Professional Documents
Culture Documents
Planning and Design of Hydraulic Power Systems
Planning and Design of Hydraulic Power Systems
Uploaded by
Cesar Baez0 ratings0% found this document useful (0 votes)
185 views341 pagesCopyright
© © All Rights Reserved
Available Formats
PDF or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
0 ratings0% found this document useful (0 votes)
185 views341 pagesPlanning and Design of Hydraulic Power Systems
Planning and Design of Hydraulic Power Systems
Uploaded by
Cesar BaezCopyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
You are on page 1of 341
Planning and Design of
Hydraulic Power Systems
A training manual for
the planning and design of
hydraulic power systems
Authors
P. Drexler * H. Faatz F. Feicht * Dr.-Ing. H. Geis * Dr.-Ing. J. Morlok * E. Wiesmann
Mannesmann Rexroth AG, Lohr am Main/FRG
A. Krielen
Hydrocare B.V., Boxtel/Holland
Dr.-Ing. N. Achten ¢ M. Reik
HYDAC GmbH, Sulzbach/FRG
Editors
Hans H. Faatz * Rudi A. Lang
Mannesmann Rexroth AG, Lohr am Main/FRG
Publisher
Printer
Lithography
Photographs and diagrams
Publication number
Mannesmann Rexoth AG
97813 Lobr 2. Main
vahnstraBe 3-5 » D-97816 Lob, Main
Prone 093 52118-1036
Fax 093527181040
Telex 6 89.418red
Hinkel Druck Gmttl
Halbrunnenineg 12
D-97877 We
Held Gnbi
Offserteprodultion
May-von-Lave-StreBe 36
p.97080 Wurebure
HYDAC GmbH, Suzbach
Mannesmann Rexoth AG, Lohr
RE 00 281/04,89 fist Ecition)
ISBN 3-8023-0266-4
© 1988 by Mannesmarn Rexcoth AG
All its reserved
Foreword
Moder hydraulic drives and control systems have achieved wide-ranging significance. Together
with mechanical, electrical and pneumatic drives they are “state-of-the-art” equipment and have
some important advantages which make them outstanding.
Since hydraulic systems are being used in almost every branch of industry there has naturally been
a growth in the demand for good, useful information on the subject. This explains the numerous
publications dealing with the components of hydraulic systems and their applications.
Ithas become apparent, however, that it is no longer sufficient to study individual components in
isolation. The correct interplay of the various parts of a system is more and more the princigal,
overriding factor. Users expect, and quite rightly so, that firms who markethydraulic systems should
also be accountable for those systems.
Of course, this presupposes full competence in the technology. And, increasingly, the users of
hydraulic systems are having to acquire the same technical competence.
Alarge number of excellent books have already been written on the subject of hydraulics but none
of them deal specifically with hydraulic “systems”; most of them confine themselves to the
components.
This manual Planning and Design of Hydraulic Power Systems attempts to fill the gap.
The manual deals with the way in which the components of hydraulic systems work together. The
authors describe exactly what should be involved in the planning, design, manufacture and execution
of hydraulic systems. There are numerous tables, diagrams and illustrations to clarify the functional
relationships and interdependent aspects of the systems. They are a very useful aid in day-to-day
working. Practical examples and the principal relevant standards will be found at the end of each
chapter.
The manual is not only intended for users, itcan also be very useful to those undergoing initial training
or retraining.
The framework of professional training tor hydraulic drive and control technology is constantly
expanding. This manual will prove a valuable aid to those interested in keeping their knowledge of
the subject up-to-date.
The manual is the result of a team effort and thanks are due to all the authors for their contributions.
Special thanks must go to Messrs. Hans H. Faatz and Rudi A. Lang who undertook the general
coordination of the project.
Mannesmann Rexroth AG
Lohr am Main
Contents
Foreword
Contents of
Planning Hydraulic Systems
Dr. Harald Geis
1 Introduction 15
2 Planning procedure .. 16
3A description of the flowchart .. 16
4 Documentation of practical experience ... 38
5 Economics . 38
6 A guide to project design... 39
7 An example of project design .. 41
8 Symbols and subscripts... 4B
9. References
Hydraulic Fluids
Peter Drexler
Introduction ..... =
Requirements of hydraulic fluids .
Propeties and selection criteria of mineral oil
Fire-resistant fuids and their selection
Designing hydraulic systems .
Changing fluids
The major relevant standards
References
The Thermal Design of Hydraulic Systems
Hans H. Faatz
Introduction
Basic principles ......
Heat gain through heating .
Heat gain through losses
Heat loss through components .....
Heat balance for hydraulic systems
Controlling the thermal status ...
Hardware for thermal control .. .
Practical applications and typical calculations
Symbols and subscript. “
Referances .........
tdeorvHMeon+
Hydraulic Accumulators
Dr.-Ing. N. Achten
Introduction
“Types of hydro-pneurmatic accumulator.
Design of hycro-pneumatic accumulators
Typical Calouations ......
Typical applications
Safety regulatons
Accessories for hydropneumaic “accumulators .
‘Symbols and subscripts Symbals ...
References
Safety Regulations for Accumulators in Hydraulic Systems
Hans H. Faatz
Introduction ..
Terms...
Typical circuits
‘The relationship betwesn the sections of this chapter and the official regulations
‘Acceptance specifications for Hydraulic accumulators in various countries
aaens
Filtration in Hydraulic Systems
Martin Reik
Introduction ..
Functions of fiters in hydraulic systems.
Requirements for hydraulic fiers ...
The hydraulic fluid no.
Designing hydraulic fiters
Practical examples of filter design
Instructions fer operation and maintenance ..
‘Symbols and subscripts
@ International. standards .....
eV OMRENs
Steelwork Design for Power Units
Hans H. Faatz
Introduction sect
Design of steshwork suitable for welding
Design of hydraulic power units.
Sub-assembles serene
References
arson
133
194
iP
141
4142
W147.
148
152
naN7
174.
193
196
198
199
201
201
204
206
220
Noise Reduction
Dr. Joachim Moriok
1 The task 223
2 First a itie pnysics 223
3. Source and effect 228
4 Noise emission from displacement pumps and its reduction 230
5. Noise emission from valves and its reduction 236
6 Reducing system noise 238
7 Summary 250
8 Symbols and subscripts... 251
9 References ... 252
The Sizing of Pipework in Hydraulic Systems
Dr-Ing. Norbert Achten
Introduction ...
Determning the inside diameter or bore
Selecting the material
Nominal. pressures ..
Calculating the wall thickness
Calculating the pressure losses...
Examples ....
Mechanical properties of tube rraterials and tube selection tables...
Symbo's and ee Sit
References ...
Sear emsans
The Production and Installation of Pipework
Amold Krielen and Hans H. Faatz
1. Introduction 275
2 Planning 275
2 PIPES varnne 276
4 Pipe fitings 276
5 Accessories ... 285
6 Production of Fydraulic pipework 297
7 Installation of hydraulic pipework 308
8 Flushing hydraulic systems ... = 310
Internal Protection of Hydraulic Components and Power Units
Erhard Wiesmann
General ..
Methods of protection
Protective fluids A, B and C
Internal protection procedure
Extemal protection procedure ..
pons
"1
External Corrosion Protection by Painting
Erhard Wiesmann
General
Anti-comrasion design ...
Surface preparation...
Selecting paints according to corroding media and environmental factors ..
Single-component paint systems... a
Two-component paint systems
Applying paint ‘
Mathods of painting.
Paintwork for hydraulic power units and equipment for hydraulic engineering.
