You might also like
- Rubric - Locomotor SkillsDocument6 pagesRubric - Locomotor SkillsAaron Jay Fernandez SantillanNo ratings yet
- Risk Assessment Plant Room / Boiler House (Access and Carrying Out Maintenance Work - Staff & Contractors)Document2 pagesRisk Assessment Plant Room / Boiler House (Access and Carrying Out Maintenance Work - Staff & Contractors)Naveenkumar KuppanNo ratings yet
- Distribution SystemDocument3 pagesDistribution SystemSouvik100% (1)
- Preprint 10-042: SME Annual Meeting Feb. 28-Mar. 03, 2010, Phoenix, AZDocument3 pagesPreprint 10-042: SME Annual Meeting Feb. 28-Mar. 03, 2010, Phoenix, AZEduardo MenaNo ratings yet
- Ore Pass Practice in Canadian Mines: by J. Hadjigeorgiou, J.F. Lessard, and F. Mercier-LangevinDocument8 pagesOre Pass Practice in Canadian Mines: by J. Hadjigeorgiou, J.F. Lessard, and F. Mercier-Langevinjulio1051No ratings yet
- Optimization of Shovel-Truck System For Surface MiningDocument8 pagesOptimization of Shovel-Truck System For Surface MiningOscar Martin Santander PinoNo ratings yet
- Shovel Truck SystemDocument7 pagesShovel Truck Systemفردوس سليمان100% (1)
- Optimization of Shovel-Truck System For Surface MiningDocument8 pagesOptimization of Shovel-Truck System For Surface MiningWilkhen ChuraNo ratings yet
- Manganese - PienaarDocument8 pagesManganese - Pienaarmushava nyokaNo ratings yet
- The Determination of Haulage-Truck Requirements For An Open-Pit OperationDocument6 pagesThe Determination of Haulage-Truck Requirements For An Open-Pit OperationCristianGuido LPNo ratings yet
- Flotation Cell Technology and Circuit Design-An Anglo Platinum PerspectiveDocument8 pagesFlotation Cell Technology and Circuit Design-An Anglo Platinum PerspectiveriveramaytaNo ratings yet
- Geochemical Evolution and Age of The Kenticha TantDocument3 pagesGeochemical Evolution and Age of The Kenticha TanttatekNo ratings yet
- The Determination Requirements For An Open-Pit Operation: of Haulage-TruckDocument6 pagesThe Determination Requirements For An Open-Pit Operation: of Haulage-Truckvarity butheleziNo ratings yet
- Hydraulic Fracturing of Tight Gas Reservoir of Pab Sandstone at POGC Rehman-1 PakistanDocument16 pagesHydraulic Fracturing of Tight Gas Reservoir of Pab Sandstone at POGC Rehman-1 PakistankhairullahksNo ratings yet
- Productivity in Platinum Mining: A Continuing Programme of Successful Development in Underground MechanisationDocument6 pagesProductivity in Platinum Mining: A Continuing Programme of Successful Development in Underground Mechanisationakshay sewcharanNo ratings yet
- Hydraulic Fracture Stimulation of The BRF Clastic Formation, Ramba Field, SouthDocument13 pagesHydraulic Fracture Stimulation of The BRF Clastic Formation, Ramba Field, SouthRomadona Yoga PutratamaNo ratings yet
- Vertical Flow Barrier Characterisation in Amenam R4 Reservoir (Nigeria) and Impact On Field Development and Reservoir ManagementDocument5 pagesVertical Flow Barrier Characterisation in Amenam R4 Reservoir (Nigeria) and Impact On Field Development and Reservoir ManagementDaniel DamboNo ratings yet
- A Neoproterozoic Age For The Chromitite and Gabbro of The Tapo Ultramafic MassifDocument9 pagesA Neoproterozoic Age For The Chromitite and Gabbro of The Tapo Ultramafic MassifKevin Ramos SolorzanoNo ratings yet
- 15176-Article Text-35342-3-10-20161213 2Document22 pages15176-Article Text-35342-3-10-20161213 2Ouzda ImaneNo ratings yet
- Mogalakwena Case Study - para Capítulo 1Document16 pagesMogalakwena Case Study - para Capítulo 1Alexandre Justino NhanombeNo ratings yet
