You might also like
- External - 250mmDocument6 pagesExternal - 250mmchimelmelitaNo ratings yet
- MAWETHU MNGCONGO HOUSE PLAN SketchDocument1 pageMAWETHU MNGCONGO HOUSE PLAN SketchisheanNo ratings yet
- p03 01 10 6 Gilgen Sla PSXP en 1 - 0d1c6725Document2 pagesp03 01 10 6 Gilgen Sla PSXP en 1 - 0d1c6725gordoa0209No ratings yet
- Shaft JournalDocument1 pageShaft JournalDPVNo ratings yet
- Searchlight Sonar: ModelDocument4 pagesSearchlight Sonar: Modelsyarifahdwi92No ratings yet
- YG-1 - SUPER-GP Drill - EUROPE - YE - GDDocument2 pagesYG-1 - SUPER-GP Drill - EUROPE - YE - GDJoão PedroNo ratings yet
- Psychrometric Chart BasicsDocument64 pagesPsychrometric Chart BasicsAditya Untung NugrohoNo ratings yet
- PsychrometricChartBasics LectureDocument54 pagesPsychrometricChartBasics Lecturemeen19111087 KFUEITNo ratings yet
- Psychrometric Chart BasicsDocument64 pagesPsychrometric Chart BasicsHemantSharmaNo ratings yet
- Itrapartum ManagementDocument8 pagesItrapartum ManagementdanielNo ratings yet
- CMYK Test Form SRA3 US PortraitDocument1 pageCMYK Test Form SRA3 US PortraitEconotintas del ValleNo ratings yet
- Graf CNG CompressorDocument40 pagesGraf CNG CompressorcaginmulukNo ratings yet
- Aic Management: Section 5-5 01 Detail 08 01 Section 2-2 01Document1 pageAic Management: Section 5-5 01 Detail 08 01 Section 2-2 01Hung NguyentheNo ratings yet
- CMYK Test Form SRA3 US PortraitDocument1 pageCMYK Test Form SRA3 US PortraitWatcharapon WiwutNo ratings yet
- Aries Agro - Hdcsec 2014Document19 pagesAries Agro - Hdcsec 2014jigarchhatrolaNo ratings yet
- Denah Furniture 3DDocument1 pageDenah Furniture 3DkunkzNo ratings yet
- Proposed 3 Bedroom 2 Car Garage HouseDocument2 pagesProposed 3 Bedroom 2 Car Garage HousemwiingaNo ratings yet
- Geoexploration Services: Ndt/Engineering TestDocument1 pageGeoexploration Services: Ndt/Engineering TestChanarop VichalaiNo ratings yet
- GF 048-WoodbenchDocument1 pageGF 048-WoodbenchHendrika A. IrawanNo ratings yet
- Chart of Thermodynamic & Transport Properties of CO2 - ManualDocument34 pagesChart of Thermodynamic & Transport Properties of CO2 - ManualAbdus Saboor KhalidNo ratings yet
- Psych Rome TryDocument95 pagesPsych Rome Tryyashbhutada156No ratings yet
- 7dma R9 Covid Cases 20210822Document1 page7dma R9 Covid Cases 20210822Mohrein H. Ismael VINo ratings yet
- Structural Design-Fdn Detail - 1Document1 pageStructural Design-Fdn Detail - 1lasssyNo ratings yet
- Volvo Penta Inboard Diesel: Technical DataDocument2 pagesVolvo Penta Inboard Diesel: Technical DataRune SkigelstrandNo ratings yet
- HMBCDocument1 pageHMBCAchmad WildanNo ratings yet
- PPVC - Column To Column - Connection DetailDocument3 pagesPPVC - Column To Column - Connection DetailJustin TanNo ratings yet
- CHT Hfa Boys Z 5 19yearsDocument1 pageCHT Hfa Boys Z 5 19yearsRhea JavierNo ratings yet
- Height-For-Age BOYS: 5 To 19 Years (Z-Scores)Document1 pageHeight-For-Age BOYS: 5 To 19 Years (Z-Scores)A YNo ratings yet
- CHT Hfa Boys Z 5 19years PDFDocument1 pageCHT Hfa Boys Z 5 19years PDFchipta lestariNo ratings yet
- Height-For-Age BOYS: 5 To 19 Years (Z-Scores)Document1 pageHeight-For-Age BOYS: 5 To 19 Years (Z-Scores)chipta lestari100% (1)
- Who Height-For-Age Boys 5 19years PDFDocument1 pageWho Height-For-Age Boys 5 19years PDFAulia Rahman NasrunNo ratings yet
- Who Height-For-Age Boys 5 19yearsDocument1 pageWho Height-For-Age Boys 5 19yearsAulia Rahman NasrunNo ratings yet
- Aziz House Plan EditedDocument1 pageAziz House Plan Editedmasumba patrickNo ratings yet
- F-Ashenafi Argaw Residence 2007 St-Layout1Document1 pageF-Ashenafi Argaw Residence 2007 St-Layout1Jaspergroup 15No ratings yet