10 Special customized painting 3
11. Danger classes and warning signs
12 The principal relevant standards.
13 References
emrvonsens
Packing and Transport
Erhard Wiesmann
General conser 820
Corrosion protection for packed hydraulic equipment 329
Load dimensions, limits and regulations .... . 330
Litting points for hydraulic equipment 333
Packing hydraulic equipment
Packing hydraulic power units
Identification and marking
8 References .. si
Noasens
Commissioning Hydraulic Installat
Franz X. Feicht
1 Preparations. for ericsiniog 339
2 Commissioning, 340
3. The most common errors in COMMISSIONING ..nu.eir nner spermine sn 32
4 Summary " 342
Maintaining Hydraulic Installations
Franz X. Feicht
1 Introduction - 345,
2 Maintaining hycraulic. installations . 345
3 Summary .. 355
Keyword Index 361
13
Planning Hydraulic Systems
Impetus/Order/Marketing
sca
Precise statement of task
¥
Funcion diagram and circuit diagram
of planned system
Data bank
Business of
technical strategy
necessary?
No
solutions
to similar
problems’,
Prepare state diagam and
rout clagram
Design output drive
Extabish power flow
= £
Establish signal flow
¥ x
‘Select control unit
5
Select power unit
Trial calculations
Prepare quotation
{Issue quotation
‘Customer agreed?
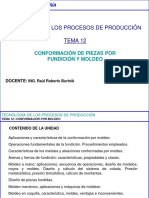
Fig. 2 Flowchart for the planning and job progressing of hydraulic systems
Project desion phase
17
Planning Hydraulic Systems
‘The first step of the planning procedure is to gather all the
data and arrange it in a clear, easily-accessible way. A
sensible course of action is to prepare a general ques-
tionnaire to which extra questions relating to specific
projects can be added when necessary. This question-
naire will form the framewerk of the planning procedure
‘and, amongst other things, it should contain the following
facts:
The motion sequence with the force or torque require-
ments of each motion and the necessary dynamic re-
sponse ard natural frequency. The load sequence, ie.
including the intervals when there is no fluid or pressure
requirement or where only pressure is required. This Is
particularly advantageous for optimum design when con-
sidering hydraulic accumulator systems, for example.
‘Amotion sequence expressed in words is often difficut to
understand, incomplete and, primarily, unclear. This is
particularly true of difficult sequences involving several
actuators whose motions overlap.
‘A diagram, on the other hand, provides both user and
manufacturer with a common, simple and clear means of
‘communication with brief notes inserted where necessa-
ry for even better understanding.
Brake Press
» Rapid
traverse
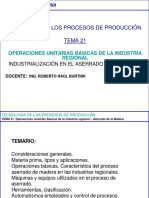
Diagram 1: Movement-time diagram
18
Take a plastics moulding machine as an example. Here
we use a movement-time diagram in which the motion
sequence is shown as in Diagram 1.
The ram moves in rapid traverse up to the moulding
charge, ie. as quickly as possible, is decelerated and
then compresses the charge with a force which increases
in a predetermined time sequence.
The forward motion has to be stopped when a certain
force is reached but the force must to be sustained for a
short time.
After curing comes controlled decompression followed
by the ram travelling back to its starting position. This is
followed by a fixed interval for ejection and the inroduc-
tion of a new charge of plastic.
Itis easy to see that the diagram provides a good over-
view of this procedure, especially when there are several
similar and overlapping sequences in a system.
Sustain
pressure
Planning Hydraulic Systems
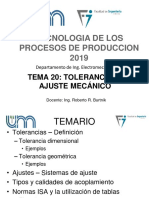
There are basically 2 types of function diagram [1]
a Movement diagram
This shows the interplay of the various elements. It is
suitable for simple sequences, draft designs and tender
sketches.
b State diagram
This shows the sequence of functions of the elements
involved as a motion diagram with its interlocking con-
trols.
Station ‘Components
Driven’ | Name Code Status | Unit | Value!
unit | |
1A| Hydraulic: pimp. m2 | rotating. revimin’ 1500}
o
Boring’ spindle mi | rotating’ revinin 4000}
q|
Slide unit 1A | forward mm | 500]
Hydraulic. cylinder | C1 |
| 400)
back 0
Directional 1 stita
| contol vee 4
1.10
Diestonal | 42]. stda | | sil ;
ereetembinen \atae"| on
Diagiam 2: State diagram for a hydraulic cylinder [2]
The actual design of the hydraulic system can begin once
the Ist of requirements and function diagram have been
established.
19
Planning Hydraulic Systems
3.2 Des
g the output drive
Deciding on the value of operating pressure is very
important in selecting a suitable hydraulic actuator, ie.
linear of rotary. Together with the forces and speeds
required for the particular task it helps determine the size
of the machine and therefore its cost.
In selecting a maximum operating pressure it must be
remembered that it must be at least equal to or greater
than the sum of the rated pressure of the system and iss
losses,
Primer: > Prax, = Prostanation + Prost eevee (i)
3.21 Estimating the maximum system pressure
required
A useful first step is to make a rough estimation of the
rated pressure from the nominal forces required. In
practice, a correction based on experience and depen-
ding on the particular type of system (open or closed loop)
would then be added to this value. Itis, in fact, an estimat-
ed pressure drop. A more accurate determination of
Pe xe CAN Only be made wien the type of equipment to
be used in the system has been decided
Determining the system pressure needs experience.
Table 1 can be used for guidance for some common
types of system.
The following exarrple of a cylinder shows how an
approximate theoretical determination of the operating
pressure is performed
‘The required nominal force F, neglecting the losses in
the cylinder, can be calculated from the following formula:
(2)
@
(4)
This simple example shows how, when certain forces are
required for example, the level of operating pressure in-
fluences both the volumetric flow (adapting the displaco-
ment or delivery to the particular task) and the size of
equipment, Also, maximum values of operating pressure
are laid down for certain fluids. Let us examine the ind
vidual parameters and their influences.
20
a Pressure level
According to Equation 2, increasing the pressure level
allows smaller (le. cheaper) equipment, smaller bore
pipes and improved specific pressure loss efficiencies
On the other hand, the cooling properties are poorer
because the volumetric flow is less and therefore the tank
volume is made ess (less tank surface area),
\n addition, leakage is greater, there is more wear due to
fricfion and erosion (undissolved gas bubbles trapped in
the sealing clearances) therefore shorter service life and
volume variation due to compression, reduced stitess
in the system, less favourable dynamic characterstios
and higher noise levels due to higher peak pressures
during control movements.
b Volumetric flow
According to Equation 3, increasing the volumetric flow in
the systom also neroasos tho flow volocity.
lt must be remembered, however, that pressure loss.
increases with the square of the velocity.
all (ya 5 +9) 6)
Pinst. losses
© Size of equipment
This influences the weight and, especially, the capital
cost of an installation. The space available for instalation
and the directly associated pressure losses must also be
taken into account when making a choice.
In addition to the points that have been mentioned there
are other economic aspects such as the question:
‘What valves and devices are available as standard?”
in the case of an installation that is operated continuous-
ly, for example, the need for high efficiency 's much more.
important than fora system that is used only occasionally.
Jn actual practice, certain pressure ranges have become
the norm for frequently-used systems which. closely
approach the optimum in terms of function and economic
efficiency. The examples in Table 1 show some of the
most common pressure ranges employed in various
industries.