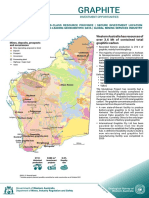
- Graphite A4Flyer Dec2021 P21HDocument2 pagesGraphite A4Flyer Dec2021 P21HEugênia PheganNo ratings yet
- By C.G. Couëslan and V.E. GuevaraDocument14 pagesBy C.G. Couëslan and V.E. GuevaraAgus Imam HamdaniNo ratings yet
- Phase Planning For Open Pit Mines: Delivering Smarter SolutionsDocument4 pagesPhase Planning For Open Pit Mines: Delivering Smarter SolutionsGonzalo SalazarNo ratings yet
- Preprint 18-007: SME Annual Meeting Feb. 25 - 28, 2018, Minneapolis, MNDocument4 pagesPreprint 18-007: SME Annual Meeting Feb. 25 - 28, 2018, Minneapolis, MNKEVIN ROY RAMIREZ HUAÑANo ratings yet
- Role of Structure in Formation of Porphyry Cu DepositsDocument65 pagesRole of Structure in Formation of Porphyry Cu DepositsEli MayNo ratings yet
- Osborne Mine Paper3Document9 pagesOsborne Mine Paper3seansara1No ratings yet
- Dolomitizatio, Qamch, 2010, GeoArabiaDocument28 pagesDolomitizatio, Qamch, 2010, GeoArabiaericespirituNo ratings yet
- Uranium Extraction: The Key Process Drivers: by D. Lunt, P. Boshoff, M. Boylett, and Z. El-AnsaryDocument8 pagesUranium Extraction: The Key Process Drivers: by D. Lunt, P. Boshoff, M. Boylett, and Z. El-Ansaryفردوس سليمانNo ratings yet
- TP Mohamad Afiq Ikram Bin Mohamad Asri 18269Document6 pagesTP Mohamad Afiq Ikram Bin Mohamad Asri 18269api-349628800No ratings yet
- Surface Miner in LimestoneDocument23 pagesSurface Miner in LimestoneSomnath GainNo ratings yet
- Poster Presentation Final FSTH2013Document2 pagesPoster Presentation Final FSTH2013Sabrina ramadhaniNo ratings yet
- Ahmad and Sajid 2022Document12 pagesAhmad and Sajid 2022abuzarNo ratings yet
- Recovery: Routes For Maximum CoalDocument10 pagesRecovery: Routes For Maximum CoalDoniPrasetyoNo ratings yet
- Aug05 PDFDocument24 pagesAug05 PDFKishor DeshmukhNo ratings yet
- SPE 110831 Collecting Single-Phase Retrograde Gas Samples at Near-Dewpoint Reservoir Pressure in Carbonates Using A Pump-Out Formation Tester With An Oval PadDocument11 pagesSPE 110831 Collecting Single-Phase Retrograde Gas Samples at Near-Dewpoint Reservoir Pressure in Carbonates Using A Pump-Out Formation Tester With An Oval Padandy xuuNo ratings yet
- A New Approach To Determine T2 Cutoff Value With Integration of NMR, MDT Pressure Data in TS-V Sand of Charali FieldDocument7 pagesA New Approach To Determine T2 Cutoff Value With Integration of NMR, MDT Pressure Data in TS-V Sand of Charali FieldRoland Rawlins IgaborNo ratings yet
- Understanding Gamsberg - A Geometallurgical Study of A Large Stratiform Zinc DepositDocument9 pagesUnderstanding Gamsberg - A Geometallurgical Study of A Large Stratiform Zinc DepositJo An MeMeNo ratings yet
- Analysis of Tunnel Grouting and Water Pressure TestsDocument12 pagesAnalysis of Tunnel Grouting and Water Pressure TestsDavid marpaungNo ratings yet
- Blasting Optimization in A Phosphate Rock Mine in BrazilDocument10 pagesBlasting Optimization in A Phosphate Rock Mine in BrazilAndré Carlos SilvaNo ratings yet
- Rock Classification Based On Compressive StrengthDocument11 pagesRock Classification Based On Compressive Strengthrohit ThakurNo ratings yet
- Understanding Gamsberg - A Geometallurgical Study of A Large Stratiform Zinc DepositDocument8 pagesUnderstanding Gamsberg - A Geometallurgical Study of A Large Stratiform Zinc DepositLidbert Alarcón LaimeNo ratings yet
