You might also like
- CNC ProgrammingDocument62 pagesCNC ProgrammingSanjog Maiti100% (1)
- HAAS - Mill Programming Workbook AnswersDocument9 pagesHAAS - Mill Programming Workbook Answersenamicul50No ratings yet
- NC ProgrammingDocument54 pagesNC ProgrammingVed Vrat NuclearNo ratings yet
- Lucrarea 6Document16 pagesLucrarea 6Dorin BarcanNo ratings yet
- CNC ProgramDocument37 pagesCNC ProgramBas RamuNo ratings yet
- Muhamad Sofian - 18171015031 - Teknik Mesin CNC - Tugas 4Document3 pagesMuhamad Sofian - 18171015031 - Teknik Mesin CNC - Tugas 4Muhamad SofianNo ratings yet
- Pia de Cam: Universidad Autonoma de Nuevo Leon Facultad de Ciencias Quimicas Ingeniero Industrial AdministradorDocument11 pagesPia de Cam: Universidad Autonoma de Nuevo Leon Facultad de Ciencias Quimicas Ingeniero Industrial AdministradorAndrea PerezNo ratings yet
- LatheDocument6 pagesLathestudy materialNo ratings yet
- NC Code TurningDocument8 pagesNC Code TurningAhmed MaqsoodNo ratings yet
- 210-Vijak M5 8H7 PR 1Document6 pages210-Vijak M5 8H7 PR 1milanropcevicNo ratings yet
- UntitledDocument1 pageUntitledswaroop kenganalNo ratings yet
- Assignment No: 7 Title: Tool Path Generation For Turn Mill: Roll No: 14ME118 Be MechanicalDocument6 pagesAssignment No: 7 Title: Tool Path Generation For Turn Mill: Roll No: 14ME118 Be MechanicalPranav PawarNo ratings yet
- UntitledDocument3 pagesUntitledswaroop kenganalNo ratings yet
- Programe C.N.C.: Strunjire Partea DreaptaDocument3 pagesPrograme C.N.C.: Strunjire Partea Dreaptatalibanu_negruNo ratings yet
- Ex. No. 1 DateDocument14 pagesEx. No. 1 DateBharat DarsiNo ratings yet
- CamDocument2 pagesCamDhezy CubicubiNo ratings yet
- Universidad Nacional de Huancavelica (Creada Por Ley #25265)Document13 pagesUniversidad Nacional de Huancavelica (Creada Por Ley #25265)Nelson Cardenas CongoraNo ratings yet
- Escudo Con CompensacionDocument11 pagesEscudo Con CompensacionDaybic the betNo ratings yet
- D26 Base CNC Code 03.04.2023Document3 pagesD26 Base CNC Code 03.04.2023SathiswebNo ratings yet
- TournageDocument5 pagesTournageyassirsalhi0614No ratings yet
- Maaz Ahmad MP AssignmentDocument14 pagesMaaz Ahmad MP Assignmentmaaz ahmadNo ratings yet
- RegionalDocument5 pagesRegionalYousra OuaddiNo ratings yet
- t10 Larry Sekar Marbun GcodeDocument3 pagest10 Larry Sekar Marbun Gcodelarry marbunNo ratings yet
- 3501Document2 pages3501Usi redNo ratings yet
- Document From RDocument26 pagesDocument From RRahul SehgalNo ratings yet
- Exemple ProgramareDocument32 pagesExemple Programarebula123No ratings yet
- QuickTURN 2D DesignDocument2 pagesQuickTURN 2D Designtouqeeraslam_uetNo ratings yet
- 3502Document2 pages3502Usi redNo ratings yet
- 3542Document2 pages3542Usi redNo ratings yet
- CAD/CAM Laboratory: Sinhgad College of Engineering, Pune - 41Document8 pagesCAD/CAM Laboratory: Sinhgad College of Engineering, Pune - 41NikNo ratings yet
- Top-2 NCDocument5 pagesTop-2 NCmilanropcevicNo ratings yet
- N5 (Inside Finishing) N1 (Face Rough) N3 (BORING, 38)Document1 pageN5 (Inside Finishing) N1 (Face Rough) N3 (BORING, 38)Tareq BelalNo ratings yet
- Struganje TapDocument4 pagesStruganje TapmilanropcevicNo ratings yet
- Peiza 10ADocument2 pagesPeiza 10AHéctor Azcaray RiveraNo ratings yet
- Prog TestDocument4 pagesProg TestYoussef BelkhiriaNo ratings yet
- O0007-Solid Cutter Main Step-BDocument7 pagesO0007-Solid Cutter Main Step-Bphutthawongdanchai041215No ratings yet
- Program CNC 03211.ncDocument15 pagesProgram CNC 03211.ncAlha Ega AnadaNo ratings yet
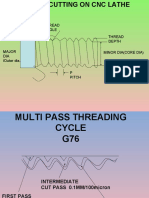
- Thread Angle Thread Depth Minor Dia (Core Dia) Major DIA /outer DiaDocument6 pagesThread Angle Thread Depth Minor Dia (Core Dia) Major DIA /outer DiaHARISH VERMANo ratings yet
- Hass AnswersDocument7 pagesHass AnswersRelu ChiruNo ratings yet
- G2 S4 CNC Milling ReportDocument13 pagesG2 S4 CNC Milling ReportPuteri NurNo ratings yet
- Wre 3 YuDocument8 pagesWre 3 YuBalaji GaneshNo ratings yet
- CNCDocument43 pagesCNCVenky VenkateshNo ratings yet
- G76 - Cycle de Filetage-Correction TDDocument6 pagesG76 - Cycle de Filetage-Correction TDKhaoula HaNo ratings yet
- 3531Document3 pages3531Usi redNo ratings yet
- 0201t22400a NCDocument2 pages0201t22400a NCnemanjatoNo ratings yet
- Cartas de PokarDocument18 pagesCartas de PokarBetsabéNo ratings yet
- R23Document2 pagesR23Gourav PatelNo ratings yet
- 3532Document3 pages3532Usi redNo ratings yet
- AJEDREZDocument3 pagesAJEDREZAlfredo CarroquinoNo ratings yet
- NUM CNC Mill Program Example With G45 Pocket Milling G81 G84 G87 - Helman CNCDocument4 pagesNUM CNC Mill Program Example With G45 Pocket Milling G81 G84 G87 - Helman CNCpriyankaNo ratings yet
- Rilgy Aulia - 18067053 - Tugas Pertemuan 7 - Teknik Produksi Dan Pemograman NCDocument7 pagesRilgy Aulia - 18067053 - Tugas Pertemuan 7 - Teknik Produksi Dan Pemograman NCRilgyNo ratings yet
- 1521Document3 pages1521Usi redNo ratings yet
- P 22044Document3 pagesP 22044Alfredo CarroquinoNo ratings yet
- Program AsDocument7 pagesProgram Asgerardo pachecoNo ratings yet
- Program Length: Make Sure That The Integrity and Safety of The Program Is Not CompromisedDocument2 pagesProgram Length: Make Sure That The Integrity and Safety of The Program Is Not CompromisedDavid BumbaloughNo ratings yet
- Alfil CódigoDocument5 pagesAlfil CódigoChristy Chacchi JuárezNo ratings yet
- G 1 Strana Ispravka Pojedinacni Zahvati Kuglakrajnice3dsw2014-2.ncDocument11 pagesG 1 Strana Ispravka Pojedinacni Zahvati Kuglakrajnice3dsw2014-2.ncmilanropcevicNo ratings yet
- O0001Document548 pagesO0001Brayan Blanco MontesNo ratings yet