Professional Documents
Culture Documents
An Introduction To Failure Analysis For Metallurgical Engineers
Uploaded by
Navneet SharmaOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
An Introduction To Failure Analysis For Metallurgical Engineers
Uploaded by
Navneet SharmaCopyright:
Available Formats
An Introduction to Failure Analysis for Metallurgical Engineers
TMS Outstanding Student
Paper Contest Winner--
1999 Undergraduate Division
An Introduction to Failure Analysis for Metallurgical Engineers
Thomas Davidson
FORWARD
The objective of this paper is to introduce the reader to the procedures generally
followed when conducting a metallurgical failure analysis. Due to the large
number, of possible causes of failures, this report will not delve deeply into
theory. Instead, six failure case reports are provided to allow the reader to learn
by example. For this reason, the reader is expected to have some background
knowledge of failure mechanisms. However, the paper includes a detailed
bibliography containing several sources that were used during my summer
employment to help carry out these cases. The six cases presented are cases I
worked on over the summer of 98 for Noranda Technology Centre in the
Materials Technology for Failure Prevention group.
CONTENTS
PROCEDURE ● FORWARD
● PROCEDURE
To increase the odds of completing a conclusive failure analysis while at the same
● CASE STUDIES
time saving time and money, investigations should be carried out using a
❍ Introduction to Case Studies
systemic approach similar to that outlined in Figure P.1. It is important to note
❍ Case Study 1: Crane Bolt
however, that it is often impossible to foresee results that might require the
investigator to go back and repeat a test. A simple way reduce the occurrence of Failure
this is to go into a case well informed on how similar systems have failed. An ❍ Case Study 2: Rider Roller
excellent source of for this type of information is the ASM handbooks, Shaft Failure
particularly volume 10 on "Failure analysis and prevention". This book is an ❍ Case Study 3: Crane Pin
invaluable reference to the beginner and the expert and should be consulted Failure
regularly. Another important source of information are the standards by which the ❍ Case Study 4: Shaft Bearing
part was manufactured. These standards give the investigator a measuring stick
Failure
by which to compare, as well as indicating areas of importance. There are many
❍ Case Study 5: Bronze Bull
organisations that produce standards for different applications and several
organisations standards can overlap. It would be a good idea for the investigators Gear Failure
to spend some time familiarising themselves with these organisations and how the ❍ Case Study 6: Analysis of
standards are used. Table P.1 gives a brief list of the more common organisations 316L Reducer Failure
that write standards and their general area of coverage. ● APPENDIX 1: EXAMPLE
QUESTIONNAIRE
The first step in conducting any failure analysis is to gain a good understanding of ● Bibliography
the conditions under which the part was operating. The investigator must ask
questions from those who work with, as well as those who maintain the
equipment and visit the site whenever possible. Contacting the manufacturer may
also be necessary. A simple questionnaire, presented in Appendix 1, is a good
place to start and will lead the investigator to more detailed questions. Unfortunately, in many instances the investigator will
receive a failed part with little information about its history and operating conditions. In cases such as these the physical
http://www.tms.org/Students/Winners/Davidson/Davidson.html (1 of 21)2/6/2011 2:49:39 PM
An Introduction to Failure Analysis for Metallurgical Engineers
evidence will have to be more heavily relied on.
Figure P.1. Chart outlining the major steps that are usually taken when conducting a failure
analysis.
Table P.1--Common standard organisations and their general area of coverage.
Acronym Coverage
AISI Steel composition standards
ASTM Standards for materials and their manufacture
API Petroleum industry standards which are used by many other industries
ASME Responsible for Boiler Pressure vessel codes
NACE Codes for materials exposed to corrosive environments
SAE Automotive industry standards used by many other industries
UNS Classification for metals and metal alloys
The second step is to conduct a visual examination, cataloguing and recording the physical evidence at the same time. This
serves the functions of:
● Familiarising the investigators with the evidence.
● Creating a permanent record that can be referred to in light of new information.
Samples should be examined, photographed and sketched taking particular care to identify and record any area of particular
importance, such as fracture surfaces and surface defects. Visual examination can be aided by the use of a stereomicroscope with
lights that can be easily directed. Shadows can give depth to a surface making it easier to analysis and photograph. Pieces should
always be examined and recorded before any surface cleaning is undertaken. In some cases substances such as dirt, paint and Oil
on the surface can themselves be important clues, indicating such things as how old the fracture surface is and in what kind of
environment the piece was operating. A good general rule is to be conservative when destroying evidence of any kind. The
visual examination is a good time for the investigator to examine the fracture surfaces in detail and try to identify the mode of
fracture (brittle , ductile, fatigue, etc.), points of initiation, and direction of propagation. Each mode of fracture has distinct
characteristics that can be easily seen with the naked eye or the use of a stereomicroscope, however, sometimes a scanning
electron microscope (SEM) will have to be used. There are several good books, some listed in the bibliography, on fracture
mechanism and compilations of fracture surface photographs that can be used by the investigator to identify the mechanism of
http://www.tms.org/Students/Winners/Davidson/Davidson.html (2 of 21)2/6/2011 2:49:39 PM
An Introduction to Failure Analysis for Metallurgical Engineers
fracture under investigation. As a reminder, some common fracture surface characteristics arc listed in Table P.2 with their
corresponding mechanism.
Table P.2--Fracture mechanisms and their fracture surface characteristics.
Mode of Fracture Typical fracture surface Characteristics
Ductile Cup and Cone
Dimples
Dull Surface
Inclusion at the bottom of the dimple
Brittle Intergranular Shiny
Grain Boundary cracking
Brittle Transgranular Shiny
Cleavage fractures
Flat
Fatigue Beachmarks
Striations (SEM)
Initiation sites
Propagation area
Zone of final fracture
The third step is to decide on a course of action. Based on the visual examinations and the background information the
investigator must outline a plan of action, which is the series of steps that will be needed to successfully complete the case. There
are several resources that an investigator can draw on to determine the cause of failure, which can classified into one of the
following categories:
● Macroscopic examination
● Non-destructive testing (NDT)
● Chemical analysis
● Metallographic examination
● Mechanical Testing
Many of these categories will require steps that use the same equipment and therefore much time can be saved with a little
forethought. The macroscopic examination is best performed when cataloguing the samples, however the investigator will often
want to return to examine the part in more detail once other evidence is gathered. Use of a scanning electron microscope (SEM)
is often useful at this stage because of its large range of magnifications and its large depth of field. Since undamaged fracture
surfaces are not always available, it is often a good idea to open other cracks that may be present in the piece. This often reveals
good quality fracture surfaces similar to those that caused failure. Procedures for doing this can also be found in the ASM
handbook volume 10.
Nondestructive tests (NDT) are a good way to examine parts without causing permanent damage. Often times, results obtained
from examining failed parts in the lab using NDT's can be used to examine parts in the field and remove them from service
before failure occurs. There are several NDT's that are available to the investigator and it would be a good idea to read up on
each ones abilities. Table P.3 gives an outline of NDT's available and what they are able to detect.
Table P.3--Commonly used nondestructive tests and there capabilities in detecting defects.
http://www.tms.org/Students/Winners/Davidson/Davidson.html (3 of 21)2/6/2011 2:49:39 PM
An Introduction to Failure Analysis for Metallurgical Engineers
NDT Method Capabilities
Radiography ●
Measures differences in radiation absorption.
●
Inclusions, Porosity, Cracks
Ultrasonic ●
Uses high frequency sonar to find surface and subsurface defects.