- The Preparation of Calcium Pimelate Modified OMNT From Natural CA-montmorillonite and Its Application as Β-nucleating Agent for PolypropyleneDocument8 pagesThe Preparation of Calcium Pimelate Modified OMNT From Natural CA-montmorillonite and Its Application as Β-nucleating Agent for Polypropyleneshade shaperNo ratings yet
- Polymer Testing: Jing Cao, Na Wen, Yuying ZhengDocument8 pagesPolymer Testing: Jing Cao, Na Wen, Yuying Zhengshade shaperNo ratings yet
- Kamran Aziz, Aamir Rasheed, Arshad Hussain Palekar, Rehan Hanif, S. Sohaib Zulfiqar, and M. Zeeshan BaigDocument24 pagesKamran Aziz, Aamir Rasheed, Arshad Hussain Palekar, Rehan Hanif, S. Sohaib Zulfiqar, and M. Zeeshan BaigKesempurnaan ZeindroNo ratings yet
- Razali - Seismic Stratigraphy & CRS MappingDocument136 pagesRazali - Seismic Stratigraphy & CRS MappingLeonardo SimõesNo ratings yet
- Ipa16 4 eDocument14 pagesIpa16 4 eTeja MulyawanNo ratings yet
- Souvik Sen, Mohamed Abioui, Shib Sankar Ganguli, Ahmed Elsheikh, Akash Debnath, Mohammed Benssaou, Ahmed Awad AbdelhadyDocument16 pagesSouvik Sen, Mohamed Abioui, Shib Sankar Ganguli, Ahmed Elsheikh, Akash Debnath, Mohammed Benssaou, Ahmed Awad Abdelhadyshib ganguliNo ratings yet
- Slope Monitoringand Failure Mitigation Techniques Appliedinthe Gold Quarry Open PitDocument14 pagesSlope Monitoringand Failure Mitigation Techniques Appliedinthe Gold Quarry Open PitLuciano JuniorNo ratings yet
- Drill and Blast Performance Evaluation ADocument8 pagesDrill and Blast Performance Evaluation AAUGEN AMBROSENo ratings yet
- 065 Wolmarans PDFDocument22 pages065 Wolmarans PDFrodrigoalcainoNo ratings yet
- Slope Paper 122Document13 pagesSlope Paper 122Anonymous PdzpkUNo ratings yet
- The Development of Drilling and Blasting Practice at Palabora Mining Company LimitedDocument16 pagesThe Development of Drilling and Blasting Practice at Palabora Mining Company LimitedPaul MatshonaNo ratings yet
- Geometallurgy and Automated Mineralogy A Tool Ore-Deposit Eval Predict ProcessDocument11 pagesGeometallurgy and Automated Mineralogy A Tool Ore-Deposit Eval Predict ProcessLuis CañariNo ratings yet
- MDSW Gujarat03Document13 pagesMDSW Gujarat03miningnova1No ratings yet
- Multicriteria Selection For An Alumina-Cement Plant Location in East Azerbaijan Province of IranDocument8 pagesMulticriteria Selection For An Alumina-Cement Plant Location in East Azerbaijan Province of Irantuing2ing4982No ratings yet
- Final Year Thesis Ignitius ZuluDocument21 pagesFinal Year Thesis Ignitius Zulushawnviljoen58No ratings yet
- Aydin EJM 2008Document18 pagesAydin EJM 2008faydin61No ratings yet
- Experience in Longwall Mining at Coalbrook CollieriesDocument15 pagesExperience in Longwall Mining at Coalbrook Collierieskatta_sridharNo ratings yet
- Application of Formation Pressure While Drilling FPWD Technology in Challenging Low Mobility Environment - Case Study From Western KazakhstanDocument8 pagesApplication of Formation Pressure While Drilling FPWD Technology in Challenging Low Mobility Environment - Case Study From Western KazakhstanJamalNo ratings yet
- Bhandari-2015 - 3D Analysis and Design of Surge Shaft Chambers For Tehri HEP in IndiaDocument10 pagesBhandari-2015 - 3D Analysis and Design of Surge Shaft Chambers For Tehri HEP in Indiabhandaritushar1390No ratings yet
- See Buyers Guide pp26-27Document17 pagesSee Buyers Guide pp26-27vinayakbunNo ratings yet
- Memoirs of Roger Max Zimmerman Volume 3 Yucca Mountain ProjectFrom EverandMemoirs of Roger Max Zimmerman Volume 3 Yucca Mountain ProjectNo ratings yet
- Diseño de Un Open Pit Por Corrida: 1.2 11.7 (US$/ton)Document5 pagesDiseño de Un Open Pit Por Corrida: 1.2 11.7 (US$/ton)Anderson Brayan Gaspar RomeroNo ratings yet
