You might also like
- Electroplating Anodizing Metal PDFDocument53 pagesElectroplating Anodizing Metal PDFCrystian Kobee EmpeynadoNo ratings yet
- Electroplating Zinc and Zinc Alloys: Processes and PropertiesDocument30 pagesElectroplating Zinc and Zinc Alloys: Processes and PropertiesHari SuthanNo ratings yet
- Alodine 1200S, Technical BulletinDocument6 pagesAlodine 1200S, Technical BulletinRamiro ArtazaNo ratings yet
- Post Treatment of Hot Dip Galvanized Steel Sheet-Chromating, Phosphating and Other Alternative Passivation TechnologiesDocument22 pagesPost Treatment of Hot Dip Galvanized Steel Sheet-Chromating, Phosphating and Other Alternative Passivation TechnologiesAmirtharaaj VijayanNo ratings yet
- Chromate Conversion Coatings and Their Current AppDocument5 pagesChromate Conversion Coatings and Their Current AppDeni HermawanNo ratings yet
- Friction Stir Welding of Dissimilar Alloys and MaterialsFrom EverandFriction Stir Welding of Dissimilar Alloys and MaterialsRating: 3 out of 5 stars3/5 (1)
- Surface Treatment Passivation PD6103 CPBok 017 PL 2 REV. NA 13aug20 FinalDocument10 pagesSurface Treatment Passivation PD6103 CPBok 017 PL 2 REV. NA 13aug20 Finalamirkhakzad498No ratings yet
- Sae Ams03-3-2015Document8 pagesSae Ams03-3-2015raulNo ratings yet
- Cqi 11v2 Special Process Plating System Assessment PDFDocument15 pagesCqi 11v2 Special Process Plating System Assessment PDFaadmaadmNo ratings yet
- How To Use Anodizing Defects Catalogue Photo Gallery: 3.1 Acid CorrosionDocument21 pagesHow To Use Anodizing Defects Catalogue Photo Gallery: 3.1 Acid CorrosionSatyendra PandeyNo ratings yet
- Dissertation HidayatDocument54 pagesDissertation HidayatHong Keat Oh100% (1)
- ATOTECH - EcoTri - Bright Zinc Plating - Hexavalent Chrome FreeDocument4 pagesATOTECH - EcoTri - Bright Zinc Plating - Hexavalent Chrome FreeWK Sinn100% (1)
- Control of The Mat Gloss BalanceDocument3 pagesControl of The Mat Gloss Balancejulio100% (1)
- Is 6009 1970 PDFDocument11 pagesIs 6009 1970 PDFkishor150688No ratings yet
- Porous Anodic Aluminum Oxide: Anodization and Templated Synthesis of Functional NanostructuresDocument70 pagesPorous Anodic Aluminum Oxide: Anodization and Templated Synthesis of Functional NanostructuresVũ Hoàng QuânNo ratings yet
- Anodizing Standards and and Quality Control Tests Quality Control Tests of America's AutomakersDocument25 pagesAnodizing Standards and and Quality Control Tests Quality Control Tests of America's AutomakersshrikantbagalNo ratings yet
- Adiabatic Shear Localization: Frontiers and AdvancesFrom EverandAdiabatic Shear Localization: Frontiers and AdvancesBradley DoddNo ratings yet
- ASTM E505 - 01 (2011) Standard Reference Radiographs For Inspection of Aluminum and Magnesium Die CastingsDocument3 pagesASTM E505 - 01 (2011) Standard Reference Radiographs For Inspection of Aluminum and Magnesium Die CastingschinwaihoongNo ratings yet
- Shot Peening Coverage Requirements: Academic StudyDocument6 pagesShot Peening Coverage Requirements: Academic StudyUmit AytarNo ratings yet
- Recovery of Metals From Aluminum Dross and Saltcake: J.Y. Hwang, X. Huang, and Z. XuDocument16 pagesRecovery of Metals From Aluminum Dross and Saltcake: J.Y. Hwang, X. Huang, and Z. XuSatyaranjan SahuNo ratings yet
