You might also like
- Common Defects in ConstructionDocument27 pagesCommon Defects in ConstructionApolinario Luberio IIINo ratings yet
- DPWH Standard Specification On Aggregate Sub-Base CourseDocument4 pagesDPWH Standard Specification On Aggregate Sub-Base CourseStevenAron100% (4)
- BHGY JharkhandDocument41 pagesBHGY JharkhandAryan SinghNo ratings yet
- As 2809.1-2008 Road Tank Vehicles For Dangerous Goods General Requirements For All Road Tank VehiclesDocument7 pagesAs 2809.1-2008 Road Tank Vehicles For Dangerous Goods General Requirements For All Road Tank VehiclesSAI Global - APACNo ratings yet
- Nursery SetupDocument82 pagesNursery Setupsautulhakim100% (2)
- GradingSys5 OmDocument108 pagesGradingSys5 OmVany LunaNo ratings yet
- A Simple and Effective Method of Repairing Potholes in IndiaDocument46 pagesA Simple and Effective Method of Repairing Potholes in IndiaProf. Prithvi Singh Kandhal100% (4)
- Airport Planning and ManagementDocument160 pagesAirport Planning and ManagementAmit Sharma67% (3)
- CSEB Brick Building Machine ManualDocument15 pagesCSEB Brick Building Machine ManualLem100% (2)
- Reading 1Document7 pagesReading 1Faishal Arif100% (1)
- SPJ S4 2008 PDFDocument202 pagesSPJ S4 2008 PDFfarahazura100% (4)
- Asphalt Pavement Distress Treatment TableDocument5 pagesAsphalt Pavement Distress Treatment TableSyed Azhar AliNo ratings yet
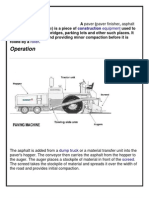
- Asphalt Paving OperationDocument7 pagesAsphalt Paving OperationfahreezNo ratings yet
- Data Sheet ST ESTABILIZADORDocument3 pagesData Sheet ST ESTABILIZADORJuan Antonio Barco MorenoNo ratings yet
- Equipment Used in Bituminous Operations: Section I - Production EquipmentDocument15 pagesEquipment Used in Bituminous Operations: Section I - Production EquipmentargaNo ratings yet
- Equipment Used in Bituminous Operations: Section I - Production EquipmentDocument15 pagesEquipment Used in Bituminous Operations: Section I - Production EquipmentargaNo ratings yet
- Equipment Used in Bituminous Operations: Section I - Production EquipmentDocument15 pagesEquipment Used in Bituminous Operations: Section I - Production EquipmentargaNo ratings yet
- Equipment Used in Bituminous Operations: Section I - Production EquipmentDocument15 pagesEquipment Used in Bituminous Operations: Section I - Production EquipmentargaNo ratings yet
- Equipment Used in Bituminous Operations: Section I - Production EquipmentDocument15 pagesEquipment Used in Bituminous Operations: Section I - Production EquipmentargaNo ratings yet
- Marshall Mix Design ProcedureDocument31 pagesMarshall Mix Design Procedurebraackw100% (2)
- Hot Mix Parte 2Document30 pagesHot Mix Parte 2Jeny BarahonaNo ratings yet
- Lab 5 Agr231Document4 pagesLab 5 Agr231aressaamilNo ratings yet
- Assignment of Construction EquipmentDocument10 pagesAssignment of Construction EquipmentTefera TemesgenNo ratings yet
- Hammer Mill ManualDocument4 pagesHammer Mill ManualWane Barratt100% (1)
- CMChapter 4 Section 405Document3 pagesCMChapter 4 Section 405qazalbash1109588No ratings yet