- Articulo 21Document8 pagesArticulo 21Anderson Brayan Gaspar RomeroNo ratings yet
- Articulo 1Document8 pagesArticulo 1Anderson Brayan Gaspar RomeroNo ratings yet
- Optimization of Diesel Usage at Uitvlugt Mine: by O.G. Motlogelwa and R.C.A. MinnittDocument5 pagesOptimization of Diesel Usage at Uitvlugt Mine: by O.G. Motlogelwa and R.C.A. MinnittAnderson Brayan Gaspar RomeroNo ratings yet
- Articulo 7Document9 pagesArticulo 7Anderson Brayan Gaspar RomeroNo ratings yet
- Leadscrews Ballscrews Splines CtenDocument236 pagesLeadscrews Ballscrews Splines CtenTony BeltranNo ratings yet
- Remo Mini Drumhead Catalog 05 PDFDocument28 pagesRemo Mini Drumhead Catalog 05 PDFWagner BorgesNo ratings yet
- ABB Electric Vehicle (EV) Charger CatalogeDocument49 pagesABB Electric Vehicle (EV) Charger CatalogeSEO BDM100% (1)
- Bonding, Grounding, and Surge Protection Products and Low Voltage Panel ComponentsDocument14 pagesBonding, Grounding, and Surge Protection Products and Low Voltage Panel Componentspatitay036817No ratings yet
- Satya Manet Seminar RelatedDocument13 pagesSatya Manet Seminar RelatedSatyaNo ratings yet
- Winchester Model 1885Document0 pagesWinchester Model 1885carlosfanjul1No ratings yet
- ATM Surveillance Data Display, Distribution, ProcessingDocument31 pagesATM Surveillance Data Display, Distribution, ProcessingJoaoNo ratings yet
- What Accounts For The Difference in Price of Bubble Teas in Bangkok?Document32 pagesWhat Accounts For The Difference in Price of Bubble Teas in Bangkok?teerakarn.tangNo ratings yet
- E406 81 (2012)Document4 pagesE406 81 (2012)diego rodriguezNo ratings yet
- Rectifier SystemDocument20 pagesRectifier SystemDjebali MouradNo ratings yet
- A Tale of Two CollapsesDocument8 pagesA Tale of Two CollapsesWojciech SehenNo ratings yet
- Handbook On Oil Cooling Blower (OCB) of Three Phase Eelectric Locomotive-May 2018Document55 pagesHandbook On Oil Cooling Blower (OCB) of Three Phase Eelectric Locomotive-May 2018Aravind JNo ratings yet
- Oyster ShellDocument3 pagesOyster ShellCheyzeeNo ratings yet
- IJTRD6653 PaperDocument4 pagesIJTRD6653 Papersumanjena.23.08.2000No ratings yet
- Week2 Lab and AssessmentDocument7 pagesWeek2 Lab and AssessmentreslazaroNo ratings yet
- 3 CH 6Document149 pages3 CH 6eeesolomon2124No ratings yet
- Research Paper Over Disney WorldDocument8 pagesResearch Paper Over Disney Worldaflbrpwan100% (1)
- ProfeeDocument7 pagesProfeeRose Ann P. LamonteNo ratings yet
- Condominium Space ProgDocument28 pagesCondominium Space ProgBeiya MaeNo ratings yet
- Nokia 101 User GuideDocument35 pagesNokia 101 User GuideAna AntonNo ratings yet
- 3 Drug Distrubition in HospitalDocument26 pages3 Drug Distrubition in HospitalAtrao100% (1)
- AS 400 IntroductionDocument3 pagesAS 400 IntroductionRichaNo ratings yet
- You Can Stabilize Motion With The Warp Stabilizer EffectDocument5 pagesYou Can Stabilize Motion With The Warp Stabilizer EffectMonastere De la NativiteNo ratings yet
- Geological Processes AND hAZARDSDocument17 pagesGeological Processes AND hAZARDSMELBA ALFEREZ100% (1)
- Insert-T3-H100-SARS-CoV-2 IgM IgG-HIGHTOPDocument2 pagesInsert-T3-H100-SARS-CoV-2 IgM IgG-HIGHTOPAlfredoEnriqueOrtizNo ratings yet
- Written Text As Connected DiscourseDocument28 pagesWritten Text As Connected Discoursejcig15100% (1)
- A CEO On A Tightrope Because of The Owner: DownloadDocument7 pagesA CEO On A Tightrope Because of The Owner: Downloadwissembch81No ratings yet