- Carbon Dioxide: Pressure - Enthalpy Diagram: R 90 0 Sity 7 00 KG/MDocument1 pageCarbon Dioxide: Pressure - Enthalpy Diagram: R 90 0 Sity 7 00 KG/MJackNo ratings yet
- Map of Yallahs RiverDocument1 pageMap of Yallahs RiverMAL xNo ratings yet
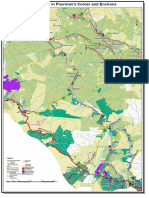
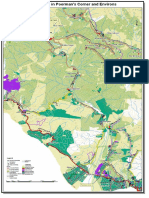
- Riverhead Poormans Corner Tabloid PDFDocument1 pageRiverhead Poormans Corner Tabloid PDFSarah YettiNo ratings yet
- Psychrometric Chart BasicsDocument57 pagesPsychrometric Chart BasicsMuhibullah MuhibNo ratings yet
- Windload Calculation On 6 Meter PolesDocument18 pagesWindload Calculation On 6 Meter PolesSameer KmNo ratings yet
- Kika Mobel Catalog (Dragged)Document1 pageKika Mobel Catalog (Dragged)Clay RiosNo ratings yet
- Pavillion DesignDocument1 pagePavillion DesignNusry MohamedNo ratings yet
- BI-10-09004-0004 Marjan Increment Program Jubail Area-Pipeline Projact PKG#18 LV Cable Sizing CalculationDocument7 pagesBI-10-09004-0004 Marjan Increment Program Jubail Area-Pipeline Projact PKG#18 LV Cable Sizing CalculationAfzal AsifNo ratings yet
- Ac-Duct - Opening in RoofDocument1 pageAc-Duct - Opening in RoofTharmalingam VijayNo ratings yet
- OMS. Altura para Idade Meninos - 5-19 Anos. em Percentil.Document1 pageOMS. Altura para Idade Meninos - 5-19 Anos. em Percentil.Eduardo DalzochioNo ratings yet
- Main Drive Shaft For Bearing Housing - EFB PressDocument1 pageMain Drive Shaft For Bearing Housing - EFB PressSalimNo ratings yet
- II Petrochemicals ENDocument2 pagesII Petrochemicals ENvikrams22No ratings yet
- Drawing1 ModelDocument1 pageDrawing1 ModelclaudioNo ratings yet
- Catálogo Geral REITZ-Handbuch - Liste17 - 1 - 60Hz PDFDocument266 pagesCatálogo Geral REITZ-Handbuch - Liste17 - 1 - 60Hz PDFFMRProsdocimi100% (2)
- 1 DRG PROJ No.-4104 No Item MKD'Document1 page1 DRG PROJ No.-4104 No Item MKD'Abid AyubNo ratings yet
- Hot Water Circulating Pumps: Automation Products AvailableDocument12 pagesHot Water Circulating Pumps: Automation Products Availablervanlaar234No ratings yet
- 111022-Aringay Lot-ModelDocument1 page111022-Aringay Lot-ModelDennisChowognaNo ratings yet
- TPG An - BondanDocument1 pageTPG An - Bondant RNo ratings yet
- VISOR DE NIVEL Stauff - Level - Gauge - Type - SNADocument2 pagesVISOR DE NIVEL Stauff - Level - Gauge - Type - SNAMarcelo Godinho BatistaNo ratings yet
- Top Multi Evo Ru 50hzDocument4 pagesTop Multi Evo Ru 50hzAnonymous qWh8Fb2No ratings yet
- 1 DRG PROJ No.-4106 No Item MKD'Document1 page1 DRG PROJ No.-4106 No Item MKD'Abid AyubNo ratings yet
- Layout of Event in World Wide CenterDocument15 pagesLayout of Event in World Wide Centergervic abregondaNo ratings yet
- Pallet Catalogues 2018Document11 pagesPallet Catalogues 2018Bin GaraisutphawanNo ratings yet
- Aktif Grounding Transformers CatalogDocument8 pagesAktif Grounding Transformers CatalogLevi Franco CarvalhoNo ratings yet
- Data Sheet 500kvaDocument3 pagesData Sheet 500kvaLevi Franco CarvalhoNo ratings yet
- SVEL - Cast Resin Dry-Type Transformers (Catalogue) - 2017 - 02Document28 pagesSVEL - Cast Resin Dry-Type Transformers (Catalogue) - 2017 - 02Levi Franco CarvalhoNo ratings yet
- CALCULATION 10 MVA Short Circuit PDFDocument4 pagesCALCULATION 10 MVA Short Circuit PDFLevi Franco Carvalho100% (2)
- AK Steel - AK Pure Iron - IntroductionDocument17 pagesAK Steel - AK Pure Iron - IntroductionLevi Franco CarvalhoNo ratings yet
- Catalogo Resina IngleseDocument9 pagesCatalogo Resina IngleseLevi Franco CarvalhoNo ratings yet
- Unicore Catalogue GBDocument20 pagesUnicore Catalogue GBLevi Franco Carvalho100% (1)
- Hedrich Vacuum Systems Vollautomatische Bandwickelmaschine Für Siemens SabugoDocument2 pagesHedrich Vacuum Systems Vollautomatische Bandwickelmaschine Für Siemens SabugoLevi Franco CarvalhoNo ratings yet