●
Inclusions, porosity, thickness of material, position of defects.
Dye Penetrate ●
Uses a die to penetrate open defects.
●
Surface cracks and porosity
Magnetic Particle ●
Uses a magnetic field and iron powder to locate surface and near
surface defects.
●
Surface cracks and defects
Eddy Current ●
Based on magnetic induction.
●
Measures conductivity, magnetic permeability, physical
dimensions, cracks, porosity, and inclusions.
Chemical analysis is done on the bulk of the material to confirm the material composition. Depending on the investigation,
chemical analysis should also be done on any overlay materials or surface residues. There arc several techniques that can be used
to check composition, and the choice of which to use often depends on accessibility and sample type. In many cases, the SEM
can be a powerful tool for fast identification of surface materials. Care should be taken not to contaminate samples taken for
chemical analysis by surface residue or cutting instruments.
Metallographic examination involves the sectioning of samples to examine the microstructure. The sections that are selected for
examination are dependent on the type of piece and the mode of fracture. Sections from the sample should be taken in different
planes so that any differences in the microstructure can be seen. Sometimes it is useful to take a cross section through the
fracture surface so that the microstructure below the fracture and the surface profile can be examined. A section running parallel
to the fracture surface is also often taken for examination. Samples should be mounted, ground, and polished using
metallographic techniques. They should be examined before etching for porosity, inclusions, and other defects. Microstructures
should be identified and their properties researched. There are several referenced that the investigator can refer to for
identification of uncertain structures.
Mechanical testing is done to verify that the mechanical properties of the material conform to the standards. There are many
types of mechanical testing that can be performed and their procedures can be found in the ASTM mechanical testing standards.
The most common method used is hardness testing because of its relative simplicity, low cost, and the fact that for many
materials tables exist to relate hardness with yield strength. A macrohardness is usually sufficient to determine material
http://www.tms.org/Students/Winners/Davidson/Davidson.html (4 of 21)2/6/2011 2:49:39 PM
An Introduction to Failure Analysis for Metallurgical Engineers
properties, however microhardnesss measurements are helpful in determining property variations within the material. Use the
microhardness measurement to compare the surface hardness to that of the body or to verify the microstructure. Other
mechanical testing such as tensile tests and impact tests can be used, however their use is usually limited by insufficient material
and high costs .
Once all the data is gathered, the investigator must come to a conclusion based on the evidence present. This requires that the
investigator draw heavily on background experience and research performed. This step can be difficult because when conducting
the investigation clues will lead the investigator down paths that seem to be the cause but which are merely consequences.
The final and most difficult step in any investigation is coming up with recommendations. Some cases will be simple, however
many cases are not obvious even though the cause and theory are known. Recommendations are not to be taken lightly. Serious
failures can occur if recommendations are in error. The system may have to be redesigned or a new material put in place.
Sometimes all you will be able to recommend is that inspections be carried out more often.
CASE STUDIES
Introduction to Case Studies
These case studies are actual reports submitted in response to industrial failures. The purpose of these reports is to demonstrate
by example. Most of the cases mention the techniques that where used when stating the results. They where written at a basic
level due to the uncertainty of background of the reader and further reading is be recommended to better understand the failure
mechanism. Most of the cases that are presented here have comparable cases in the ASM failure analysis handbook.
Case Study 1: Crane Bolt Failure
Introduction:
One of two bolts supporting a load of 16 200 lbs failed while in service causing eight hours of downtime on an essential machine
to production. The bolts were in operation on a crane used to transfer anodes into the machine. Figure 1.1 shows a drawing of the
set-up and the location of fraction Just above the nut. The crane cycled 600 time a day 7 days a week.
The broken bolt (Figure 1.2) and a new unused bolt, recommended by the supplier for the application, were supplied to conduct
the investigation. The original designers of the crane specified a bolt that conforms to SAE standards grade 5. The supplier of the
new bolt confirmed that it was made to conform with ASTM standard A 193 grade B7.
http://www.tms.org/Students/Winners/Davidson/Davidson.html (5 of 21)2/6/2011 2:49:39 PM
An Introduction to Failure Analysis for Metallurgical Engineers
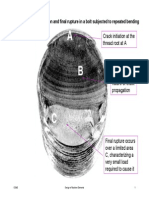
Figure 1.1. Drawing of the bolt and Figure 1.2. Photograph of broken Figure 1.3. Photograph of fracture
crane set-up. bolt surface.
Results:
Observations
Examination of the fracture surface revealed characteristics such as a beachmarks associated with fatigue (Figure 1.3). The zone
of final fracture was located between two areas of fatigue propagation suggesting the presence of bending forces. The surface
area of final fracture was approximately 12% of the total fracture surface suggesting that the bolt was not overloaded. Cracks
where also found between threads near the fracture surface indicating that the bolt was highly susceptible to fatigue initiation.
Results from chemical analyses (Table 1.1) show that the original broken bolt had a carbon content slightly below those required
by the SAE standards for a grade 5 bolt. This lower carbon content would have acted to decrease the material properties. The
chemical composition of the new sample bolt conformed to the ASTM standard A193/A grade B7 that requires an AISI-SAE
4140 composition.
Table 1.1--Chemical analysis results on both bolts.
SAE Standard New Sample ASTM Standard B7
Element Original broken bolt (%) Grade 5 (%) Bolt (%) AISI 4140 (%)
Carbon 0.20 0.28-0.55 0.42 0.37-0.49
Manganese 0.65 -- 0.85 0.65-1.10
Silicon 0.22 -- 0.22 0.15-0.35
Phosphor 0.013 0.048 max. 0.015 0.035
Sulphur 0.011 0.058 max. 0.030 0.040
Chrome 0.08 -- 0.79 0.75-1.20
Nickel 0.06 -- 0.07 --
Molybdenum 0.01 -- 0.15 0.15-0.25
http://www.tms.org/Students/Winners/Davidson/Davidson.html (6 of 21)2/6/2011 2:49:39 PM
An Introduction to Failure Analysis for Metallurgical Engineers
Microscopic examination of the bolts where done using longitudinal and latitudinal mounts for each. The sections taken from the
fractured bolt were taken close to the fracture surface. Examination before etching of the two bolts showed no cracking or
unusually large inclusions. The original broken bolt did show some flaking at the base of the threads (Figure 1.4) but this is
expected for a bolt that has been in service. Etching the sections revealed a microstructure of coarse pearlite in a matrix of ferrite
(Figure 1.5). The SAE grade 5 standard requires that the bolt be quenched and tempered to conform and therefore should have a
tempered martensite structure. Martensite has higher material properties such as yield strength and hardness, which increases its
resistance to fatigue initiation. The ferrite matrix of the original bolt has low yield strength, which in turn reduces its resistance to
fatigue initiation. The new bolt was found to be quenched and tempered as required by the ASTM standard (Figure 1.6).
However rolling seems where found at the tips of the treads (Figure 1.7). This is not a serious defect because of the defects
location in a low stress area however, if the bolt was placed in a corrosive atmosphere these seams would corrode and then act as
fatigue initiation sites.
Figure 1.4. Micrograph of Figure 1.5. Micrograph of Figure 1.6. Micrograph of Figure 1.7. Micrograph of the
flaking found at the base of a fractured bolt. Ferrite matrix new bolt. Tempered new bolt thread showing a
thread in the fractured bolt. 2% with pearlite. 2% nital 200X martensite. 2% nital 500X rolling seam. 2% nital 200X
nital 100X
Tensile tests were done on the bolts to test their material properties in comparison with the standards. The results (Table 1.2)
show that the yield strength and ultimate tensile strength of the original bolt are only two thirds that required by the standards.