Planning Hydraulic Systems
‘Application ‘Subdivision ‘nto’ market areas’ | Hydraulic systems’ in Qperating
pressure
range
Bg, in bar
Foundiés and roling mills Walking beam conveyors, 460° to 180
handing systems, roll framos 815 to" 420
Machine tools Planers, slotters, oils, lathes and grinders, |. 50° to. 100
hydraulic. clamps
59 10. 300
Interational automobile industry. 46 to) 120
Industrial Presses General presses, 250° 10,315
tydraulios special-purpose presses, 409 to. 600
high-pressure. procses to 1090
Prastics “machinery Injecton-moulding and 450: to) 210
blow-moulding machines, 250° to 315
sSpecia-purpose machines 300 to 450
Test stands test: beds Matefials test stands 260. to. 290
Simulators
Hydraulies in stest | Steelwork construction and ‘Theatre engineering, moving’ stages, 109. to’ 150
work construction, | civil engineering. Wwinetes, curtains, ef
civil. engineering theatre engineering reactor engineering, air locks 50 to 100
and power station steam turbine governors, 420 to 250
construction weir systems, 100K, 400 to 220
moving bridges, rapeways’ and tits 160. to’ 250
Hydraulics in Mining and water hydlaulios Hydraulic ropeway drives, 200 -to' 260
mining loaders, cutters, 200 to 280
‘oof supports 320. 19.420
‘tunnel driving machines
‘Agrcultural engineering Traciors, Combine” harvesters, to’ 100
harvesting machines
mobile
hydraulies Mobile tydrautios Transport systems, cranes, 160° to, 250
forcfft trucks, bulldozers,
excavators, tunneling, machines 350 to 420
Special applations Transmissions, 48 to” 400
aircraft rudder actuators
Piston pumps’ Specal-purposé machines, to, 315
Special-purpose Hydrostatic. transmissions rotating drives for
hydraulics: = Industry to 915
= mobile: machines to 420
= testbeds to, 300
Secondary. control, systems to. 300
winches to’ 200
Piston pumps Stesting gear, 450 to, 250
Marine Hydrostatic. transmission deck cranes, 490 to, 300
hydrautios bow doors, to 200
bukhead. valves to. 200
Tabie 1: Normal operating pressures in some typical hydraulic systems and installations
21
Planning Hydraulic Systems
3,22 Selecting output devices
When the cperating pressure level has been estimated,
the next step is to begin deciding on the type of output
devices required. In general, the output unit comprises
either hydraulic cylinders or hydraulic motors. Both will
now be described in some detail
3.2.2.1 Hydraulic cylinders (linear motion)
‘There are 3 basic requirement criteria
a Velocity
b Stroke (position)
c Force
Itis possible for them to occur either singly or in different
combinations.
As the basis for selecting a hydraulic cylinder the folo-
wing performance details are taken from the statement of
task, such as:
— Required force sequence
It must first of all be remembered that in adcition to the
required force on the piston various other forces are
present. These are:
frictional force between piston, guides and seals
coderation forces
he force required to eject the oil out of the other
tend of the cyiinder(at the required cylinder speed)
force due weight
‘These are additive:
Frasier = Fut Fat Fy Fea + Fe 6)
The calculation of the piston area takes into account the
approximate supplementary force F,, through the
hydraulio-mechanical efficiency. Flow losses within the
hydraulic cylinder are not taken into account because of
their insignificant magnitude provided the szes of the
connections are appropriate.
Within the rated pressure range and when ¢ single-rod
cylinder is extending, a guide value ‘or the hydro-mech-
arical friction is m,,= 0.95 and for the retum stroke,
Thy = 9.8510 0.9, The speciic value of depends on the
td@rances at the piston and piston-rod guides and the
Fig. 3 Forces acting on piston and piston rod
22
Case 1: Extending hydraulic cylinder
(7)
oat
p, can be neglociod if itis equal to atmospheric pressure.
Case 2: Piston return (stroke)
1A
Fapen= P2* 8" nme (8)
Thm
In this case it must be pointed out that, with singlerod
hydraulic cylinders, there are design reasons why the
area rato must not be less than a certain figure (3).
—
Tim?
‘Fie
— Speed of rapid traverse,
working and return strokes
The folowing relationshps are applicabe to the two
cases mentioned above - Case 1 (oxtondng) and Case
2 (retracting):
yee
a
ae
a
which give!
%
yw (My
al>
where @ is the area ratio,
— Piston travel, stroke time,
dwell time and operating pressure
These depend on the size of the equipment and are taken
into account in the design of the hydraulic cylinder [4]. For
very strict demands on accuracy of positioning there are
three different possible solutions
a Seno cylinder
bb Electro-hydraulic linear ampifier
© Mult-position cylinder
‘A more detailed description of the construction and made
Cf operation of these items will be found in [2] and [5].
Planning Hydraulic Systems
— Buckling
if piston rod fs relatively thin and there is a high thrust
acting on it itis advisable to calculate the buckling [6].
This is particularly important in the case of "strength" hy-
draulc cylinders with long strokes which are installed at
cor rear the horizontal because they are then subject to
addtional lateral forees due to bending (as shown in
Fig.4 )
Fig. 4 Forces acting on a hyraulc oynder insted horizontaly
3.2.2.2 Hydraulic motors (rotary motion)
When selectng hydraulic motors it is necessary to take
into account performance quantities such as
— speed and speed ranges
— torque and power, both peak and continuous
type of lead (constant or fluctuating)
— type of duty
— constant or variable displacement
= angular acceleration
— swivel times of control systems
— magnitude of starting torque
— steady-state motion in the low spood range
— type of operating medium
‘With these operating parameters in mind, the project,
engineer can select a suitable hydraulic motor from the
maker's catalogue [5]. As an aid to selection, Table 2 lists
the basic design features and principal characteristics of
hydraulic motors. It s advisable to discuss the planned
appication with the manufacturer.
When selecting a hydraulic motor it must be remembered,
that the losses which occur depend both on the type of
‘construction and the size of the motor. This point is
partcularly important with lerge installed powers and
long working hours, ie. when there is high utlization of
the motor.
‘The causes of losses are the same with all hydraulic
machines, motors and pumps alike. Leakage losses in-
crease the effective displacement wheres hydraulic
mechanical losses effectively reduce the output torque
below the theoretical value. Remember that the max-
imum pressures listed in Table 2 are above the permitted
continuous operating pressures of the systems, The
pressures are quoted in accordance with DIN 24312,
‘As high system pressures are being used it is essential,
in order to avoid high volumetric losses, for the displace-
ment element to move within its surrounding walls with
minimal clearance. At the same time, however, the gap
between the displacement element and the surrounding
walls, e.g. a piston in a cylinder tore, must not be 100
small otherwise the friction losses will be excessive, Le.
those from the hydraulic-mechanical source.
‘These facts are applicable to all types of displacement
machines and it can therefore be concluded that the
volumetric and hydraulic-mecharical losses are the
main factors goveming the efficiency and operating
characteristics of hydrostatic machines and installations,
Operating pressure p>
mecharical ‘Compressibility
friction’ bsses losses
Flow losses C— Histaultermeet
anical losses.
‘Volumetric’ losses
Diagram 3: Schematic of the losses in @ hydrostatic machine
(motor)
We will now examine the main types of losses,
23
Planning Hydraulic Systems
7
Nominal size, | ‘Speed range:
Rexroth ie. Pras according —_ | Starting efi
sosigna- | displacement | > p, tosize | charac | ‘Noise’ | clency
Type of motor tion. inom? Inbar | in tevimin | testios | level) 1) age
Gear motors Ge 61038 250 | 500 to'do00 85
G3 .
} Beat AEM 10 to 250 450 50 10 6000 92
| ais A2FE | 2810180 | 450 50 to 4750
{ i types | A2F/BRS | 355101000 | 400 50 to 2240
axial B | Snash | AdEM 22 and 28 450 ‘30 to 4000 ot
piston plate
i motors types
Siow-spead | MCS | 200101500 | 250, 5 to 500 30
types: McQ)
Mc(6)
Orbittype mza | cotoz | 225 4010 1000 85
i motors MzD.