- Composite FailureDocument28 pagesComposite FailurerhinemineNo ratings yet
- Surface Contamination: Proceedings of a Symposium Held at Gatlinburg, Tennessee, June 1964From EverandSurface Contamination: Proceedings of a Symposium Held at Gatlinburg, Tennessee, June 1964B. R. FishNo ratings yet
- Titration Methods For Sulfuric Acid Anodizing Baths - Products FinishingDocument2 pagesTitration Methods For Sulfuric Acid Anodizing Baths - Products Finishingabhishek_giteNo ratings yet
- SURFACE ENGINEERING TECHNIQUESDocument21 pagesSURFACE ENGINEERING TECHNIQUESPalak Naik100% (1)
- Chrome Plating On ABSDocument52 pagesChrome Plating On ABSmarkNo ratings yet
- Advanced Scratch Testing Evaluation CoatingsDocument36 pagesAdvanced Scratch Testing Evaluation CoatingsPlínio Furtat100% (1)
- TALAT Lecture 1100.01: Introduction: Aluminium, A Light MetalDocument10 pagesTALAT Lecture 1100.01: Introduction: Aluminium, A Light MetalCORE MaterialsNo ratings yet
- Zero Defect Strategy Download 17-11-09Document9 pagesZero Defect Strategy Download 17-11-09Jagadeesh NandamNo ratings yet
- User's Guide To Powder Coating: Fourth EditionDocument10 pagesUser's Guide To Powder Coating: Fourth EditionGaurav AmberkarNo ratings yet
- Surface Pretreatment by Phosphate Conversion CoatiDocument49 pagesSurface Pretreatment by Phosphate Conversion CoatiJhon QsacNo ratings yet
- Rheocasting of Aluminum 201Document56 pagesRheocasting of Aluminum 201Nahid LatonaNo ratings yet
- Modern Surface Engineerin PDFDocument237 pagesModern Surface Engineerin PDFĐức Tùng NgôNo ratings yet
- Reducing Aluminium Anodizing Costs with Solar HeatingDocument14 pagesReducing Aluminium Anodizing Costs with Solar Heatingaditya_welekarNo ratings yet
- Adhesion of PolymersDocument21 pagesAdhesion of PolymersKorso91087No ratings yet
- Paint TroubleshootingDocument23 pagesPaint TroubleshootingNooruddin SheikNo ratings yet
- TALAT Lecture 2102.02: An Upper Casing For An Automobile Steering Column, Special Study: Impact ExtrusionDocument15 pagesTALAT Lecture 2102.02: An Upper Casing For An Automobile Steering Column, Special Study: Impact ExtrusionCORE Materials100% (1)
- Hard Chrome Plating PlantsDocument5 pagesHard Chrome Plating Plants19bt01019No ratings yet
- Mechanical Hydrogen Embrittlement Evaluation of Plating/ Coating Processes and Service EnvironmentsDocument19 pagesMechanical Hydrogen Embrittlement Evaluation of Plating/ Coating Processes and Service EnvironmentsLeo Costa100% (1)
- Qualanod SpecDocument62 pagesQualanod SpecwilliamNo ratings yet
- TALAT Lecture 4702: Factors Influencing The Strength of Adhesive JointsDocument13 pagesTALAT Lecture 4702: Factors Influencing The Strength of Adhesive JointsCORE MaterialsNo ratings yet
- D0031 (2012-N) NES: Marking of Polymeric PartsDocument16 pagesD0031 (2012-N) NES: Marking of Polymeric PartsDiego CamargoNo ratings yet
- Defect History: Sr. No Typeof Defect Action StatusDocument22 pagesDefect History: Sr. No Typeof Defect Action StatusSameer SaxenaNo ratings yet
- TL 256 en 2022Document8 pagesTL 256 en 2022Michal BílekNo ratings yet
- Master Form VDADocument4 pagesMaster Form VDAapi-3856433No ratings yet
- NASA Plating PaperDocument142 pagesNASA Plating PaperRussell ShacklefordNo ratings yet
- PSWDocument2 pagesPSWLinda G. CordovaNo ratings yet