- Foundry and Weldinf Lab MTLR13 PrintDocument50 pagesFoundry and Weldinf Lab MTLR13 PrintAditya UNo ratings yet
- 22.9.2021 (Manuring)Document27 pages22.9.2021 (Manuring)F55 storeNo ratings yet
- Japanese Lab mixing-DSM Testing ProcedureDocument11 pagesJapanese Lab mixing-DSM Testing ProcedureFrancyNo ratings yet
- Common Defects in ConstructionDocument27 pagesCommon Defects in Constructionwew wewewNo ratings yet
- Compression BasicDocument24 pagesCompression BasicEKA NURUL FALAH 02511740000082No ratings yet
- Report On Raw Mill SectionDocument18 pagesReport On Raw Mill SectionYhaneNo ratings yet
- ATT-13/96, FORMING MARSHALL SPECIMENS, Field MethodDocument5 pagesATT-13/96, FORMING MARSHALL SPECIMENS, Field MethodCE PassajNo ratings yet
- Urea Molasses BlockDocument5 pagesUrea Molasses BlockKristi SmithNo ratings yet
- Chapter 05Document18 pagesChapter 05Jhon RayNo ratings yet
- SF Operation ManualDocument5 pagesSF Operation ManualArfil Sta Ana YongcoNo ratings yet
- Experiment No.1 Preparation of Samples For TestDocument5 pagesExperiment No.1 Preparation of Samples For TestRochelleMirandaNo ratings yet
- Soil Mechanics Lab Manual Exp 1 5 1Document19 pagesSoil Mechanics Lab Manual Exp 1 5 1rapprofugoNo ratings yet
- Dividing Test For Aggregate: Engineering Collage/civilDocument5 pagesDividing Test For Aggregate: Engineering Collage/civilاحمد الصالحيNo ratings yet
- LS-806 - Rev 34 - May 2020Document8 pagesLS-806 - Rev 34 - May 2020ming_zhu10No ratings yet
- Turfing Advice enDocument44 pagesTurfing Advice enDan AntonNo ratings yet
- Granular Fertilizer Potassium Sulphate NPK Compound Production Line Plant Introduction of Compound Fertilizer Production LineDocument2 pagesGranular Fertilizer Potassium Sulphate NPK Compound Production Line Plant Introduction of Compound Fertilizer Production LineagapitoNo ratings yet
- Info Sheet 346 Msu ExtDocument4 pagesInfo Sheet 346 Msu ExtSalman GhiasNo ratings yet
- Sprinkler Irrigation System: Selecting ADocument3 pagesSprinkler Irrigation System: Selecting AAhmad Ali Yuddin FitraNo ratings yet
- 1989 Harvesting KonsekuensiDocument4 pages1989 Harvesting KonsekuensiRizvanVavanNo ratings yet
- Common Sense of Tyres User ManualDocument9 pagesCommon Sense of Tyres User ManualJohn SimancaNo ratings yet
- Lit Nijenstein - GRINDING IN ISTA MOISTURETESTING - 2008-09-14 (On Seedtest-Org)Document9 pagesLit Nijenstein - GRINDING IN ISTA MOISTURETESTING - 2008-09-14 (On Seedtest-Org)harry.nijensteinNo ratings yet
- Geotech 1 Lab ManualDocument17 pagesGeotech 1 Lab ManualAs fans AwanNo ratings yet
- Laboratory Experiment 9 Unconfined Compression Test 1 1Document9 pagesLaboratory Experiment 9 Unconfined Compression Test 1 1Gaddiel AguilarNo ratings yet
- HMA - Mix Design ProceduresDocument10 pagesHMA - Mix Design ProceduresbopozNo ratings yet
- Chapter 3: Operational Framework 3.1 Research MethodologyDocument6 pagesChapter 3: Operational Framework 3.1 Research MethodologyJhaycEe AsisNo ratings yet
- TBM Conditioning AdditivesDocument10 pagesTBM Conditioning AdditivesfabiodbdbNo ratings yet
- Bulk Density DeterminationDocument3 pagesBulk Density DeterminationvijayNo ratings yet