MzF
Mzk
Cam-ting mcr | 500%09000 | 480° | 3t0250 9
type
Radial
pision ms .
motors’ | Eccentric ypo | MA | 190% 7000 | 420 110 500 90
2 Radial piston “motors MpV | 190% 7000 | 420 4140 500 92
: = tl
g Bentaris | AevM | 2810355 | 450 | 500 8000 22
$8) aval ‘type By 28 t0 107
2 | piston
"| moos | Swash-iato | AiovM 45 318 | 30% 3600" 1
4 ‘ype AdvS* | 4010250 | 400 | 6 to4900*
= ‘ATovSO* | 2810.71 315 | 4010 3600
a
Hy te.
Mo i
Ey eter:
* Suitable for use in load matching (secondary corto) crcuts:
“+” Values only. applicable. when untied.
‘Tatle'2: Comparison o' diferent types of motor from their principal characteristics. The data is taken from catalogue data [5] and refers
10 minoral oll as the operating medium
24
Planning Hydraulic Systems
Volumetric losses
‘These arise from the flow through clearances when there
is a pressure differential present and other forms of
leakage.
This gives:
@,=9,+2, (12)
Q, = Effective volumetric flow
Q,, = Clearance fow
and the volumetric efficiency becomes:
By =F 4
Ta re
Friction in narrow clearances between components
moving relative to each other cause hydraulo-mecha-
nical losses, with the result that the motor output torque
M,, is less than the theoretical motor torque M, based cn
the pump pressure and the theoretical disolacement
volume of the motor.
M,, = P+ Q,
Moa.
m3)
Thus, the overall efficiency becomes
Mite
Tet w= Thm” WM Spe ay (14)
where a2 m+n
This means that the output power is
Pop = Moye @ = SD+Q,* Noe y (18)
Flow losses
These aise due to changes in flow direction and at
throttling points and variations in cross section. The flow
of fluid loses some of its energy in overcoming these
resistances.
The actual amount must be determined by experiment
and depends on the geometry of the component, the
velocity and the specific gravity of the fluid, Because of
the close relationship between frictional losses from in-
teal components and changes in direcion, vortices,
etc., in practice, designers use a loss index &
gs i)
gsE A G+Ee (16)
where 4 = Pipe friction coetfcient
1 = Pipe length
d= Pipe diameter
Loss index of individual components.
The pressure loss can then be determined from
Fee (17)
where 7 is the mean velocity of the fluid
25
Planning Hydraulic Systems
3.3 Selecting the control unit
3.3.1 Task of the control unit
The task of the control unit is to link the function of the
input drive system with that of the output drive system
according to predetermined ules.
It is necessary to distinguish between
a Power flow
of the flow of the fluid in direction, magnitude and pres-
sure level from the hydraulic tank to the actuator, includ
ing any necessary devices such as valves, and
b Signal flow
the task of which is to collect and process all external data
necessary for controling the power flow according the
function to be performed. The signal flow thus transfers
information smoothly into power flow.
Fig. 6 How signal flow works together with power flow
‘Once the circuit diagram and required output power are
known, the nominal sizes of the individual actuators and
control devices are also fixed. A free choice of valve
actuation remains. This can be mechanical (lever or
cam), electrical, electronic, hydraulic or pneumatic or, for
‘optimum operation. a combination of one or more of
these.
26
3.3.2 Determining the signal flow
The rules for determining the signal flow are laid down in,
the functon diagram to VDI 3260 (see Section 3.1) and
in the statement of task for the installation. In many cases
the planner of the hydraulics does not have an overview
of the complete signalling system, so close co-operation
with other experienced control specialists, ie. electronic
and electrical engineers, necessary
Planning Hydraulic Systems
3.33 Determination of the control of the power
flow
At this stage of the planning itis sensible to decide on the
contro! of the power flow — which is naturally closely
linked to the signal flow — ie. to select all the valves and
fitings necessary for proper functioning of the hydrauiic
system.
‘The basis for this is onoe again the function diagram and
tho poripheral factors of the statement of task which
govern the type and size of the valves.
It is also necessary to dectle where, in the hydraulic
system, the individual valves must be fitted in order to
perform their tasks.
This is partoularly vue of pressure valves, tiow valves
and check valves, and it also has an effect on the accessi-
bility of the installation and its flow characteristics.
Mode of operation and technical data of the individual
devices are dealt with in [5], [6] and [7].
When selecting the different control elements, there are
certain common features that can be formulated:
— mode of operation (binary, digital, analog, propor-
tional)
~ static and dynamic characteristics
~ efficiency
— space required
= cost
— reliability
— safety features
maintenance costs.
Devices which take their function signals from the signal
flow must be coordinated with it so that no uncontrolled
reactions can take place,
3.3.4 Selecting a method of measurement
In order to ascertain the effect of the signal flow on the
power flow it is necessary to measure various operating
states, primarily hydraulic variables such as pressure,
flow and temperature. In addition, it may be necessary to
measure mochanical variables euch as travel, force,
speed, velocity and acceleration,
A measuring system is selected according to the follo-
wing key factors:
— the measuring accuracy required (resolution, hyster-
esis)
— measuring range
— upper and lower frequency limits
— permitted temperature range
— permitted pressure range:
— electrical and mechanical disturbances
— distance between sensor and signal processor
— reaction to environmental factors
~ availabilty of suitable equipment
= cost
Generally speaking, measuring sensors should be sim:
ple, cheap and universal in application. They should also
be interchangeable. But their most important charecter'-
fic is stability in order to oncure that tho absolute
measured-values are reproduced reliably according to
the criteria spectic to the installaion.
27
Planning Hydraulic Systems
34 Selecting the power unit
Once the output actuator and conto! unit have been
selected, and hence the required power output and
losses in the hydraulic system are known, attention can
be turned to selecing the required power unit which
‘comprises a pump, tank and accessories such as fier
and cooler.
3.4.1 A preview of the different power systems
The first step is to clarify what type of circuit is to be
employed. Table 3 lists the various factors which help in
this. decision.
‘Type: of circuit,
open open dosed!
| semi-ciosed
(throttle control) (pump ‘cortroty (make-up systen)
Duty continuous ut x
| ietermittont x
High power x
low (Up t0 160 bar) x
peraiing, pessure | medium (up to 250 bar) x | x x
high (up to 450 bar) | Xx x
simple x x
System areata
‘complex. x x
Fast. control response. x xt, | ee
Compact | x
(uid tank)
rotary x
Type of ouiput | agent
linear x x
3! Only when pipe rune are'short or when Used in cecondaty control circuits
Table 3: Criteria for selecting the type of circuit
In this connection it must be pointed out that, in actual
prectice, the decision on the type of circuit ultimately
depends on the paricular application of the system and
on the experience o' the planning engineer because it is
usual for there to be a mixture of the various factors listed
in Table 3,
28
Apart from selecting the type of circuit, the type of power
system to be employed is also important. The two basic
forms are the individual power unit and the centralized
fluid supply system, the latter being used primarily for
larger hydraulic systems.
Planning Hydraulic Systems
3.4.1.1 Individual drives
These are normally used when it is necessary to prevent
any mutual interference between different motions.
ferent types of pump can be used depending on the par-
ticular duty.
Fixed displacement pumps
The advantages are the relatively low price and the
constant delivery volume per revolution. If the hydraulic
system is working considerably below the maximum deii-
very a reduction in the efficiency must be anticipated. The
reason for this is the need to return the unwanted delivery
back to the tank via a branch line (the pressure roliof
valve)
Presses = (Q pump — Factor) * Pn (18)
Where p, is the maximum continuous operating pressure
setting.
Variable displacement pumps
By using a variable displacement pump it is possible to
miatch the delivery to the needs of the actuator. Its ds-
advantage i its greater initial cost
Combination of pumps
‘Another method of obtaining different volumetric flow
rates is to use several fixed displacement pumps connec-
ted in parallel. With this arrangement the drive power can
be matched to the required hydraulic power in steps, so
there is no major excess drive power.