This conforms to the microstructural observations. The properties of the new bolt conformed to the standard even though they
were slightly elevated.
Table 1.2--Results and standard requirements of tensile tests.
Standard Grade Standard Grade
Original Broken Bolt New Sample Bolt 5 SAE By AISI
Sample # 1 2 1 2
Ultimate Tensile Strength (KSI) 69.5 69.5 148 146 100 125
Yield Strength (KSI) 42.7 44.4 134 133 80 105
Elongation (%) 26 24 20 20 16 min. 16 min.
Surface Reduction (%) 67 67 59 59 50 min. 50 min.
Conclusions and Recommendations:
Examination revealed that the bolt failed as a result of high cycle low load fatigue. Chemical analysis and tensile tests confirmed
http://www.tms.org/Students/Winners/Davidson/Davidson.html (7 of 21)2/6/2011 2:49:39 PM
An Introduction to Failure Analysis for Metallurgical Engineers
that the bolt did not meet the SAE grade 5 standards required by the original design of the crane. The major cause for this lack of
conformity is because the bolt was not quenched and tempered. Since the resistance of steel to fatigue initiation in proportional
to its yield strength, the low properties of the steel in this case left it open to fatigue initiation.
Examination of the new bolt revealed that it conformed with the ASTM standards A 193 for a grade B7 bolt, as the supplier
specified. However, rolling seams were found in the thread tips. Due to the relatively low loads this area is subjected to this is
not a major problem but if the bolt is subjected to a corrosive environments these seams could grow and become fatigue
initiation sites.
The SAE grade 5 bolt specified by the original designers should continue to be used in future and the upgrade to the ASTM B7 is
unnecessary.
Case Study 2: Rider Roller Shaft Failure
Introduction:
A section of a failed "rider roller" shaft was sent for failure analysis (Figure 2. 1). This shaft is designed to ride on top of
cardboard as it is being rolled. It was first installed in December 97 replacing a shaft in which cracks were observed near the
ends. In March 98 a crack was observed in the centre of the roll. Since no replacements were available at the time, welding was
used to repair the crack. This caused the shaft to become out of round by 0. 140". To repair this a hydraulic Jack was used at the
centre of the roll to bend it back leaving a 0.040" deflection that was corrected by machining. Nine days later, on April 11th 98 at
21: 00, the shaft broke on the key-way side while the machine was being set up at low speed. The roll usually operates at 550
meters per minute, approximately 630 RPM.
The low carbon steel shaft was suppose to have a stainless steel weld overlay applied before installation to protect against
corrosion in the mill environment. 17-4PH steel was used for this application before and failed to endure the high cycle low
stress conditions.
Figure 2.1. Photograph of "rider Figure 2.2. Photograph of fracture Figure 2.3. Photograph of shaft
roller" indicating approximate surface showing initiation site, surface indicating weld overlay
point of fracture. beachmarks from fracture flaw.
propagation, and small area of
final fracture.
Results:
Observations:
http://www.tms.org/Students/Winners/Davidson/Davidson.html (8 of 21)2/6/2011 2:49:39 PM
An Introduction to Failure Analysis for Metallurgical Engineers
The fracture surface is characteristic of a high cycle fatigue failure caused by low torsion stresses (Figure 2.2). The area of final
fracture is small, approximately 35% of total area, indicating that the material was adequate for the low applied stresses. The
beachmarks (Figure 2.2), characteristics of fatigue that radiate from the initiation site, and the location of final fracture, being off
centre, indicated that initiation did not occur evenly around the circumference of the shaft. Around the circumference of the
fracture surface, a layer was observed which fractured at a 45' angle to the plane of fracture. This is characteristic of the weld
overlay. As well, there were many grooves running around the outside of the shaft that are weld overlay features (Figure 2.3).
Materials characterisation and evaluation:
Chemical analysis of the material revealed it to be low carbon steel. Compositions correspond to the AISI 1019 specifications
(Table 2.1). Using the alloy analyser, the weld overlay was found to be a low alloy steel, probably type EFe, and not stainless
steel as was thought.
Table 2.1--Result of shaft chemical analysis.
AISI-SAE 1019
Element Analysed Composition of Shaft (%) Standard Composition Ranges (%)
Carbon 0.19 0.15-0.20
Manganese 0.70 0.70-1.00
Silicon 0.26 --
Phosphorus 0.020 0.040 max.
Sulphur 0.020 0.040 max.
Chromium 0.10 --
Nickel 0.17 --
Molybdenum 0.02 --
Microscopic examination revealed the core to have a ferrite and a coarse pearlite structure characteristics of low carbon steel
(Figure 2.4). The weld overlay had pearlite matrix with some acicular ferrite (Figure 2.5). A microhardness test revealed a hard
surface that gets progressively softer towards the core (Table 2.2). This concurs with the microstructure. The inclusions present
in the core of the shaft where acceptable (Figure 2.6).
Table 2.2--Results of microhardness measurements.
Distance from Surface (µm) Hardness HVN-200g
35 257
42 271
107 255
140 247
214 187
252 187
Core 156
Core 167
http://www.tms.org/Students/Winners/Davidson/Davidson.html (9 of 21)2/6/2011 2:49:39 PM
An Introduction to Failure Analysis for Metallurgical Engineers
Examination of a longitudinal mount taken from near the point of major crack initiation sites showed large inclusions between
weld passes (Figure 2.7). Examination of the fracture surface initiation sites (Figure 2.8), on the same sample, showed an
initiation site on the fracture surface that is similar in shape and size to the inclusions. This suggests that these inclusions acted as
stress raisers and thus as fatigue initiation sites. The bending of the shaft would have caused decohesion of the inclusions and
increased the chances of fatigue initiation. Decohesion of the weld overlay between welding passes can also be seen around the
circumference of the shaft (Figure 2.3). This indicates poor bonding between the weld overlay and the base material.
Figure 2.4. Figure 2.5. Figure 2.6. Figure 2.7. Figure 2.8.
Micrograph of core Micrograph of weld Micrograph Micrograph showing Micrograph showing
microstructure overlay representing average two inclusions found the fracture surface
composed of ferrite microstructure inclusion content of in the weld overlay initiation site. 2%
and pearlite. 2% composed of a the low carbon steel 2% nital 15X nital 15X
nital 100X pearlite matrix with core. 2% nital 100X
the presence of
acicular ferrite. 2%
nital 500X
Conclusions and Recommendations:
The failure was caused by high cycle low stress fatigue, which was initiated at inclusions in the weld overlay. For this kind of
failure, when there is an absence of other defects, the surface conditions become an important factor in the prevention of crack
initiation. Bending the shaft to correct its alignment probably caused decohesion of the weld inclusions encouraging microcracks
to form. This would have increased local stress concentrations and the possibility of crack initiation. These inclusions probably
originated from the weld being applied too quickly.
The use of a weld overlay to reconstruct existing rolls is an acceptable procedure provided the weld is applied property. This
would harden the surface and thereby make the shaft more resistant to fatigue initiation at surface defects. A welding procedure
should be developed that would involve the making of block samples in which the welding conditions, such as current and speed,
are varied and optimised. Noranda Technology Centre can help in developing a procedure. A liquid penetrant inspection should
be performed to inspect the weld overlay for any cracks or porosity.