- Technical Bulletin: 800 Roosevelt Road, Building C-312, Glen Ellyn, IL 60137Document4 pagesTechnical Bulletin: 800 Roosevelt Road, Building C-312, Glen Ellyn, IL 60137La FoliakNo ratings yet
- Soil Testing For FarmersDocument4 pagesSoil Testing For FarmersNancy OnuigboNo ratings yet
- HOW To GROW NO TILL COTTONmspmctn9603 Plant Materials Nrcs UsdaGOVDocument5 pagesHOW To GROW NO TILL COTTONmspmctn9603 Plant Materials Nrcs UsdaGOVJdoe3399No ratings yet
- Land PrepDocument21 pagesLand PrepMel CapalunganNo ratings yet
- AGPR Notes 2010Document137 pagesAGPR Notes 2010Robert Chara gwangwaraNo ratings yet
- Lesson 4-1 - Animal Waste ManagementDocument10 pagesLesson 4-1 - Animal Waste ManagementKrystian BonghanoyNo ratings yet
- CF 420A Hammer Mill Instruction Manual: 1. Knowing Your MachineDocument8 pagesCF 420A Hammer Mill Instruction Manual: 1. Knowing Your MachineRodrigo MachadoNo ratings yet
- PaverDocument6 pagesPaverVishal SharmaNo ratings yet
- Proctor Compaction Test: ApparatusDocument4 pagesProctor Compaction Test: ApparatuscrizelNo ratings yet
- Lect#7 - Marshall Asphalt Mix DesignMethodDocument44 pagesLect#7 - Marshall Asphalt Mix DesignMethodismailwajeh09No ratings yet
- Chapter 03 PDFDocument81 pagesChapter 03 PDFBrajnandan AryaNo ratings yet
- General Automation - Dynapar EncodersDocument1 pageGeneral Automation - Dynapar EncodersVany LunaNo ratings yet
- PRE107412 1603 Paver BrochureDocument36 pagesPRE107412 1603 Paver BrochureVany LunaNo ratings yet
- Compactasphalt 2500: MF300C - CM2500 - DF145CS - CC142Document12 pagesCompactasphalt 2500: MF300C - CM2500 - DF145CS - CC142Vany LunaNo ratings yet
- NJAPA Principles of Quality Hot Mix Asphalt Pavement Construction - Chapter5 PlacingHotMixDocument16 pagesNJAPA Principles of Quality Hot Mix Asphalt Pavement Construction - Chapter5 PlacingHotMixVany LunaNo ratings yet
- Worktips 10 Asphalt Paving With Automated Level ControlDocument2 pagesWorktips 10 Asphalt Paving With Automated Level ControlVany LunaNo ratings yet
- Topcon System 5 and Smoothtrac Manual 23021Document204 pagesTopcon System 5 and Smoothtrac Manual 23021Vany LunaNo ratings yet
- Paving Control Systems Brochure l1000401 Uk WebDocument15 pagesPaving Control Systems Brochure l1000401 Uk WebVany LunaNo ratings yet
- BOMAG Finisher BF 800. The Heavy Weight ChampionDocument20 pagesBOMAG Finisher BF 800. The Heavy Weight ChampionVany LunaNo ratings yet
- Owner'S Manual Manuel Du Propriétaire Manual Del PropietarioDocument66 pagesOwner'S Manual Manuel Du Propriétaire Manual Del PropietarioVany LunaNo ratings yet
- Performance Data: Paver (Stage V) BF 600 C-3Document4 pagesPerformance Data: Paver (Stage V) BF 600 C-3Vany LunaNo ratings yet
- Screeds For All Types of PavingDocument32 pagesScreeds For All Types of PavingVany LunaNo ratings yet
- BOMAG Finisher BF 800. The Heavy Weight ChampionDocument20 pagesBOMAG Finisher BF 800. The Heavy Weight ChampionVany LunaNo ratings yet
- COMDTINST M16672.2 Navigation Rules International InlandDocument220 pagesCOMDTINST M16672.2 Navigation Rules International Inlandeckster16No ratings yet