Yet another economic altemative is a combination of
constant displacement pump and hydraulic accumulator
which can be used in cases where there is a high flow
demand for a short period of time.
Q,q. Within the cyole time (0.5 to 0.66)
Another factor is whether the hydraulic system is to be
stationary (Industria) or mobile.
Unike an industrial installation a mobile hydraulic system
can only employ a certain number of pumps because of
the limitations of the engine available. The problem is,
optimizing the utlization of the power provided by the
common engine. This can only be achieved economicelly
with variable displacement pumps [8] to [14] since fixed
displacement pumps are much less suitable
3.4.1.2 Centralized fluid supply system
This type of system is used when
= there are several similar actuators in use which are
not all needed simultaneously
— several actuators with very different requirements are
to be combined
— the demand for fluid pressure is small compared with
the time of a work cyce.
The best course of action is to divide the total power
‘between a number of pumps which should be identical it
possible. Depending on the requirements, the central-
ized fluid supply system can be arranged as follows.
Pressure fluid system with fixed displacement pump
and. accumulators
The task of the accunulators is to provide the system with
sufficient energy at times of peak power cemand.
The fixed displacement pump or pumps is‘are started
and stopped according to the siate of charge of the
accumulators. This type of arrangement is good when
there are a number of actuators connected to the system,
and the work cycles are long, e.g. on machine tools
Other advantages of such accumulator installations are:
savings on pumps, drive motors and tanks
lower installed power
— Joss space required
lower noise level.
Disadvantages: are:
— similar power losses to constant pressure systems
(trotting control)
— hydraulic accumulators are subject to special app-
roval regulations.
The design and mode of operation of accumulators and
the criteria for their selection are dealt with in detail in the
chapier on hydraulic accumulators. The pumps must be
rated so that the volume of fluid taken from the accurnu-
lator can be replaced after the work cycle
Pressure fluid system with variable displacement
pumps
With this type of system the pressure in the common line
is maintained by variable displacement pumps, It should
be noted that, when large quantities of pressure fluid aro
taken from the common line, the control time of this ype
of pump means that dips in the pressure can occur.
Pressure fluid system with variable displacement
pump and accumulators
Peak demands are covered by the hydraulic accumula-
tors so that the installed pump power can be reduced
compared with a system employing only variable dis-
placement pumps and the recovery times of the pumps
can be faster.
29
Planning Hydraulic Systems
3.4.1.3 Power matching (or saving)
Hydraulic systems convert mechanical power into hy-
draulic power, which is easy to transmit, control and
distribute, and which is subsequently converted back into
mechanical power by hydraulic oylinders or motors. If the
pump has to supply several valve-controlled actuators
and the operating conditions are unfavourable, there may
be a substential power loss due to throttling which also
heats up the fluid, Such operating conditions arise in the
part-toad range when the pump is delivering more fluid
than needed by the actuators or when the pumo pressure
has been set above the pressure required by the actua-
tors, Consequently, it is energy-eficient if the drive
power (i.¢. pump delivery and pressure) can be matched
to the demand (i. load sensing, load matching contra)
|n addition to hydraulic concepts for matching input
power to output power there are also elecrically-based
systems. A comparison of electrical and hydrostatic
drives has been carried out by Metzner [15]
He lists the following advantages of load matching control
(secondary control) over electrical speed control:
better dynamic response
more compact
lighter
low inertia
lower system cost above 50 kW.
Fig, 7 gives an overview of the capabilities of hydrostatic
drive systems.
: Hydrostatic ate
arenes drive concept tater :
A Systems with A Syetoms with
flow coupling pressure couping
alte l
ate BA
Resistance contrat
oie (Qhrotte control)
BB Displacement control
‘Conventional.
New technology
High technology ‘
Fig, 7: Hydrostatic power systems
30
Planning Hydraulic Systems
A Systems with flow coupling
This system, known in practical circles as hydrostatic
transmission, employs the principle of a pump (the prim-
ary unit) drawing power from the energy source and
transmitting it hydraulically to one or more hydraulic
motors (the secondary units). At that point, the hydrauic
energy is re-converted into mechanical power, usually in
the form of a rotary motion.
Depending on the particular application and the control-
labiity requred, thete are further variations in the sys-
tems:
Al Systems with variable displacement pump and
fixed displacement motor (primary control)
‘Open-loop circuit - open suction (Fig. 8)
oO
Fig. 8: Pump control in an open-loop circuit ~ suction circuit
With an open-top circuit the fluid flows from the tank to
the hydraulc pump from whence it is delivered to the
hydraulic motor. From the hydraulic motor the fluid flows
back to the tank at low pressure and is subsequently
drawn into the pump suction again.
The output direction of the hydrauke motor can be chan-
ged by interposing a directional control valve.
A pressure relief valve protects the hydrostatic drive from
overloads. Fitration usually takes place in the retum line
Closedoop circuit - boosted circuit (Fig. 9)
2
Ly
Fig. 9: Pump contol in a closed-loop circuit — boosted circuit
In the closed-loop circuit the fluid discharged from the
hydraulic motor is returned directly to the hydraulic pump.
For filing the circuit intially and for topping up to replace
the unavoidable leakage there is a boost pump which
must usually have a delivery of about 15% of the main
pump delivery. When there are rapid changes in load it
can sometimes be necessary to boost up to 100% of the
main pump delivery, which can be done from hydraulic
accumulators, Two separate adjustable pressure relief
valves protect the hydrostatic transmission against over-
load, Filering of the fluid takes place in the return line of
the flushing valve or in the boost delivery line itself.
31
Planning Hydraulic Systems
‘The closed-loop circuit allows pump and motor to inter-
change functions so that torques and forces at the output
can be transmitted to the prime mover through the
hydraulic pump. This reversal of the energy flow provides,
almost entirely loss—free braking.
However, this is only true if the pump and motor are of
approximately the same size.
Semi open-loop circuit — with make-up (Fig. 10)
Fig. 10: Pump control in @ semi open-loop circuit —
wth make-up
With a semi open-loop circuit there is an insufficient flow
of fluid in one direction from the hydraulic motor back to
the pump,
‘The quantity lacking is made up from the tank through
make-up valves.
‘The output dive element is usually a single-rod cylinder
‘SO that more fluid is returned in the other direction to the
hydraulic pump than t can deal with. The difference is
diverted back to the tank through a directional valve. Two
pressure relief valves protect the hydrostatic transmis-
sion against overload.
32
Pump control is used mainly for individual drives, tih
powers and continuous operation, The main difference
between the open-loop circuit and the closed-loop cir
cuit is the reversibity. A disadvantage of both systems is
that their dynamic response decreases with increasing
length of connecting pipework.
A2 Systems with constant displacement pump
and variable displacement motor (secondary
control)
This version has fewer practical applications, Its disad-
vantage compared with the A1 version is that a minimum
speed must be maintained.
‘A3__ Systems with variable displacement pump end
variable displacement motor (primary-secon-
dary control)
‘This combination system is used when a very wide range
is needed.
‘There are no losses inherent in the system. The only
losses which ocour are the power losses in the motor and
‘pump and in the boost pump.
Planning Hydrauli
‘Systems
B Systems with pressure coupling
BA Resistance (throttling) control
This is often used for intermittent operation and for
multiple drives, e.g. machine tools and mobile installe-
tions. Figs. 11 to 14 show varous options with resistance
Control whereby the Fig. 17 version is preferred for lower
powers and the Fig. 13 version for higher powers.
BA1 Resistance control with constant displace-
ment pump (Fig. 17)
r
displacement pump
In a hydraulic system as shown in Fig. 11, which uses a
constant operating pressure, control is exercised by
throtting alone, i.e. the operating pressure is regulated
by a pressure relief valve. The pump delivery not needed
by the actuating device is converted into heat at the pres-
sure relief valve and so goes down as a loss in the energy
balance. The pressure differential (p, ~ p,) not needed by
the actuating device 's dissipated at valves 1 and 2 and
also goes down in the energy balance.