- Forging Die Design & SimulationDocument8 pagesForging Die Design & SimulationKumar SatyamNo ratings yet
- Black PassivationDocument12 pagesBlack PassivationZineb100% (1)
- ASTM E8-04 - Tension Testing of Metallic MaterialsDocument24 pagesASTM E8-04 - Tension Testing of Metallic MaterialsSỹ HiệpNo ratings yet
- Surface FinsihDocument97 pagesSurface Finsihsreejith2786No ratings yet
- Stainless Steel Flat ProductsDocument15 pagesStainless Steel Flat Productsstrip1No ratings yet
- General Overview On Test Standards For Li-Ion Batteries Part 1Document3 pagesGeneral Overview On Test Standards For Li-Ion Batteries Part 1Ivan MarijanovićNo ratings yet
- Failure Analysis of Overhead Transmission Line Compression ClampsDocument26 pagesFailure Analysis of Overhead Transmission Line Compression ClampsRK KumarNo ratings yet
- Brochure - Rev 15 PDFDocument9 pagesBrochure - Rev 15 PDFCicero Gomes de SouzaNo ratings yet
- Navigating The Automotive Specifications For Aluminum AnodizingDocument17 pagesNavigating The Automotive Specifications For Aluminum AnodizingsonchemenNo ratings yet
- Supplier Manual TribarDocument17 pagesSupplier Manual TribarAvyan Kelan100% (1)
- Zylite Stabilizer Ds v05Document5 pagesZylite Stabilizer Ds v05Santiago TuestaNo ratings yet
- FluidTrend User GuideDocument12 pagesFluidTrend User Guidevivek nuthiNo ratings yet
- Cuttin G Flu Ids Manual: Collected Knowled Ge On Cuttin G Flu Id S For Metalworkin GDocument1 pageCuttin G Flu Ids Manual: Collected Knowled Ge On Cuttin G Flu Id S For Metalworkin Gvivek nuthiNo ratings yet
- MWF Training - Level 1 CourseDocument37 pagesMWF Training - Level 1 Coursevivek nuthiNo ratings yet
- Bianca SlidesCarnivalDocument39 pagesBianca SlidesCarnivalConstanzaNo ratings yet
- Tramp Oil Removal System - CPS - CatalogueDocument2 pagesTramp Oil Removal System - CPS - Cataloguevivek nuthiNo ratings yet
- Julia Pro Technical Specifications 2020Document4 pagesJulia Pro Technical Specifications 2020vivek nuthiNo ratings yet
- Changing Dynamics : Aerospace & Defence IndustryDocument68 pagesChanging Dynamics : Aerospace & Defence Industryvivek nuthiNo ratings yet
- India's Growing Aerospace IndustryDocument21 pagesIndia's Growing Aerospace Industryvivek nuthi0% (1)
- Rego-Fix Main Catalogue EnglishDocument360 pagesRego-Fix Main Catalogue Englishvivek nuthiNo ratings yet
- Introduction To Chemistry: Short Notes Class 6 ICSEDocument3 pagesIntroduction To Chemistry: Short Notes Class 6 ICSEParimala DhanasekaranNo ratings yet
- Nickel-Iron For Cast Iron: Data SheetDocument3 pagesNickel-Iron For Cast Iron: Data SheetSandro ChiliquingaNo ratings yet
- O Level Bio - Chapter 1 - CellsDocument10 pagesO Level Bio - Chapter 1 - CellsTakudzwa ZvidzaNo ratings yet
- ? Organic ChemHack 2nd EDITION - SampleDocument17 pages? Organic ChemHack 2nd EDITION - SampleKomal88% (17)
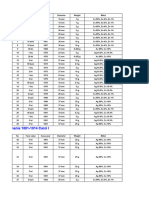
- Tabel Monede Romanesti 1867-2021Document75 pagesTabel Monede Romanesti 1867-2021Nisipeanu Ionut SilvianNo ratings yet
- DSC analysis of hair denaturationDocument2 pagesDSC analysis of hair denaturationDiosel Rezia PrazaNo ratings yet
- Lesson 4: Leadership and The YouthDocument7 pagesLesson 4: Leadership and The Youthciedelle arandaNo ratings yet
