3 pagesLaundry Liquid Color: Mint & LemonDOYPACK ALGERIENo ratings yet
- BHTDocument5 pagesBHTReni RnaNo ratings yet
- ABRAR-CH19103-B.E.CHEM.4TH YR-WPS Office - 094418Document20 pagesABRAR-CH19103-B.E.CHEM.4TH YR-WPS Office - 094418Abrar Ul HaqNo ratings yet
- Soaps and DetergentsDocument14 pagesSoaps and DetergentsashNo ratings yet
- GPS EC 2019 Updated PresentationDocument11 pagesGPS EC 2019 Updated PresentationPallavi PawarNo ratings yet
- 66 Jag - Jag 2019 0005Document8 pages66 Jag - Jag 2019 0005Marian MontañoNo ratings yet
- Practical 16Document4 pagesPractical 16Prashant SaidNo ratings yet
- Lab Report - SugarDocument7 pagesLab Report - SugarPeter AndrewNo ratings yet
- Determination of Starch - Polarimetric MethodDocument3 pagesDetermination of Starch - Polarimetric Methodmariquela2075100% (2)
- Soap-Making Manual. A practical Handbook on the RControl in the modern Soap PlantFrom EverandSoap-Making Manual. A practical Handbook on the RControl in the modern Soap PlantRating: 5 out of 5 stars5/5 (2)
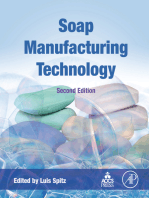
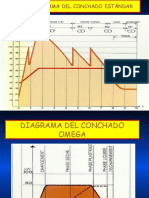
- Fabricación Chocolate Concado 7cDocument17 pagesFabricación Chocolate Concado 7cJulio KinenNo ratings yet
- Res Course WK 1 LB CH1 Hard Candy LabDocument18 pagesRes Course WK 1 LB CH1 Hard Candy LabJulio KinenNo ratings yet
- Caramel - Raw Materials and Formulations: Back To Basics - CaramelDocument7 pagesCaramel - Raw Materials and Formulations: Back To Basics - CaramelJulio KinenNo ratings yet
- Extruded Marshmallow NCA Candy School Pilot Plant Exercise: Ingredients Weight For 1500 GMDocument10 pagesExtruded Marshmallow NCA Candy School Pilot Plant Exercise: Ingredients Weight For 1500 GMJulio KinenNo ratings yet
- Nougat, Fruit Chews & Taffy: Barb KlubertanzDocument45 pagesNougat, Fruit Chews & Taffy: Barb KlubertanzJulio Kinen100% (1)
- Debacterization of Cocoa Beans Gains Increasing Acceptance: Do Cocoa or Chocolate Pose A Bacteria-Related Risk?Document7 pagesDebacterization of Cocoa Beans Gains Increasing Acceptance: Do Cocoa or Chocolate Pose A Bacteria-Related Risk?Julio KinenNo ratings yet
- Hard Candy Product Sheet May 2011Document2 pagesHard Candy Product Sheet May 2011Julio KinenNo ratings yet
- Statistical Process Control (SPC) For Software Tutorial: TopicsDocument64 pagesStatistical Process Control (SPC) For Software Tutorial: TopicsJulio KinenNo ratings yet
- Statistical Process Control Concepts: Engineering 401 - Total Quality Management 1Document14 pagesStatistical Process Control Concepts: Engineering 401 - Total Quality Management 1Julio KinenNo ratings yet
- Diagnosis Bloom (Chocolate Forensics 101) : The ProblemDocument13 pagesDiagnosis Bloom (Chocolate Forensics 101) : The ProblemJulio KinenNo ratings yet
- William Vlach Assistant Lab/PSD Manager ADM Cocoa 12500 W. Carmen Ave. Milwaukee, WI 53225-6199 PH: 414-358-5886Document18 pagesWilliam Vlach Assistant Lab/PSD Manager ADM Cocoa 12500 W. Carmen Ave. Milwaukee, WI 53225-6199 PH: 414-358-5886Julio KinenNo ratings yet
- Diagnosis-Bloom Chocolate Forensics 101: Thalia HohenthalDocument45 pagesDiagnosis-Bloom Chocolate Forensics 101: Thalia HohenthalJulio KinenNo ratings yet
- Optimal Flavor Development: Chocolate Production Technology - Part 1Document7 pagesOptimal Flavor Development: Chocolate Production Technology - Part 1Julio KinenNo ratings yet
- Adam Lechter: Resident Course in Confectionery TechnologyDocument73 pagesAdam Lechter: Resident Course in Confectionery TechnologyJulio KinenNo ratings yet