System-related power loss
P= (Q,- Qu)* Pp + Oy (Pp ~ Py)
BA2 Resistance control with variable displacement
pump(Fig. 12)
Fig. 12: Resistance control system with variable displacement
pump
Unlike conventional installations, this system uses a
variable displacement pump. The swivel angle of the
pump, i.e. its delivery, is regulated by the system pres-
sure in the pump line. The oump only delivers the precise
quantity needed by the actuating device at any moment.
The disadvantage of this system is that the response
pressure must be set vey high so that the actuating
device can continue to be supplied when under high load,
System-related power loss
Py= (Pe ~ Pu) * Oy
33
Planning Hydraulic Systems
BA3 Load sensing
BA3.1_ Load sensing with variable displacement
pump (closed centre) (Fig. 13)
A
xe
Fig. 13: Resistance control system with load sensing and va-
rable displacement pump (used primaniy for mobile
machines)
By means of a load pressure feedback system the
pressure and flow can be matched to the needs of the
aquator. Only slighily more hydraulic power is provided
than is needed by the various, individual actuators; thus,
erergy is saved. Ths type of control is very sensitive and
is almost independent of the load pressure; meaning
easy operating cortrol.
System-related power loss with variable displacement
pump
P= (Pp B,) * Qy where py p, = constant ~ 15 bar
34
BA3.2 Load sensing with constant displacement
pump (open centre) (Fig. 14)
ol
ieeoerer
TW
EI s :
\
t
= - Je
Pa fey
uf rey
| Seth
Fig. 14: Resistance control system with foad sensing and con-
ant dpecoment pump (used pinay for able,
machines)
‘System-related power loss with constant delivery pump
Py =(Q,— Gy) Pp + Oy 2p— A.)
Py =(Q,— Oy) ia, +15 +10? Nim?) + y= 15 + 108 Nim?
where p,—p_ = constant = 15+ 10° Nin? =15 bar
Planning Hydraulic Systems
BB Displacement control (load matching systems
[with secondary control] )
BB1 Load matching - Secondary control (Fig. 15)
Either of these terms means control of the displacement
of secondary unit, i.e. the actuator. A good example is
speed control of a hydraulic motor. When, as in certain
cases, external energy is ted into the system, the motor
works as a pump in order to keep the velocity or speed
constant, This is why we speak of the unit as a "secondary
unit’ and not of a hydraulic pump or hydraulic motor.
The system is descrived in more detail in [10], [15] and
[16]. As with the systems described in Section A, there
are no system-related losses. An interesting fact, ac-
cording to [17], is the application of secondary control in
the following cases:
— When various actuators work in parallel and with
different sequences (e.g. on ships) and energy can be
recovered from those units that are braking (Le. re-
generating) in order to be used for other units that ara
motoring (e.g. in lits and elevators). it means that the
total installed power can be substantially reduced.
— When there are considerable distances between the
hydraulic power unit and the actuators. The compres-
silly of the fluid plays no part hete because control
is exercised directly with the moter. Therefore, high
dynamic response control is possible.
Fig. 15: System with pressure coupling
(secondary contra!)
= When a good power-to-weight ratio is needed, e.g.
‘on shps, vehicles, machine todls, ete. The hydraulic
Units are considerably more compact and lighter than
comparable electrical units [15].
- When work cycles are repeated systematically and it
is possible to recover energy. Typical examples are
vehicles, e.g. town buses, fork-ift trucks, ships’ win-
ches, centrifuges, etc., where the braking energy can
be stored and utilized later for acceleration.
Track-driven vehicles are another possibility as,
when driving round a bend, the inner units act as
generators and the outer units as motors with the
result that, for a specific speed, energy can be reco-
vered,
Of course, it must be debated whether the suocess of
such a system is worth the cost of its instalation.
35
Planning Hydraulic Systems
3.4.2 Selecting the pump
From what has been said so far, and having determined
the operating pressure, we are now in a position to con-
sider the type of pump to be employed. Table 4 lists the
different types and nominal sizes of hydraulic pumps and.
permits them to be compared.
T T
Nominal size | ‘Speed range
Rexroth le, Prax eocortirig.
designa- | delivery | > Pra 0 size,
Type of pump, tion in em? in bar in. revirnin,
“ Ge 250. | 500 to 5000
2 \2 vextémal. teeth G3 3't0'100, 250 +500 to-$000
5 4 250 | 500 to 5000
£16
£ internal. teeth GM 25 10 50 210. | 90016 1800
$ ‘Vane-type pumps ve Wo 36 75. 900 10 3000
a
‘i Radial piston pumps Re 04 to 20. 700. 1000 to 3400
s 5
‘Axial pision pumps 2-0 | 1010250 | 450. |. 1600 to 180!
é (bent axis type) A2F 200 to 1000 400 960 fo 1800
KFA2FO | 4Band6a | 950. |. 2000 10,2040
vs 1210 63 400. |. 1000't0 1800
Varie-ype pumps v4 2010 125 | 160 750 to 2000
vs 81063 70 900 t6 1800
: rd can toe eee
Aavso | 2810250 | 450. | 500 to 4250"
[nn ort cies AaveG | 2810250 | 450 | 00 m 4250"
Move | 26% 100 | 315 | 1000 t0 sda
g a ‘Aiovso | 2610100 315 1000 to 8000
3
4 B | Bont axis type av | 26010 1000 | 400 | 500 to 2500*
| 2 ‘ATV. | 2010 1000 | 400 ‘800 to 4100.
ea AV 2010 1000. | 400 '800.to 4160
ABvO 28 to 107 400 500'to 3180
St oe ete
* Closed creuit
Units used on mineral oi
‘The requirements contained in “tho statement of task”
narrow down the type and size of pump even further,
Typical key factors are:
— Pressure range — continuous ard maxirrum pressure
with service restrictions, behaviour with frequent
pressure changes
= “Speed range - top and bottom limits
36
‘Table 4: Comparison of the principal charactersics of tiycraullc pumps. The data is leken from the various data sheets (5] with the
— Relation between pressure and speed
— Life expectancy with various load protles (continuous
load, part load, overload, pressure peaks)
— Fluid used — purity and temperature requirements
(NAS, viscosity); see chapter on Hydraulic Fluids
— Effciency characteristics for different types of load
Planning Hydraulic Systems
— Suitability for uniform or sharply fluctuating demand
= Operating reliability and noise
— Variable displacement pumps — control rate and ran-
0, internal leakage losses, choice of control devices
— Ease of maintenance and repair
Let us examine one or two of these points in detail
Efficiency
This is primarily of interest at high powers and high
utilization factors = (operating hoursitotal hours).
A lower efficiency or a higher power loss heats up the fluid
and necessitates more cooling,
‘The utilization factor also plays an important role in this,
connection.
(19)
Table 5: Guide values for V > 0)
Service life
This is very dependent on the operating pressure (e.9,
the Ife of ball bearings is reduced by 7/8 if the operating
pressure is doubled) and on the purity of the fluid and its
temperature
Noise level
All positive dsplacamant machines werk on similar prin.
ciples.
Their chambers are filed in a continuous sequence: as
they rotate, being closed afterwards to prevent any back
tiow and then being opened again subsequently to expel
the contents.
This intermittent process causes pressure pulsation and
hence vibration which is transmitted to other parts of the
installation in the form noise, carried either by the fluid or
the mechanical structure. Pumps also radiate airborne
noise from their outer surfaces as a result of their opera-
ting principle
The usual methods of reducing such noise are
— to de-couple the structure-borne noise (by mounting
on anti-vibration mountings, ete.)