Future shafts should be made out of low alloy steel AISI-SAE 4340, heat-treated to a hardness of 35 HRC. The properties of this
material fall between those of 1019 and 174PH. It will resist crack initiation better than the former, due to its higher endurance
limit, and will resist crack propagation better than the latter, due to its higher fracture toughness (Table 2.3).
Table 2.3--Fatigue related properties of selected materials.
http://www.tms.org/Students/Winners/Davidson/Davidson.html (10 of 21)2/6/2011 2:49:39 PM
An Introduction to Failure Analysis for Metallurgical Engineers
Fracture Toughness
Material Endurance limit (MPa)
1018 275 260
4340 450 110
17-4PH -- 53
Other recommendations are:
● Avoid bending of shafts that have been surface hardened or had weld overlay applied due to the high possibility of
inducing surface cracks.
● Avoid mechanical damage to the surface, such as scratches and dents, because they can act as crack initiation sites.
Corrosion can be prevented in both cases by applying a coat of paint.
Case Study 3: Crane Pin Failure
Introduction:
After several failures, a pin connecting a chain to a load transfer bloc was sent for failure investigation (Figures 3.1a and 3.1b).
The conditions of operation are similar to those under which the bolt in case study I was operating.
Figure 3.1a. Pin industrial drawing. Figure 3.1b. Photograph of broken
pin.
Observations :
The pin was broken in two locations approximately 2.4 and 5.2
centimetres from one edge. These locations are shown in relation
to the mechanism in Figure 3.2. Examination of the surface
http://www.tms.org/Students/Winners/Davidson/Davidson.html (11 of 21)2/6/2011 2:49:39 PM
An Introduction to Failure Analysis for Metallurgical Engineers
revealed that where the bolt came in contact with the chain, sever
plastic deformation was present. Examination of the 2.4 cm.
fracture surface (Figure 3.3), which was located in an area of
chain contact plastic deformation, revealed characteristics of
fatigue. The fracture surface had little to no zone of final fracture
indicating that the loads perpendicular to the fracture plane
where low. Fatigue characteristics showed that fracture initiated
on the opposite side to the deformation. This indicate that
bending forces were present in the pin. Bending would have
caused one side of the pin to be in tension and the other in
compression. The fatigue started on the tension side.
Examination of the 5.4 cm fracture surface located in the middle
of the load transfer block revealed the same characteristics of
fatigue failure (Figure 3.4). However, a comparison of the two
fracture surfaces on the adjoining Piece of the Pin revealed that
Figure 3.2. Industrial drawing of pin chain and block the initiation sites were on opposite sides of the pin (Figure 3.5).
mechanism. This indicates that bending forces at the two fractures were
opposite.
Figure 3.3. Photograph of fracture Figure 3.4. Photograph of fracture Figure 3.5. Photograph of pin
surface of 2.4 cm fracture. surface of 5.4 cm fracture. indicating locations of fracture
initiation.
A chemical analysis performed on the body of the pin revealed it to conform to the SAE AISI standard 1095. The original
drawings for this application specify a SAE-AlSl 4140 (Table 3.1) Metallurgical examination of the mounted sample revealed
plastic deformation at the edges as well as no significant inclusions. Examination of the microstructure revealed a ferrite matrix
with spherodised carbides (Figure 3.6). The soft ferrite matrix increases the odds of fatigue initiation but will slow down fatigue
propagation.
http://www.tms.org/Students/Winners/Davidson/Davidson.html (12 of 21)2/6/2011 2:49:39 PM
An Introduction to Failure Analysis for Metallurgical Engineers
Table 3.1. Results of pin chemical analysis.
Element Pin SAE-AISI 1095
Carbon 1.06 0.90-1.03
Manganese 0.31 0.30-0.50
Silicon 0.25 --
Phosphor 0.011 0.040
Sulphur 0.008 0.050
Chrome 0.03 -- Figure 3.6. Microphotograph of
Nickel 0.03 -- pin microstructure. Ferrite
Molybdenum 0.01 -- matrix with spherodised
carbides. 2% nital 1000X
Microhardness measurements show that the pin was slightly harder in the centre than on the surface (Table 3.2). The softer
surface would have increased the possibility of fatigue initiation at the surface.
Table 3.2. Microhardness results.
Hardness VHN (200g)
Location Longitudinal Section Transversal Section
Side 235 229
232 248
241 261
275 268
Centre 294 294
Conclusions and Recommendations:
As the crane charges and unloads, the pin is subjected to bending forces. These forces create tensile forces on the surface at
which point the probability of fatigue initiation is high.
● Since the pin undergoes cyclic stresses, a steel for this application must have a high resistance to fatigue initiation. For
these reasons, the original design material, SAE AISI 4140 hardened to a range of 45 - 50 HRC, was a good choice.
● The block and chain should be examined for wear. If worn they would allow for larger bending then was originally
allowed for in the design. If they are worn, they should be replaced.
● If these measures do not correct the problem and the pin continues to break in future, the forces in the original design
should be revised.
Case Study 4: Shaft Bearing Failure
Introduction:
A bearing that had been in service for a year and a half was sent to undergo failure analysis (Figure 4.1). This bearing had been
installed in the drive of a #P-40 centrifugal pump in the R-8 plant. It was located on a long shaft to separate the pump from the
drive due to the presence of concentrated sulphuric acid. The shaft was belt driven at about 800 RPM. No special events were
http://www.tms.org/Students/Winners/Davidson/Davidson.html (13 of 21)2/6/2011 2:49:39 PM
An Introduction to Failure Analysis for Metallurgical Engineers
noticed in the pump operation.
Figure 4.1. Photograph of Figure 4.2. Photograph of Figure 4.3. SEM Figure 4.4. SEM
bearing setup inner ring showing photograph of spalling, photograph showing
spalling in groove. flaking and cracking, in presence of 45º sheer
the groove. 200X planes. 500X
Results:
Observations:
The inner raceway showed severe plastic deformation around its circumference in the form of a groove, which is located above
the area designed to be the ball raceway (Figure 4.2). Spalling, a flaking and cracking of the surface, was observed in the groove
but was not evenly distributed around its circumference. Examination of the spalling using a scanning electron microscope
(SEM) exposed flaking and the presence of surface cracks (Figure 4.3). Increased magnification of this area revealed fracture
surfaces at forty-five degree angles indicating shear loads were present (Figure 4.4).
The inner raceway fracture surface is perpendicular to the groove and is located where the spalling is most severe. Beachmarks
and river lines, which are characteristic of fatigue failures, revealed several initiation sites situated in the base of the groove
(Figure 4.5). Closer examination with the SEM confirms that fatigue initiated from the spalling damage (Figure 4.6). Spalling
was also seen to a lesser degree on the balls surfaces. The outer raceway revealed no major defects.
Figure 4.5. Photograph of the inner ring Figure 4.6. SEM photograph of the
fracture surface. inner ring fracture surface showing
fatigue initiating at spall in the
groove. 200X
http://www.tms.org/Students/Winners/Davidson/Davidson.html (14 of 21)2/6/2011 2:49:39 PM
An Introduction to Failure Analysis for Metallurgical Engineers
Material characterisation and evaluation:
Both the compositions of the ball bearing and the inner raceway were found to fall within the norms for 52100 steel, AISI-SAE
standards (Table 4.1). The microhardness measurements of both pieces are typical for this type of steel (Table 4.2). Surface
hardness measurements for both ball and inner ring are similar, which is required by this type of application.
Table 4.1--Result of chemical analysis.