- CLEANING AND MAINTAINING KITCHEN PREMISESDocument53 pagesCLEANING AND MAINTAINING KITCHEN PREMISESJaye Ruanto50% (2)
- 1 Pharmaceutical Packaging An Art of Prote PDFDocument9 pages1 Pharmaceutical Packaging An Art of Prote PDFsamuel seifuNo ratings yet
- Smart Sensors For Real-Time Water Quality Monitoring: Subhas Chandra Mukhopadhyay Alex Mason EditorsDocument291 pagesSmart Sensors For Real-Time Water Quality Monitoring: Subhas Chandra Mukhopadhyay Alex Mason EditorsmikeNo ratings yet
- Production Optimization and Quality Assessment of Biodiesel From Waste Vegetable OilDocument8 pagesProduction Optimization and Quality Assessment of Biodiesel From Waste Vegetable OilNilmar NasaanNo ratings yet
- TDS Drewplus L-1311SDocument1 pageTDS Drewplus L-1311SIridian Cano CeronNo ratings yet
- HPLC Method DevelopmentDocument13 pagesHPLC Method DevelopmentBharat SutharNo ratings yet
- Engineering ChemistryDocument4 pagesEngineering ChemistrySaha naNo ratings yet
- NSF International / Nonfood Compounds Registration ProgramDocument1 pageNSF International / Nonfood Compounds Registration ProgramJudithSugarriaLiraNo ratings yet
- Yeast growth kinetics and fermentation analysisDocument2 pagesYeast growth kinetics and fermentation analysisDhairyashil Patil0% (1)
- Ch5 PDFDocument14 pagesCh5 PDFB.No ratings yet
- The Mineral Potential of The Labrador Trough For Iron Oxide-Copper-Gold (IOCG) and Affiliated DepositsDocument21 pagesThe Mineral Potential of The Labrador Trough For Iron Oxide-Copper-Gold (IOCG) and Affiliated DepositsYamaliRequenaNo ratings yet
- Organic Chemistry II Problem Set Reaction of Substituted BenzeneDocument4 pagesOrganic Chemistry II Problem Set Reaction of Substituted BenzenesaddamixoNo ratings yet
- CONCEPT MAP of HISTORY of ORGANIC CHEMISTRY - JHON DAVE SURBANO - BSED-SCIENCE 2ADocument1 pageCONCEPT MAP of HISTORY of ORGANIC CHEMISTRY - JHON DAVE SURBANO - BSED-SCIENCE 2AJhon dave SurbanoNo ratings yet
- MKA-510N / MKS-510N: Operation ManualDocument144 pagesMKA-510N / MKS-510N: Operation ManualSafrul WahyudiNo ratings yet
- 2017 - Formulation & Adjuvant Technology 15Document1 page2017 - Formulation & Adjuvant Technology 15Catherine TangNo ratings yet
- ASTM E407-07 Standard Practice For Microetching Metals and AlloysDocument22 pagesASTM E407-07 Standard Practice For Microetching Metals and AlloysRifqiMahendraPutra100% (3)
- Properties of MineralsDocument31 pagesProperties of MineralsJenzen fe PalmaNo ratings yet
- 1.nitrogen Fertilizer. Nitrogen Fertilizer Fertilizers Nitrogen N Fertilizer NitrogenDocument4 pages1.nitrogen Fertilizer. Nitrogen Fertilizer Fertilizers Nitrogen N Fertilizer NitrogenAngeel MalicseNo ratings yet
- Polyethylene: Borstar FB1520Document3 pagesPolyethylene: Borstar FB1520Tammam HassanNo ratings yet
- First Summative Test in Science 6Document2 pagesFirst Summative Test in Science 6John Amper PesanoNo ratings yet
- 1.2. EAF Melter Slag Pot. Face Shield, Nose Mask Record ReferenceDocument6 pages1.2. EAF Melter Slag Pot. Face Shield, Nose Mask Record ReferenceBibhudutta mishraNo ratings yet
- Model No 20501Document5 pagesModel No 20501Achmad HambaliNo ratings yet
- Redox and Electrochem Review Multiple Choice Eboard AnswersDocument4 pagesRedox and Electrochem Review Multiple Choice Eboard AnswersKhaledEl-MaghallawyNo ratings yet