— by restricting the transmission of fluid and airborne:
noise (with accumulators and silencers)
~ by avoiding additional sources of vibration,
More detailed information on this subject wil be found in
the chapter on Noise Reduction and in [18)
Fluid
If itis intended to use fluids other than mineral oil it is
advisable to consult the manufacturer of the hydraulic
equipment first.
3.4.3 The tank or reservoir
Another important item in the power unit is the tank in
which the operating fluid is stored. Apart from storing the
fuid used in the system, its tasks are also to, assist in
removing contamination and water, air separation, to act
as a heat exchanger and to allow the return ‘uid to settle.
|h the majority of applications it should also be able to
support the hydraulic components, namely pumps,
valves and other accessories such as accumulators,
fiters, etc. in the case of large installations with a centra-
lized fluid supply system this is not always necessay.
All the points that have been mentioned make certain
demands on the construction and size of the tank. They
are formulated in VDI 3230 as follows:
— static and dynamic rigidity
= good dissipation of heat due to losses
— easy maintenance.
Further details will be found in the chapter on Steelwork
Design for Power Units.
34.4 Accessories
Grouped under this subheading are those devices which
perform fitration and storage of the fluid, regulate the
thermal siatus of the installation (e.g. coolers and hea
ters) and indicate the operating variables such as pressu-
res. The criteria for selecting such items, their design and
construction features will not be dealt with here because
later chapters cover them comprehensively.
Later chapters also deal in considerable detail with the
ther principal aspects of planning and design such as
the pipework connecting the individual components,
noise reduction, corrosion protection and commissioning
and maintenance.
37
Planning Hydraulic Systems
4 Documentation
of practical experience
In this connection, documentation means the systematic
collection of information, its analysis and its preparation
into a convenient form for use. It should be remembered
that even the best documentation is worthless if it Is
neglected.
The main source of information, apart from magazine
articles, patents, etc. is the practical experience gained
from the design and execution of other hydraulic installa-
tions, The information gathered has an exclusively prao-
tical slant, which means that it should be used and not
merely gather dust!
Basically, documentation covers two aspects:
1 Indicating to the planning engineer the current
state-of-the-art
2 Indicating possible and practical methods and solu-
tions which have already proved suocesstul and are
available. The economic aspect is an integral part of
this.
In general, engineers solve the problems that confront
them with expertise and the greatest possible economy
in ming.
In the search for the correct solution, many decisions
must be taken the value of which is in direct proportion to,
the nearer the approximate the ideal solution and the
quicker they can be obtained. Such decisions are easier
to achieve if the necessary information is available at the
same time, ie. when planning begins. Good documenta-
tion is therefore, one of the best ways of arriving at good
solutions to future new problems, ie. saving, storing and
imparting the knowledge of experience gained
5 Economics
In order to have a clear view of the economics of an
installation itis essential to break down the costs into a
more easily assimilated patter.
From Fig. 16 it will be clear that it is impossible for the
planner to forecast the costs at the beginning of a project.
Consequently, any initial calculations make use of past
experience from comparable projects. The extent to
which the tender prices agree with the final prices is also
part of the tenderer's know-how. It has been established
that there is always a cost adventage for the user in
purchasing a complete system and, at the same time, he
is assured of good service. Another plus point is the
reduced number of possible sourcas of error, i.e, practic-
ally no interface problems, and optimum coordination of
the electrics and electronics with the hydraulics. Since
only the project engineer bears responsibility for the
planning and execution, the user's risk is aso minimized.
‘Another worthwhile exercise is a comparison of purchase
price with operating costs. Operators often go for low
tenders without giving due consideration to the very
important after-costs associated with commissioning,
maintenance and energy.
Breakdown of the tota! cost of a hydraulic system
A guide to project design
Planning Hydraulic Systems
The procedure for designing a system
A The hydraulic cylinder
1": Provisional system pressure
(see Table 1 for empirical values)
‘The size of a suitable hydraulic cylinder can be taken from
the catalogue [5] (A,>A).
Fig. 17: Diagrammatic layout of a hydraulc instalation; x,%, Fare the
B The power unit
V,: Pump displacement (geometric)
Speed
1: Volumetric efficiency, see catalogue [5]
A suitable combination of hydraulic pump (V.) and elec-
tric motor (n) must be selected to satisty the require-
ments.
39
Planning Hydraulic Systems
The! Total efficiency of system
Table 6: Guide values for total effciency of a system depending
con the pump used
C The control valves
‘Selecting the nominal size of valve depends partly on the
performance limit, the flow rate Q and the pressure drop
Ap= f(Q).
Details will be found in the catalogue [5].
D The hydraulic power required (pump)
1: Total efficiency of pump, see catalogue [5]
where p, = FA,,+ Ap,
4p, is an empirical value between 10 and 50 bar depen-
ding on the type of installation. It is related to the flow
velocity and to the type and length o} pipe.
E Pipe sizes (empirical values)
Vga: , This depends on the pipe length, operating pres-
sure and installation details
40
F The tank volume (empirical value)
Vigy = 3105 x Q, (Q, in Limin)
For large hydrauic cylinders
Vinge = 3X Vay
G The cooling system
The amount of power loss converted into heat in a
hydraulic system is very dependent on the type of instal-
lation.
‘Empirical values fer determining coolng capacty
Note
Refer to the appropriate chapters for details on the design
of hydraulic accumulators and the fitting and fitration
rating of fiters.
Planning Hydraulic Systems
e An example of project design
The following simple example of a canal lock gate system
is intended to illustrate the procedure to be adopted in the:
proect design of the hydraulic system in such an the
installation,
‘The customer has laid down the following basic require-
ments:
— Working travel of the individual gates
s=im
— Power required
P, = 80 KW
— Simple construction
— No electical interlocks
— Operation must be reversible at any time (or safety)
= Lock transit time approx. 5 min,
‘The first step is to prepare a precise statement of task, i.e.
a number of extra variables needed for the design must
be ascertained:
— Pushing and pulling forces on the gates
Figg = 4 KN
= Pushing and puling forces on the sluices
Fog 14 KN
= Opening time of the gates
ty = 308
— Closing time of the gates
fy = 608
= Opening time of the sluices
hes = 188
— Closing ‘ime of the sluices
t= 308
If there is no background from previous similar installa-
tions it will be essential to draw up a circuit diagram (Figs.
18 and 19) and a function diagram (Fig. 20).
‘As the system will operate intermittently and work at low
pressure, as well as having to be simple and cheap, the
‘open-loop circuit is the one to choose according to Table
6
The operating pressure is decided according to DIN
19704 — the standards referring to hydraulic stee! struc-
tures — and is set at 120 bar max. because of the emer-
‘gency and manual operation required.
The rated pressure of the system js calculated as follows:
Paes. w= Prax — Pasty’
whereby the losses are estimated at 20 bar and therefore
the usable system pressure is fixed at 90 bar.
As shown in the circuit diagrams (Figs 18 and 19)
hydraulic cylinders are being considered as the output
drive elements. The cylinder size can be estimated as
follows, neglecting losses:
or
For cylinders 1 and 3:
ag 88000 om?
‘200 Nem’
For cylinders 2 and 4:
#000 N
900 Nem? BA om
Aw
Note:
With singletod cylinders there are two diferent piston
areas and working speeds,
With the aid of the catalogue [5], the pressure and the
geometry, the individual cylinders can be selected:
Cylinder + CD 250B 125/70 x 1030
Cylinder 2 CD.250B 63/45 x 350
Cylinder 3 CD 250B 125/70 x 1030
Cylinder 4 CD.250B 63/45 x 350
Remember that, according to the formula Q= v + A, the
choice of hydraulic cylinder also has an effect on the size
of the pump. Once the operating pressure, volumetric
flow and circuit dagram are known, the sizes of the indi-
vidual components can be ascertained, and hence the
components themselves, e.g. the valves.