AISI-SAE 52100
Analysed Composition Standard Composition
Element Analysed Composition of Ball (%) of Inner Ring (%) Ranges (%)
Carbon 0.97 1.02 0.98-1.10
Manganese 0.40 0.37 0.25-0.45
Silicon 0.24 0.23 0.15-0.30
Phosphorus 0.013 0.013 0.025
Sulphur 0.007 0.006 0.025
Chromium 1.21 1.36 0.025
Nickel 0.11 0.12 --
Molybdenum 0.02 0.05 --
Table 4.2--Results of microhardness tests.
Ball Bearing Inner Ring
Damaged Outside
Hardness # Centre Surface Surface Centre Surface
1 650 890 890 775 890
2 574 890 890 792 787
3 618 927 890 804 890
Microscopic examination of a cross section of the inner raceway revealed surface cracks consistent with the spalling observed
(Figure 4-7). Etching the sample revealed a homogeneous macrostructure of a tempered martensite matrix with undissolved
carbides present (Figure 4.8). This microstructure agrees with the chemical analysis and microhardness measurements.
http://www.tms.org/Students/Winners/Davidson/Davidson.html (15 of 21)2/6/2011 2:49:39 PM
An Introduction to Failure Analysis for Metallurgical Engineers
Figure 4.7. Figure 4.8. Figure 4.9. Figure 4.10. Figure 4.11.
Micrograph of Microphotograph of Micrograph of Microphotographs Microphotograph of
cracks on the inner the inner ring cracks on the ball of crack in a ball. figure 4.10 etched
ring surface. 200X microstructure surface. 100X 15X with 2% nital
composed of showing
martensite and heterogeneous
undissolved martensite structure
carbides. 2% nital with undissolved
200X carbides. 15X
Microscopic examination of a quartered ball bearing also revealed surface cracks (Figure 4.9). A large crack extending towards
the centre of the bearing was also found (Figure 4.10). The microstructure is heterogeneous, unevenly distributed; tempered
martinsite with undissolved carbides. The large surface crack ties along a border of the heterogeneity (Figure 4.11). Some
decarburization was observed on the surface near spalling cracks.
Conclusions:
The failure was a result of vibrational fatigue initiated at spalling on the surface of the inner raceway. The spalling, which is a
characteristic of contact fatigue, originated from the bearing being Installed Incorrectly or from it undergoing abnormal equiaxial
radial loads in service, which caused a displacement of the inner ring. This displacement increased the axial loads causing the
plastic deformation and spalling. Decarburization and uneven tempering of the balls as well as the extent of plastic deformation
indicate a temperature rise.
Case Study 5: Bronze Bull Gear Failure
Introduction:
A bronze bull gear was sent for failure investigation (Figure 5.1). It was used to rotate bleach washer number 65B at a rate
between 4 and 5 RPM. The contacting gear was a hardened steel worm gear, which was powered by a 50 horsepower 1800 RPM
electric motor. The gear is a cast copper alloy with cut teeth and machined surface and was only in service for one month.
Figure 5.1. Photograph showing the Figure 5.2. Photograph of the bull gear profile showing
bronze bull gear. debris and severe materials loss.
Observations:
http://www.tms.org/Students/Winners/Davidson/Davidson.html (16 of 21)2/6/2011 2:49:39 PM
An Introduction to Failure Analysis for Metallurgical Engineers
Examination of the gear tooth revealed that there was a large amount of material loss. A measurement taken near the base of the
tooth where the material loss was most obvious revealed that tooth had gone from a thickness of 31 mm to 20 mm, a loss of I I
mm. The contact surface had grooves running along the path the worm gear would have taken. Debris was also found along what
was probably the exiting edge of the gear teeth (Figure 5.2). Along the front of the teeth, plastic deformation was seen near the
edges where decreasing thickness could no longer support the load. Some cracking was observed in these areas. When opened,
they revealed that the mode of crack propagation was interdendritic.
Table 5.1--Chemical composition of bull gear.
Composition %
Element Bull Gear Standard C90700
Copper 88.51 88.0-90.0
Aluminium <0.01 0.005 max.
Manganese 0.03 --
Iron 0.03 0.15 max.
Tin 9.83 10.0-12.0
Lead 0.42 0.30* max.
Nickel 0.29 --*
Silicon <0.005 --
Zinc 0.73 0.50* max.
Phosphorous -- 0.1-0.3
* Lead + Nickel + Zinc < 1.0 max.
Chemical analysis of the bronze gear revealed that it conformed most closely with the UNS standard for copper alloy C90700
(Table 5.1). The lead and zinc content however were slightly above those allowed by the standard. Several samples where taken
from the gear and examined microscopically. They revealed large amounts of interdentritic shrinkage porosity (Figure 5.3) and
interdentritic segregation (Figure 5.4). The porosity reduces the amount of area supporting the load and therefore raises stresses
in the material. The heterogeneity of the structure is caused by rejection of tin into solution as the dendrites grow while cooling.
This segregation also reduces the mechanical properties of the material. Etching the microstructure with 20 nil NH40H, 20 ml
H20, 20 nil H202 (3%) revealed a coarse dendrite microstructure (Figure 5.5). No plastic deformation of the working surface was
observed which indicates abrasive wear.
http://www.tms.org/Students/Winners/Davidson/Davidson.html (17 of 21)2/6/2011 2:49:39 PM
An Introduction to Failure Analysis for Metallurgical Engineers
Figure 5.3. Figure 5.4. Figure 5.5.
Microphotograph Microphotograph Microphotograph
showing the large showing interdendritic showing the large
amounts of porosity. 15X segregation. 200X dendritic structure. 15X
Hardnesses were taken on the cross section of a tooth which gave an average Vickers
hardness number of 76.6 VHN (5Kg) (Table 5.2). This is below the Brinell-500 Kg hardness Table 5.2. Vickers Macrohardness
number of 95 (100VHN) required by the ASTM standard, B427-93a "Standard Specification Results
for Gear Bronze Alloy Castings". A lower hardness number also suggests that the
mechanical properties of the material would be below standards. This agrees with our Sample VHN (5Kg)
metallographic examination.
1 74.4
Conclusions: 2 77.0
3 78.2
The bronze bull gear failed as a result of sever abrasive wear. The gear did not meet ASTM 4 71.6
materials specifications for this application and this probably had a great influence on the 5 81.6
final failure. However, there are several possible causes of abrasive wear for which the
system should be examined:
● If the surface of the matching worm gear were damaged in any way, the difference in hardness would have led to severe
wear.
● If the lubricant was contaminated with an abrasive material wear will occur.
● If there was a misalignment between the two gears, the contact surface may be reduced increasing contact loads above
those that the material can withstand.
● If the system was overloaded, the rate of wear increases.
If one or a combination of these factors is present, it is then likely others failures would follow.
In this case, a large amount of porosity, a coarse dendrite structure, and interdentritic segregation combined to reduce the
properties of the bronze bull gear below those required by ASTM B427-93a standards. A possibility is that that when the gear is
subjected to loads or overloading, these low properties would allowed the gear teeth to deflect. The gear surfaces would no
longer meet as they were designed, decreasing the contact surface, which would have increased the loads and therefore wear.
Contamination of the lubricant would have followed, causing the wear to continue.
In future this bronze bull gear should be ordered specifying that it conform to ASTM standard B427-93a for the copper alloy
UNS C 90700. As well the lubricant should be checked regularly for contamination and both gear surfaces should be examined
for damage.
