You might also like
- Hitachi - Vulcan+ - Brochure - QAQC - ENDocument6 pagesHitachi - Vulcan+ - Brochure - QAQC - ENPaula InesNo ratings yet
- Material Properties of Friction Stir Spot Welded Joints of - 1-s2.0-S1003632612617725-MainDocument9 pagesMaterial Properties of Friction Stir Spot Welded Joints of - 1-s2.0-S1003632612617725-MainPaula InesNo ratings yet
- Figner - FSSW Between Al and Steel Automotive Sheets Influence of Welding Parameters On Mechanical Properties and MicrostructureDocument12 pagesFigner - FSSW Between Al and Steel Automotive Sheets Influence of Welding Parameters On Mechanical Properties and MicrostructurePaula InesNo ratings yet
- Friction Stir Welding of Al 5052 With Al 6061 Alloys - 303756Document8 pagesFriction Stir Welding of Al 5052 With Al 6061 Alloys - 303756Paula InesNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Report119 - Part5 of 5 InspectionsDocument11 pagesReport119 - Part5 of 5 InspectionshjdNo ratings yet
- Mom Ii LerDocument9 pagesMom Ii LerHashir ZaheerNo ratings yet
- KLOCKE - Abrasive Machining of Advanced Aerospace Alloys and CompositesDocument24 pagesKLOCKE - Abrasive Machining of Advanced Aerospace Alloys and CompositesLuis Fillipe Lopes TorresNo ratings yet
- Processing Guidelines: Laminate: S7439C Prepreg: S7439CB Low Loss & Heat Resistance Multilayer MaterialDocument5 pagesProcessing Guidelines: Laminate: S7439C Prepreg: S7439CB Low Loss & Heat Resistance Multilayer MaterialSuleymanNo ratings yet
- Assembling Extension CordDocument14 pagesAssembling Extension CordPaul Bulanadi Badiang67% (3)
- Standard SpecDocument21 pagesStandard Specwhosane10% (1)
- 4 - Bending of PlatesDocument14 pages4 - Bending of PlatesTushar Vinay MehtaNo ratings yet
- Diagrid SystemDocument20 pagesDiagrid SystemHansika MadipadigeNo ratings yet
- API Casing Steel GradesDocument5 pagesAPI Casing Steel GradesmahdiscribdNo ratings yet
- ICC ES Sika Anchorfix 3001Document29 pagesICC ES Sika Anchorfix 3001Duban Alexis OspinaNo ratings yet
- Gen-Spc-Pip-5070 - Rev. BDocument15 pagesGen-Spc-Pip-5070 - Rev. BAHMED AMIRANo ratings yet
- Numerical Modelling of The Seismic Behaviour of Adobe BuildingsDocument268 pagesNumerical Modelling of The Seismic Behaviour of Adobe BuildingsNicola Tarque100% (2)
- CDW3 User manual-ENDocument56 pagesCDW3 User manual-ENJason SonidoNo ratings yet
- ISO 21011 - 2008 Cryogenic Vessels. Valves For Cryogenic ServiceDocument18 pagesISO 21011 - 2008 Cryogenic Vessels. Valves For Cryogenic ServiceMaksim.em001100% (2)
- Boiler Operation On DcsDocument4 pagesBoiler Operation On Dcsarif100% (2)
- Analysis of Cracked and Uncracked SectionsDocument9 pagesAnalysis of Cracked and Uncracked SectionsDC TVNo ratings yet
- Properties of SteamDocument8 pagesProperties of Steamadithi udupaNo ratings yet
- Wall Treatments: Arshpreet Kaur Matharoo L-2015-HSC-10-BIDDocument38 pagesWall Treatments: Arshpreet Kaur Matharoo L-2015-HSC-10-BIDAISXOXONo ratings yet
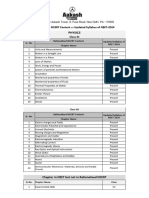
- NCERT Rationalised Content Vs Updated Syllabus of NEET-2024 - PhysicsDocument1 pageNCERT Rationalised Content Vs Updated Syllabus of NEET-2024 - Physicsmohduwais695No ratings yet
- Best Management Practice Use of HDPE Lined Pipelines 302103Document58 pagesBest Management Practice Use of HDPE Lined Pipelines 302103冯少广No ratings yet
- Hilti White Paper - FinalDocument7 pagesHilti White Paper - Finalnoodlehead675No ratings yet
- Electrical and Equipment SafetyDocument82 pagesElectrical and Equipment SafetybkannurbsNo ratings yet
- STI User Guide 2007 EditionDocument20 pagesSTI User Guide 2007 Editionmk779900mkNo ratings yet
- Precipitation of Metallic Chromium During Rapid Cooling of CR O SlagsDocument4 pagesPrecipitation of Metallic Chromium During Rapid Cooling of CR O SlagsChayon MondalNo ratings yet
- 03 01 30mapDocument11 pages03 01 30mapmp4 ghad mp4No ratings yet
- Building Materials Construction Planning PDFDocument252 pagesBuilding Materials Construction Planning PDFTharun TejaNo ratings yet
- Air Changes Per HourDocument2 pagesAir Changes Per HourMARIJAN100% (1)
- Ebook. Fluid Mechanics by Yunus A. Cengel, John M. CimbalaDocument5 pagesEbook. Fluid Mechanics by Yunus A. Cengel, John M. CimbalaKiki DhanieNo ratings yet
- Report Torsion NewDocument16 pagesReport Torsion NewHepi_Reenzxs_473586% (7)
- Mahendra Engineering College) : Internal Assessment - II, OCTOBER-2020Document3 pagesMahendra Engineering College) : Internal Assessment - II, OCTOBER-2020ajithNo ratings yet