Knowing the output power and the losses of the individual
control cevices, and hence the drive power required for
the hydraulic system, it is possible to establish the power
unit, comprising pump, tank and accessories such as
fiter and breather. For reasons of cost, standard units
should be installed whenever possible With this particular
project standard components can be selected and moun-
ted on a special size of tank
a1
Planning Hydraulic Systems
Fig. 18: Circuit diagram of a canal look (traveling upstream)
Planning Hydraulic Systems
Fig. 19: Circuit diagram of a canal lock (traveling downstream)
44
Planning Hydraulic Systems
Planning Hydraulic Systems
‘An initial calculation of the cost of the system, including
plaming, is made, to which must be added the installation
and commissioning costs which can be either a fixed
price or at cost according to the circumstances. If the
customer is happy with the quotation, progressing of the
job begins with the design and construction of the system
and its components.
Desig-
No. | tem nation | Status units Value
1 ‘Switch WW On
Or
2 Power unit Ty Running rpm. 1500
o
3 | Directional ‘contro! valve M1 | Upstream i I
Middle position |
Downstream (manval extaon)
4 ‘Upper gate cylinder c1 Closed 1030
‘ ‘Open mim 0
5 Filling: suice cylinder c2 Closed 350
} ‘Open \ rm | 8
6 Foller-actuated dirécional control valve, he Closed
filing. sivice
Open
7 Roletacuated deconal cottal vai, 9 Closed
filing sluice
‘Open |
8 Lower gate cylinder cs Closed 1030
Open mn °
9 | Drain stice’ {c4 Closed 350
|
‘Open min °
10 ‘Roller-actiated directional control valve, T3 Closed
lower gate
Open
Fig. 20: State diagram for the canal lock in Fig. 17
46
Planning Hydraulic Systems
Downstream Upsiream |
Time ins
@- 20 60° 90" 120 180 180 210 240 270 © 30 60 90-120 180 180 210° 280 270
t+ ' a a aa eee
47
Planning Hydraulic Systems
8 Symbols and subscripts
Symbols Subscripts
Symbols | Units | Quantity Symbols |" Guantity
a | mim? Opening area, A Utilization
Annulus area out | Drive out
A mm? | Area, in Drive in
piston area sys) System
0D te, ial cag b Accelefation
ipiston aoe) e effective
F N Force A Mists
’ Whe aaa tot Total
mM oD eat h Hydraulic
p Nint |” Pressure i Pitot
P w | Power L Load
av | me | Flow m Mechanical
s n Stroke, travel M Motor
t 8 Time max | Maximum
vy ms Flow velocity N Rated
op Operating
@ s Angula’ velocity P Pump
| Fr. Friction
cl Gap
Dimensionless symbols a Eyetaeraten
th Theoretical
‘Symbols | _ Quantity bo ey,
© Cylinder
a ‘Angle +) nut
n Eticiency 2 ‘Output
a Pipe friction
¢ Loss coefficient
> Density
° ‘Area ratio
Ww ‘Conversion range
48
Planning Hydraulic Systems
[1]
[2]
”
fe)
(9)
[10]
1]
[12]
113]
References
VDI-Richtlinien VDI 3260
Funktionsdiagramme von Arbeitsmaschinen
und. Fertigungsaniagen
VDI-Verlag GmbH Disseldort 1977
Ebertshauser, H.
Planung_ hydraulischer Anlagen
0 + p “Oihydraulik u. Pneumatik” (1984)
Obermeyer, G.
Krattebetrachtung an einem
ifferentialgeschalteten Druck- und Zugzylinder
0 + p “Olhydraulik u. Pheumatik” Oktober 1966
Kramer, ©.
Zylinderentwickung fr Kunststoffmaschinen
Rexroth Fachtagung 1985
Hydraulk Komponenten, RD 00 101
Katalog Uber cas Lieferprogramm der
Unternehmensgruppe Mannesmann Rexroth
Der Hydraulik Trainer, Band 1
Mannesmann Rexroth GmbH
2. Aufage 11.80
Der Hydraulik Trainer, Band 2
Mannesmann Rexroth GmbH
1, Auflage 1.86
7. AFK
Energiesparende Hydraulik
Fluid, April 1986
Roorda, T.
Verlusie aut Sparflamme
(Load-Sensing-System)
Fluid, Mai 1986
Nikolaus, H.W.
SekundargeregelteAntriebstechnik
Fluid, April 1985
Mayr, A.
Hydrostatische Fahrantriebe
0+ p “Olhydraulik u. Pneumatik’ Juli 1985
Rickgauer, N.
Hydraulische Antriebe im Kranbau
0+ p “Olhydraulik u. Pheumatik” Marz 1986
Mayr. A.
Hydrostatische Antriebe fir StraBenwalzen
0 + p “Olhydraulik u. Pneumatik” August 1983
[4]
(15)
[16]
07]
[8]
Wiest, W.
Hydrostatische Antriebe
fr Landmaschinen u. Traktoren
0 +p “Olhydraulik u. Pneumatik” Juli 1983
Metzner, T.
Kennwerte der Dynamik sekundérdrehzahi-
geregetter Axialkolbeneinhelten am
eingepragtenDrucknetz
0 +p “Olhydraulik u. Pneumatik" 30 (1986) Ne. 3
Kordak, R.
Sekundargeregeltehydrostalische Antriebe
0+ p “Olhydraulik u. Pneumatik" 29 (1985) Nr. 9
Wes ist Sekundarregelung?
Mannesmann Rexroth GmbH
Druckschrift Nr. RD 09481
‘Auswahikriterien von Hydropumpen
0 +p “Olhydraulik u. Pneumatik” Sept, 1980
49
You might also like
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5811)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Neumática Práctica - A. Nicolás SerranoDocument453 pagesNeumática Práctica - A. Nicolás SerranoCesar BaezNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Tema 12 - Fundición y MoldeoDocument87 pagesTema 12 - Fundición y MoldeoCesar Baez0% (1)
- Manual Curso TORNO CNC MisionesDocument79 pagesManual Curso TORNO CNC MisionesCesar Baez100% (1)
- 05 - ASTM D2270 - Standard Practice For Calculating Viscosity Index From Kinematic Viscosity at 40 and 100CDocument7 pages05 - ASTM D2270 - Standard Practice For Calculating Viscosity Index From Kinematic Viscosity at 40 and 100CCesar BaezNo ratings yet
- Hidráulica Clase SellosDocument19 pagesHidráulica Clase SellosCesar BaezNo ratings yet
- TEMA 21 Operacines Unitarias de La Industria Regional-Aserrado de MaderaDocument53 pagesTEMA 21 Operacines Unitarias de La Industria Regional-Aserrado de MaderaCesar BaezNo ratings yet
- TEMA 16 ForjaDocument29 pagesTEMA 16 ForjaCesar Baez100% (1)
- SistHPContAutP2 2009Document84 pagesSistHPContAutP2 2009Cesar BaezNo ratings yet
- Tema 20a Tolerancias y AjustesDocument88 pagesTema 20a Tolerancias y AjustesCesar BaezNo ratings yet
- Tema 13 - Conformado PlásticoDocument17 pagesTema 13 - Conformado PlásticoCesar BaezNo ratings yet
- Soldadura Clase 2019 TPPDocument167 pagesSoldadura Clase 2019 TPPCesar BaezNo ratings yet
- Tema 13 - Proceso de LaminadoDocument44 pagesTema 13 - Proceso de LaminadoCesar BaezNo ratings yet
- GráficosDocument9 pagesGráficosCesar BaezNo ratings yet
- Manual Técnico Correas de Alto Rendimeinto HABASIT PDFDocument20 pagesManual Técnico Correas de Alto Rendimeinto HABASIT PDFCesar BaezNo ratings yet