Case Study 6: Analysis of 316L Reducer Failure
Introduction:
An 8" x 6", 316L stainless steel reducer was sent for failure analysis (Figure 6. 1). It had been in service for 13 months when a
leak was noticed. The reducer was installed on #1 acid storage tank, equipment number 50-200. The anodically protected carbon
steel tank, contained off specification concentrated 93% sulphuric acid. The flow rate through the reducer was 400 gal/min.
http://www.tms.org/Students/Winners/Davidson/Davidson.html (18 of 21)2/6/2011 2:49:39 PM
An Introduction to Failure Analysis for Metallurgical Engineers
Figure 6.1. Photograph of Figure 6.2. (a-left) Old tank installation. (b-right) Tank installation at the time of
reducer. reducer failure.
The tank was originally designed with a 4" diameter carbon steel nozzle, at floor level, that connected directly to a valve (Figure
6.2a). This lasted seven to eight years without incident. The design was changed to accommodate renovations so that an 8"
carbon steel nozzle was installed 6" above the tank floor. This nozzle lead into the failed reducer, which then connected to a
valve composed of alloy 1-0 steel (Figure 6.2b). This valve was said to be badly corroded. The valve then led to a 6" pipe made
of 316L stainless steel in which no problems were found. After the reducer failure, the piping arrangements were changed so that
the reducer is now after the valve.
Observations:
Visual examination of the reducer revealed an area at the top where little damage was observed (Figure 6.3). This area, which
was probably an air pocket, extended from the top of the 87' diameter flange into the reducing pipe where is stopped just before
the 6" diameter flange. Damage in this area consisted of minor pitting (Figure 6.4). Damage, resembling a honeycomb structure
in places, was most severe just below the air pocket in the reducing pipe near the 6" diameter end (Figures 6.5a and 6.5b). This is
where the leak was found (Figure 6.6). The damage becomes less severe in the pipe section towards the bottom. Only pitting was
found in both the 8" and 6" flanges.
Figure 6.3. Photograph of Figure 6.4. Figure 6.5. Photographs showing areas to the (a-left)
the top insider of the Microphotograph of right and (bright) left of the top relatively undamaged
reducer showing the area pitting in air pocket. 15X surface. The red arrow in (a) indicated where the leak
at the top where little occurred.
damage occurred.
Chemical analysis of the flange and the pipe revealed that they both conform to AISI-SAE standards for 316L stainless steel
(Table 6.1)
http://www.tms.org/Students/Winners/Davidson/Davidson.html (19 of 21)2/6/2011 2:49:39 PM
An Introduction to Failure Analysis for Metallurgical Engineers
Table 6.1--Result of chemical analysis.
Analysed Composition of Analysed Composition of AISI-SAE 316L Standard
Element Flange (%) Pipe (%) Composition Ranges (%)
Carbon 0.031 0.034 0.03 max.
Manganese 1.85 1.28 2.00 max.
Silicon 0.57 0.35 1.00 max.
Phosphorus 0.014 0.011 0.045 max.
Sulphur 0.023 0.001 0.03 max.
Chromium 16.53 17.47 16.0-18.0
Nickel 10.85 11.46 10.0-14.0
Molybdenum 2.16 2.08 2.0-3.0
Closer examination of the inside surface of the reducer with a SEM revealed dimples (Figure 6.7). These features are typical of a
ductile deformation, which indicates abrasion. The orientation of the features also follows the direction of liquid flow. Pitting
and uniform corrosion was also found in the region (Figure 6.8).
Figure 6.6. Photograph taken Figure 6.7. SEM photograph of Figure 6.8. SEM
on the outside of the reducer the inside surface of the reducer photograph of the inside
showing the hole where the in the damaged area. 200X surface of the reducer in
reducer leaked. the damaged area. 500X
Conclusions and Recommendations:
A combination of two mechanisms caused the failure. Severe turbulence in the reducer caused a degradation of the passive layer
that protects the stainless steel from corrosion. This would have left the system open to severe corrosion, which in turn would
have lead to failure. The top of the reducer was probably protected by the presence of an air pocket.
The second mechanism was erosion, originating when air bubbles near the surface imploded causing mechanical damage,
cavitation. Turbulence in the system may have formed bubbles from the air pocket at the top of the reducer. These bubbles would
then have been carried into the reducer where increasing pressures would have caused them to implode. The highly corrosive
environment would have increased the rate of degradation dramatically.
The new setup, placing the valve before the reducer, changed the dynamics of the system and may have solved the problem,
however existing reducers and valves should have their thickness monitored at regular intervals using an ultrasonic thickness
gauge. If problems reoccur, the system should be evaluated for excessive turbulence and air pockets. A possible solution would
http://www.tms.org/Students/Winners/Davidson/Davidson.html (20 of 21)2/6/2011 2:49:39 PM
An Introduction to Failure Analysis for Metallurgical Engineers
be to use a PTFE liner in the reducer. This would provide a barrier that protects against turbulence but not cavitation.
APPENDIX 1: EXAMPLE QUESTIONNAIRE
Bibliography
D.A. Ryder et al., "General Practice in Failure Analysis," in ASM Metals Handbook Volume 11 "Failure Analysis and
Prevention", Ed. Kathleen Mill (Ohio: ASM International, 1986)
B.E. Wilde, "Stress-Corrosion Cracking," in ASM Metals Handbook Volume 11 "Failure Analysis and Prevention", Ed. Kathleen
Mill (Ohio: ASM International, 1986)
K. H. Kamdar, "Liquid-Metal Embrittlement," in ASM Metals Handbook Volume 11 "Failure Analysis and Prevention", Ed.
Kathleen Mill (Ohio: ASM International, 1986)
Alan G. Glover et al., "Failures of Weldments," in ASM Metals Handbook Volume 11 "Failure Analysis and Prevention", Ed.