- Preliminary Studies On Mean Levels of Vehicular Emissions at Sections of Owerri Road NigeriaDocument9 pagesPreliminary Studies On Mean Levels of Vehicular Emissions at Sections of Owerri Road NigeriaEditor IJTSRDNo ratings yet
- Pavement Design Guidelines (Flexible) For NepalDocument37 pagesPavement Design Guidelines (Flexible) For NepalPadma Shahi100% (1)
- Module 7a Types of Land TransportationDocument25 pagesModule 7a Types of Land TransportationSaj Benedict AyalaNo ratings yet
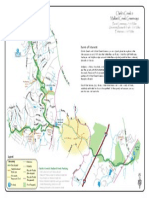
- Clarks Creek and Mallard Creek Greenways Map-2Document1 pageClarks Creek and Mallard Creek Greenways Map-2Adriana Lastra CastanedoNo ratings yet
- Tup-T - Ce Dept. - Apic - Bsce2 - Dyn - SP - W1-W2 PDFDocument5 pagesTup-T - Ce Dept. - Apic - Bsce2 - Dyn - SP - W1-W2 PDFAaron PaulNo ratings yet
- Captive Jetty at Goa PDFDocument43 pagesCaptive Jetty at Goa PDFanindya.basu859217No ratings yet
- Subway Service Guide: Rush HoursDocument1 pageSubway Service Guide: Rush HoursJulio RossiniNo ratings yet
- M3 Chirilovca Final 02.03.21Document196 pagesM3 Chirilovca Final 02.03.21Eugeniu PopazuNo ratings yet
- SMCC-HK Jo: Site JAKARTA MRT CP203 Project Project NameDocument8 pagesSMCC-HK Jo: Site JAKARTA MRT CP203 Project Project NameHery IsnantoNo ratings yet
- Dusky TrackDocument12 pagesDusky TrackJoe DavidsonNo ratings yet
- Traffic Light HistoryDocument43 pagesTraffic Light HistoryJeric CatalanNo ratings yet
- Philippine Lemon Law CoverageDocument3 pagesPhilippine Lemon Law CoveragevoalonNo ratings yet
- Traffic Engineering (Elective) Sample Question Paper (Msbte Study Resources)Document4 pagesTraffic Engineering (Elective) Sample Question Paper (Msbte Study Resources)Parv ToniNo ratings yet
- Spot Speed StudyDocument17 pagesSpot Speed Studyتنكو احمد رمضان100% (1)
- Highway Safety, Safety AnalysisDocument4 pagesHighway Safety, Safety AnalysisArman OlaNo ratings yet
- Drivers ManualDocument166 pagesDrivers ManualSidRamakrishnanNo ratings yet
- Email - Gonzalez - A - USFWS - Signs and FlyersDocument1 pageEmail - Gonzalez - A - USFWS - Signs and FlyersCORALationsNo ratings yet
- North Allston Strategic Framework - Brighton MillsDocument4 pagesNorth Allston Strategic Framework - Brighton MillsharrymattisonNo ratings yet
- Gcse Geography Coursework CastletonDocument7 pagesGcse Geography Coursework Castletonhggrgljbf100% (1)
- in Pit SurveyDocument6 pagesin Pit Surveysomnath sumanNo ratings yet
- 18fg0057 Dtailed RoadDocument74 pages18fg0057 Dtailed RoadJopheth RelucioNo ratings yet
- 1329175084542-Accident MannualDocument298 pages1329175084542-Accident MannualNikhil Dongari DNo ratings yet
- Subaru Outback Owners ManualDocument425 pagesSubaru Outback Owners Manualidfl100% (1)
- Itu PokoknyaDocument276 pagesItu Pokoknyakresna95No ratings yet
- SaferCarsForIndia S Presso Factsheet PDFDocument1 pageSaferCarsForIndia S Presso Factsheet PDFKarthik InbarajaNo ratings yet
- 20191126120000english Signal ChartDocument6 pages20191126120000english Signal Chartzubair khanNo ratings yet