- Pendulums: Sun Burst Silk Thread Kitchen Clock PendulmsDocument8 pagesPendulums: Sun Burst Silk Thread Kitchen Clock PendulmsJulio KinenNo ratings yet
- MIT 2.000 Class Understanding Engines & Transmissions: Kristin Schondorf Ford Motor Company Feb 21, 2002Document45 pagesMIT 2.000 Class Understanding Engines & Transmissions: Kristin Schondorf Ford Motor Company Feb 21, 2002Julio KinenNo ratings yet
- Res Course WK 2 CH9 A1 ChocolateDocument125 pagesRes Course WK 2 CH9 A1 ChocolateJulio KinenNo ratings yet
- Fluids - IIIDocument9 pagesFluids - IIIPOONAM RANINo ratings yet
- Neca 90-2009-Commisioning Building Electrical SystemsDocument30 pagesNeca 90-2009-Commisioning Building Electrical SystemsJosé Luis FalconNo ratings yet
- Java™ How To Program, 9/e: ReservedDocument71 pagesJava™ How To Program, 9/e: ReservedJay ChalanagNo ratings yet
- Standard and Specifications FOR Check Dam: Size (NYS - DOT Light Stone Fill Meets TheseDocument2 pagesStandard and Specifications FOR Check Dam: Size (NYS - DOT Light Stone Fill Meets TheseKA25 ConsultantNo ratings yet
- Physics 9th Paper 1 PDFDocument6 pagesPhysics 9th Paper 1 PDFwaleed ahmedfazalNo ratings yet
- LFL PDFDocument13 pagesLFL PDFmangal deo pathak100% (2)
- Complex Numbers Part 1 Exam QuestionsDocument61 pagesComplex Numbers Part 1 Exam QuestionsSWAPNIL NEGI100% (2)
- Control MDocument38 pagesControl Mhprasad13100% (1)
- Usage of CFD in Automobile IndustryDocument28 pagesUsage of CFD in Automobile Industrygem_bhaveshNo ratings yet
- Physical and Mechanical Properties of ePTFE Stretch Vascular Grafts Determined by Time-Resolved Scanning Acoustic MicrosDocument7 pagesPhysical and Mechanical Properties of ePTFE Stretch Vascular Grafts Determined by Time-Resolved Scanning Acoustic MicrosRobNo ratings yet
- UNIT 4 Timer OperationDocument2 pagesUNIT 4 Timer OperationNaveenNo ratings yet
- Chapter 3 Project AppraisalDocument23 pagesChapter 3 Project Appraisaljonathan josiahNo ratings yet
- Bcse309l Cryptography-And-Network-Security TH 1.0 67 Bcse309lDocument3 pagesBcse309l Cryptography-And-Network-Security TH 1.0 67 Bcse309lMohnish KodukullaNo ratings yet
- Chapter 10 NoPWDocument34 pagesChapter 10 NoPWArjun PatelNo ratings yet
- Software Testing - Writing Test CasesDocument23 pagesSoftware Testing - Writing Test CasesSachin SainiNo ratings yet
- Instruction Manual For Modular Calibration System MCS100Document84 pagesInstruction Manual For Modular Calibration System MCS100Mo AsarNo ratings yet
- ppt02Document32 pagesppt02BolWolNo ratings yet
- ZeroShell WPA EnterpriseDocument16 pagesZeroShell WPA EnterprisezachwormsNo ratings yet
- A2s CVDocument2 pagesA2s CVAyaz AhmedNo ratings yet
- Scatter DiagramsDocument12 pagesScatter DiagramsSamir ChaudhariNo ratings yet
- Implementing Secure Routable GOOSE and SV Messages Based On IEC 61850-90-5Document10 pagesImplementing Secure Routable GOOSE and SV Messages Based On IEC 61850-90-5VoVan TapNo ratings yet
- Math ChapterDocument6 pagesMath ChapterRavi AutiNo ratings yet
- Portfolio Selection MarkowitzDocument16 pagesPortfolio Selection MarkowitzgoenshinNo ratings yet
- Ex 2 - Corrosion in SoilDocument4 pagesEx 2 - Corrosion in SoilAlessio ScarabelliNo ratings yet
- Compressed Air SystemDocument282 pagesCompressed Air Systemaps100% (1)
- Inserting Page Numbers in Adobe InDesignDocument2 pagesInserting Page Numbers in Adobe InDesignKristina JohnsonNo ratings yet
- NotesDocument116 pagesNotesSiddarthModiNo ratings yet
- 660w - 700w 210mm Solar PanelDocument2 pages660w - 700w 210mm Solar PanelMihai ConstantinNo ratings yet