Kathleen Mill (Ohio: ASM International, 1986)
L. Windner, "Failures of Rolling-Element Bearings," in ASM Metals Handbook Volume 11 "Failure Analysis and Prevention",
Ed. Kathleen Mill (Ohio: ASM International, 1986)
"Threaded Steel Fasteners," in ASM Metals Handbook Volume 11 "Failure Analysis and Prevention", Ed. Kathleen Mill (Ohio:
ASM International, 1986)
Walter J. Jensen, "Failures of Mechanical Fasteners," in ASM Metals Handbook Volume 11 "Failure Analysis and Prevention",
Ed. Kathleen Mill (Ohio: ASM International, 1986)
E. Alban, "Failures of Gears," in ASM Metals Handbook Volume 11 "Failure Analysis and Prevention", Ed. Kathleen Mill (Ohio:
ASM International, 1986)
Michael Bauccio ed. Et al., ASM Metals Reference Book, Third Edition, Ed. Kathleen Mill (Ohio: ASM International, 1993)
Geaorge E. Dieter, Mechanical Metallurgy (Toronto: McGraw-Hill, Inc., 1986)
Douglas A. Skoog and James J. Leary, Principles of Instrumental Analysis, Fourth Edition (Toronto: Sauders College
Publishing, 1992)
William D. Callister, Jr., Materials Science and Engineering: An Introduction, Third Edition (Toronto: John Wiley & Sons, Inc.,
1994)
Kathleen Mill ed. et al. ASM Metals Handbook: Metallography and Microstructures, (Ohio: ASM International, 1993)
Search Student Member Application Other Best Papers Student Members' Page TMs OnLine
Best matches for fatigue failure analysis
The fracture surface is characteristic of a high cycle fatigue
failure... Jump to text »
http://www.tms.org/Students/Winners/Davidson/Davidson.html (21 of 21)2/6/2011 2:49:39 PM
You might also like
- Bolted Connection FatigueDocument12 pagesBolted Connection FatigueMahfuzur Rahman100% (1)
- How To Analyze Gear FailuresDocument12 pagesHow To Analyze Gear FailuresOuld EulerNo ratings yet
- Lesson 2 - Types of Failure and Stress PDFDocument75 pagesLesson 2 - Types of Failure and Stress PDFJavier Ayala Huaman100% (1)
- Spontaneous Unfastening and Fatigue of Bolted Joints PDFDocument3 pagesSpontaneous Unfastening and Fatigue of Bolted Joints PDFIvan KlyuchkaNo ratings yet
- Fatigue Behavior of Dented 1-42Document42 pagesFatigue Behavior of Dented 1-42rodholfhoNo ratings yet
- Astm E45-13Document19 pagesAstm E45-13singaravelan narayanasamyNo ratings yet
- NDT Anfd Failure AnalysisDocument65 pagesNDT Anfd Failure AnalysisAgung SudrajatNo ratings yet
- Composite Design and TheoryDocument203 pagesComposite Design and Theoryapi-3700351100% (6)
- Failure Analysis Master Course V1Document21 pagesFailure Analysis Master Course V1manu6969aNo ratings yet
- Mechanical Seal Design, Operation and Maintenance ProblemsDocument5 pagesMechanical Seal Design, Operation and Maintenance Problemschazz29hkNo ratings yet
- In-Situ MetallographyDocument7 pagesIn-Situ Metallographyhatem jafouraNo ratings yet
- Filter Press Bolt Failure AnalysisDocument13 pagesFilter Press Bolt Failure AnalysisJB MadeleineNo ratings yet
- Astm E3-11Document12 pagesAstm E3-11Alejandro OrtizNo ratings yet
- Failure Analysis Introduction for Metallurgical EngineersDocument21 pagesFailure Analysis Introduction for Metallurgical EngineersFelipe Novais100% (1)
- Microstructure of SteelDocument8 pagesMicrostructure of SteelArunodha Hettiarachchi50% (6)
- Metallograpgy & Microstructure SSDocument31 pagesMetallograpgy & Microstructure SSKatellin BermudezNo ratings yet
- Fatigue of Threaded Fasteners: Alex Hudgins Brad James, FasmDocument5 pagesFatigue of Threaded Fasteners: Alex Hudgins Brad James, Fasmyh1.yuNo ratings yet
- Advances in Engineering Plasticity and its ApplicationsFrom EverandAdvances in Engineering Plasticity and its ApplicationsW.B. LeeNo ratings yet
- Bolting Basics ExplainedDocument8 pagesBolting Basics ExplainedMarc AnmellaNo ratings yet
- Ball Bearing Case Studies enDocument8 pagesBall Bearing Case Studies ensubodh ranjanNo ratings yet
- 11 - Leo Vega Bolt Failure AnalysisDocument35 pages11 - Leo Vega Bolt Failure AnalysissymkimonNo ratings yet
- Belt Preventive Maintenance ManualDocument67 pagesBelt Preventive Maintenance ManualAbdulrahman AlkhowaiterNo ratings yet
- Alcoa Aerospace Briefing June92011Document20 pagesAlcoa Aerospace Briefing June92011Mark Evan SalutinNo ratings yet
- Bolt FailuresDocument7 pagesBolt Failuresstan80No ratings yet
- Fatigue FailureDocument47 pagesFatigue FailureOmar KhanNo ratings yet
- Fatigue Analysis of Leaf SpringDocument14 pagesFatigue Analysis of Leaf SpringylionkingxNo ratings yet
- MEE Avoiding Bolt FailuresDocument2 pagesMEE Avoiding Bolt Failuresridwan347No ratings yet
- PreloadDocument3 pagesPreloadvenky364No ratings yet
- Process Point AnalysisDocument8 pagesProcess Point Analysiskitisakp990% (1)
- How To Analyze Gear FailuresDocument9 pagesHow To Analyze Gear Failuresrobertoalfaro49100% (1)
- Failure Analysis & Accident Investigation: S.K. BhaumikDocument11 pagesFailure Analysis & Accident Investigation: S.K. Bhaumiksamay786100% (2)
- Nikhil StavanDocument9 pagesNikhil Stavanlsatyaketu100% (3)
- Design and Analysis of Hydrodynamic Journal BearingDocument12 pagesDesign and Analysis of Hydrodynamic Journal BearingShivamSharmaNo ratings yet
- Engineering Failure Analysis of a Helicopter GearboxDocument16 pagesEngineering Failure Analysis of a Helicopter GearboxAPINo ratings yet
- Failure Analysis of Centrifugal Pump ShaftDocument11 pagesFailure Analysis of Centrifugal Pump Shaftyhy_ahmed534450% (2)
- Technical Brief: Avoiding Bolt Failures: F E A T U R EDocument2 pagesTechnical Brief: Avoiding Bolt Failures: F E A T U R EkanosriNo ratings yet
- Understanding Machinery Fits and TolerancesDocument11 pagesUnderstanding Machinery Fits and TolerancesManojkumar ThilagamNo ratings yet
- PM PillarDocument56 pagesPM PillarNavneet Sharma75% (4)
- Selection of Etching Methods of Primary Carbides in MAR-M247 Nickel-Base Superalloy For Computer-Aided Quantitative MetallographyDocument7 pagesSelection of Etching Methods of Primary Carbides in MAR-M247 Nickel-Base Superalloy For Computer-Aided Quantitative MetallographyirinasurNo ratings yet
- Gear Failures PittingDocument22 pagesGear Failures PittingSridhar IyerNo ratings yet
- Effect of Heat On AlignmentDocument11 pagesEffect of Heat On Alignmentvinothenergy100% (1)
- Pillar: Initial Control or Development ManagementDocument7 pagesPillar: Initial Control or Development ManagementNavneet SharmaNo ratings yet
- Practical Experience With Oil Mist LubricationDocument8 pagesPractical Experience With Oil Mist Lubricationannccknarime100% (1)
- Astm B209 PDFDocument26 pagesAstm B209 PDFDhiraj Patil100% (1)
- Failure Analysis of Engineering MaterialsDocument2 pagesFailure Analysis of Engineering Materialsmahesh0% (1)
- 5S Handbook PDFDocument20 pages5S Handbook PDFAnonymous iMq2HDvVqNo ratings yet