- Tribological Behavior Pure PTFE and PTFE Composites Material Under Laboratory Simulated ConditionDocument8 pagesTribological Behavior Pure PTFE and PTFE Composites Material Under Laboratory Simulated ConditionAISHWARYANo ratings yet
- MAINCOTE™ AE-58 Emulsion: Property Typical ValuesDocument2 pagesMAINCOTE™ AE-58 Emulsion: Property Typical ValuesNONo ratings yet
- Saltshield Cementing Service: Resilient Salt-Zone SlurryDocument2 pagesSaltshield Cementing Service: Resilient Salt-Zone SlurryGonzalo GabrielNo ratings yet
- Alinettoys Milli and MolliDocument20 pagesAlinettoys Milli and MolliVanessa Alexia Iñiguez Esquivias100% (7)
- Hydraulic Process For Productivity Of: A Increasing THE WellsDocument8 pagesHydraulic Process For Productivity Of: A Increasing THE WellsCARLOS OSIEL SEBASTIÁN VALDÉSNo ratings yet
- Civil Data 2018-19Document164 pagesCivil Data 2018-19Kishore KrishnanNo ratings yet
- Advanced Wound DressingsDocument32 pagesAdvanced Wound DressingskkmNo ratings yet
- Paints, Varnishes, and Related Products: Bailey's Industrial Oil and Fat Products, Sixth Edition, Six Volume SetDocument45 pagesPaints, Varnishes, and Related Products: Bailey's Industrial Oil and Fat Products, Sixth Edition, Six Volume SetAbbas AliNo ratings yet
- Round Open Head Pails: RedefiningDocument2 pagesRound Open Head Pails: RedefiningAnand KulkarniNo ratings yet
- GAIL Tender For Specification For Painting of PipelinesDocument13 pagesGAIL Tender For Specification For Painting of PipelinesKumararaja Konikki100% (1)
- t220 Building Drawing n3 QP Aug 2014Document8 pagest220 Building Drawing n3 QP Aug 2014Balungile0% (1)
- Update: BusinessDocument2 pagesUpdate: BusinessRaul TejedaNo ratings yet
- Resist Dyeing and Its MethodsDocument2 pagesResist Dyeing and Its MethodsRosheen Rahat50% (2)
- US Series W X F (New) 8-19Document1 pageUS Series W X F (New) 8-19Heriberto MejiaNo ratings yet
- Cti. Fiberglass Reinforced Polyester in Cooling Towers - Structural Application (FRP)Document12 pagesCti. Fiberglass Reinforced Polyester in Cooling Towers - Structural Application (FRP)GIUSEPPE PIZZINo ratings yet
- Mild Steel Mig Welding WireDocument2 pagesMild Steel Mig Welding WireDheebika MurugesanNo ratings yet
- NCR 003 NaceDocument4 pagesNCR 003 NaceAbdul Gafoor ShaikhNo ratings yet
- Ionic and Covalent Bonds GizmosDocument6 pagesIonic and Covalent Bonds GizmosCharley Ray TaylorNo ratings yet
- List of CompaniesDocument8 pagesList of Companiesakhil100% (1)
- Hydraulic Fluid Changeover Procedure: Marine Lubricants Information Bulletin 16Document3 pagesHydraulic Fluid Changeover Procedure: Marine Lubricants Information Bulletin 16AymanSayedElantableeNo ratings yet
- Cooling Tower Specs - Cti Certified Cross FlowDocument2 pagesCooling Tower Specs - Cti Certified Cross FlowShahab Z AhmedNo ratings yet
- WW4 - Phet Simulation - Balancing Equations - SarabilloDocument4 pagesWW4 - Phet Simulation - Balancing Equations - Sarabillo잼잼No ratings yet
- Grundfos Vertical Multistage Centrifugal Pumps CR Cri CRN 10 60hzDocument12 pagesGrundfos Vertical Multistage Centrifugal Pumps CR Cri CRN 10 60hzAnonymous 8Xzl476oxNo ratings yet
- USM ReportDocument21 pagesUSM ReportChandrakant SaurabhNo ratings yet
- Liquid DrainersDocument19 pagesLiquid DrainersPaulo CostaNo ratings yet
- Importance of Self Healing ConcreteDocument19 pagesImportance of Self Healing ConcreteAnonymous gA8TMWG1pw86% (7)
- LTRC 14-4ST Technical Summary 579 I-10 Girder Repair Using Post-Tensioned Steel Rods and Carbon Fiber Composite Cables (CFCC)Document2 pagesLTRC 14-4ST Technical Summary 579 I-10 Girder Repair Using Post-Tensioned Steel Rods and Carbon Fiber Composite Cables (CFCC)Observer 2016No ratings yet
- Electrochemistry Notes...Document11 pagesElectrochemistry Notes...bholu803201No ratings yet
- Pranav ChemicalsDocument5 pagesPranav ChemicalsPranav ChemicalsNo ratings yet
- New Products For Maintenance, Repair & SafetyDocument2 pagesNew Products For Maintenance, Repair & SafetyProject Sales CorpNo ratings yet
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionFrom EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionRating: 3 out of 5 stars3/5 (1)
- The Cyanide Canary: A True Story of InjusticeFrom EverandThe Cyanide Canary: A True Story of InjusticeRating: 4 out of 5 stars4/5 (52)
- Principles of direct and superior responsibility in international humanitarian lawFrom EverandPrinciples of direct and superior responsibility in international humanitarian lawNo ratings yet
- Deepwater Deception: The Truth about the Tragic Blowout & Perversion of American JusticeFrom EverandDeepwater Deception: The Truth about the Tragic Blowout & Perversion of American JusticeNo ratings yet
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle against DuPontFrom EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle against DuPontRating: 4.5 out of 5 stars4.5/5 (9)
- Did Your Can of Soda Kill A Whale? Water Pollution for Kids | Children's Environment BooksFrom EverandDid Your Can of Soda Kill A Whale? Water Pollution for Kids | Children's Environment BooksNo ratings yet
- Slow Violence and the Environmentalism of the PoorFrom EverandSlow Violence and the Environmentalism of the PoorRating: 4 out of 5 stars4/5 (5)
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontFrom EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontRating: 4.5 out of 5 stars4.5/5 (18)
- Reduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksFrom EverandReduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksNo ratings yet
- The Rights of Nature: A Legal Revolution That Could Save the WorldFrom EverandThe Rights of Nature: A Legal Revolution That Could Save the WorldRating: 5 out of 5 stars5/5 (1)
- Waste: One Woman’s Fight Against America’s Dirty SecretFrom EverandWaste: One Woman’s Fight Against America’s Dirty SecretRating: 5 out of 5 stars5/5 (1)
- Desperate: An Epic Battle for Clean Water and Justice in AppalachiaFrom EverandDesperate: An Epic Battle for Clean Water and Justice in AppalachiaRating: 4 out of 5 stars4/5 (1)
- Down to the Wire: Confronting Climate CollapseFrom EverandDown to the Wire: Confronting Climate CollapseRating: 4.5 out of 5 stars4.5/5 (8)
- 3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionFrom Everand3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionNo ratings yet
- Dawn at Mineral King Valley: The Sierra Club, the Disney Company, and the Rise of Environmental LawFrom EverandDawn at Mineral King Valley: The Sierra Club, the Disney Company, and the Rise of Environmental LawRating: 4 out of 5 stars4/5 (334)
- Ecosystem Facts That You Should Know - The Forests Edition - Nature Picture Books | Children's Nature BooksFrom EverandEcosystem Facts That You Should Know - The Forests Edition - Nature Picture Books | Children's Nature BooksNo ratings yet
- Environmental Education in Practice: Concepts and ApplicationsFrom EverandEnvironmental Education in Practice: Concepts and ApplicationsNo ratings yet
- Busted!: Drug War Survival Skills and True Dope DFrom EverandBusted!: Drug War Survival Skills and True Dope DRating: 3.5 out of 5 stars3.5/5 (7)
- The Fight Against Monsanto's Roundup: The Politics of PesticidesFrom EverandThe Fight Against Monsanto's Roundup: The Politics of PesticidesMitchel CohenRating: 5 out of 5 stars5/5 (1)