- Failure Analysis of A Diesel Engine Rocker ArmDocument7 pagesFailure Analysis of A Diesel Engine Rocker Armabhijeet7362No ratings yet
- Failure Analysis of Helical Gear Shaft in Hot Rolling MillDocument7 pagesFailure Analysis of Helical Gear Shaft in Hot Rolling Millvasundhara singhNo ratings yet
- A Review On Low Cycle Fatigue FailureDocument4 pagesA Review On Low Cycle Fatigue FailureIJSTENo ratings yet
- Chapter 10: Failure: Issues To Address..Document31 pagesChapter 10: Failure: Issues To Address..Jhei UploadNo ratings yet
- Understanding Fatigue AnalysisDocument16 pagesUnderstanding Fatigue AnalysisAnem HafizNo ratings yet
- D Mec Frac Fatigue Part IIDocument38 pagesD Mec Frac Fatigue Part IIsure516vNo ratings yet
- Repair of Composites: By: Ariadne D. MirandaDocument15 pagesRepair of Composites: By: Ariadne D. MirandaBea Llana100% (1)
- FATIGUE FAILURE ANALYSIS: S-N CURVES, ENDURANCE LIMITS, AND STRESS CONCENTRATIONSDocument27 pagesFATIGUE FAILURE ANALYSIS: S-N CURVES, ENDURANCE LIMITS, AND STRESS CONCENTRATIONSAdityaKumarMaharana100% (1)
- An Investigation of The Repetitive Failure in An Aircraft EngineDocument15 pagesAn Investigation of The Repetitive Failure in An Aircraft EnginemanelouchkaNo ratings yet
- Fatigue Ch12Document87 pagesFatigue Ch12Bolaji Suberu100% (1)
- Yield (Engineering) PDFDocument9 pagesYield (Engineering) PDFariyosageNo ratings yet
- University of Gondar Institute of Technology Department of Mechanical and Industrial Engineering Mahcine Design Project 1Document27 pagesUniversity of Gondar Institute of Technology Department of Mechanical and Industrial Engineering Mahcine Design Project 1lum_78100% (1)
- Fracture MechanicsDocument187 pagesFracture MechanicsLuis Alberto Ruiz PestañaNo ratings yet
- 41160Document94 pages41160Ron EmprerorNo ratings yet
- The Failure of Composite Materials Under High-Velocity Liquid ImpactDocument20 pagesThe Failure of Composite Materials Under High-Velocity Liquid ImpactlufabaoNo ratings yet
- Failure Analysis and DesignDocument2 pagesFailure Analysis and DesigndselvakumaranNo ratings yet
- Leaf Spring PDFDocument14 pagesLeaf Spring PDFSharanu Reshmi0% (1)
- RCA-Adapting 5-Whys, Fishbone, and Other Methods in PROACT - Reliability Center IncDocument7 pagesRCA-Adapting 5-Whys, Fishbone, and Other Methods in PROACT - Reliability Center IncHafsa JalalNo ratings yet
- Fundamentos de Manufactura Philip Rufe 2 EdDocument70 pagesFundamentos de Manufactura Philip Rufe 2 EdChilly Spices100% (1)
- Lab7 Fatigue Testing MachineDocument13 pagesLab7 Fatigue Testing MachineHosam0% (1)
- Modern Practice in Stress and Vibration Analysis: Proceedings of the Conference Held at the University of Liverpool, 3–5 April 1989From EverandModern Practice in Stress and Vibration Analysis: Proceedings of the Conference Held at the University of Liverpool, 3–5 April 1989J. E. MottersheadNo ratings yet
- Shani Stotra Explains King Dasaratha's Worship of Saturn to Avoid Rohini Transit DoomDocument4 pagesShani Stotra Explains King Dasaratha's Worship of Saturn to Avoid Rohini Transit DoomRohan JagtapNo ratings yet
- A Guide To Assist in Evaluating Liquid Fuel FlamesDocument17 pagesA Guide To Assist in Evaluating Liquid Fuel FlamesNavneet SharmaNo ratings yet
- Rama Raksha StotramDocument5 pagesRama Raksha Stotramvivek_sharma@live.inNo ratings yet
- Girl possessed by spirits and Nagin to fall for man's loveDocument1 pageGirl possessed by spirits and Nagin to fall for man's loveNavneet SharmaNo ratings yet
- Steel Casting, Austenitic Alloy, Estimating Ferrite Content ThereofDocument6 pagesSteel Casting, Austenitic Alloy, Estimating Ferrite Content ThereofcommandoNo ratings yet
- 2016 AMSEN Equipment List WebsiteDocument9 pages2016 AMSEN Equipment List WebsitercpretoriusNo ratings yet
- Adolf Martens and His Contributions To Materials EngineeringDocument30 pagesAdolf Martens and His Contributions To Materials EngineeringRolando Nuñez MonrroyNo ratings yet
- A.S.T.M.24, Metallographic and Materialographic Specimen Preparation-2006Document761 pagesA.S.T.M.24, Metallographic and Materialographic Specimen Preparation-2006yolis RJNo ratings yet
- GautamDocument2 pagesGautamAkshay 1313No ratings yet
- Advance Your Career in MetallographyDocument3 pagesAdvance Your Career in MetallographybluecreteNo ratings yet
- Solidografia2019 EN LW CortadorasDocument20 pagesSolidografia2019 EN LW CortadorasEdinson Reyes ValderramaNo ratings yet
- Norsok 22cr 25cr Material DatasheetsDocument27 pagesNorsok 22cr 25cr Material DatasheetsSamNo ratings yet
- Evaluating Intergranular Corrosion Resistance of Heat Treatable Aluminum Alloys by Immersion in Sodium Chloride + Hydrogen Peroxide SolutionDocument3 pagesEvaluating Intergranular Corrosion Resistance of Heat Treatable Aluminum Alloys by Immersion in Sodium Chloride + Hydrogen Peroxide SolutionhamidouNo ratings yet
- Metallurgy and ArchaeologyDocument7 pagesMetallurgy and ArchaeologySidharthNo ratings yet
- Astm E407 MicroataqueDocument21 pagesAstm E407 MicroataquePierinaBrancatoNo ratings yet
- Engineering Failure Analysis of Low Carbon Steels in Deep DrawingDocument7 pagesEngineering Failure Analysis of Low Carbon Steels in Deep DrawingPaul RosiahNo ratings yet
- Metallographic EtchantsDocument2 pagesMetallographic EtchantsturoramaNo ratings yet
- Materials and Design: Xinjie Di, Shixin Ji, Fangjie Cheng, Dongpo Wang, Jun CaoDocument9 pagesMaterials and Design: Xinjie Di, Shixin Ji, Fangjie Cheng, Dongpo Wang, Jun CaoDewin PurnamaNo ratings yet
- Sliver Defects On Low Carbon Steels, Cold Rolled StripsDocument5 pagesSliver Defects On Low Carbon Steels, Cold Rolled StripsAbhishek RajputNo ratings yet
- Offshore Mooring Steel Wire Ropes and Sockets: Standard For CertificationDocument11 pagesOffshore Mooring Steel Wire Ropes and Sockets: Standard For CertificationJason RobertsNo ratings yet
- A 395 - A 395M - 99 QTM5NS9BMZK1TQDocument8 pagesA 395 - A 395M - 99 QTM5NS9BMZK1TQserkandmNo ratings yet
- Fracture Analysis of Wind Turbine Main Shaft: Engineering Failure Analysis December 2013Document12 pagesFracture Analysis of Wind Turbine Main Shaft: Engineering Failure Analysis December 2013FOOTBALL CRICKETNo ratings yet
- DNVGL CP 0247Document19 pagesDNVGL CP 0247Vincent KohNo ratings yet
- Determining Whether Gas-Leak-Detector Fluid Solutions Can Cause Stress Corrosion Cracking of Brass AlloysDocument10 pagesDetermining Whether Gas-Leak-Detector Fluid Solutions Can Cause Stress Corrosion Cracking of Brass AlloysNav TalukdarNo ratings yet
- Pdvsa: Material Technical SpecificationDocument21 pagesPdvsa: Material Technical SpecificationAryelys PadillaNo ratings yet
- M1A322Document5 pagesM1A322Muthu GaneshNo ratings yet
- HRSG High Pressure Evaporator Sampling For Internal DepositDocument26 pagesHRSG High Pressure Evaporator Sampling For Internal Depositak_thimiriNo ratings yet