You might also like
- Mechanical Hand-Outs on Wheel Types, Profiles, Defects & TerminologyDocument25 pagesMechanical Hand-Outs on Wheel Types, Profiles, Defects & TerminologyTapas kumarNo ratings yet
- WHEEL DEFECTS & WHEEL SHELLING (Soft Copy) - 0Document17 pagesWHEEL DEFECTS & WHEEL SHELLING (Soft Copy) - 0mehrotraprashant06No ratings yet
- Wheel & AxleDocument18 pagesWheel & AxlehayatmdazharNo ratings yet
- Part Number: 688-2RS: SMB Bearings Radial Ball BearingDocument1 pagePart Number: 688-2RS: SMB Bearings Radial Ball BearingCecilio Díaz GijónNo ratings yet
- SMB Radial Ball Bearing SpecificationsDocument1 pageSMB Radial Ball Bearing SpecificationsHector Alejandro Melin ContrerasNo ratings yet
- 2011 J3 Competition Knowledge Packet: 8233 Oliver Road Erie, PA 16509Document18 pages2011 J3 Competition Knowledge Packet: 8233 Oliver Road Erie, PA 16509DNo ratings yet
- Rolling StockDocument130 pagesRolling StockMonu ChaudharyNo ratings yet
- 1.7 - Rolling Stock - General DefectsDocument168 pages1.7 - Rolling Stock - General DefectsChiranjib100% (1)
- Automotive Brake Design Report SummaryDocument17 pagesAutomotive Brake Design Report SummaryTavi SharmaNo ratings yet
- ZF Axle Systems for Coaches: 20 Years of ExperienceDocument8 pagesZF Axle Systems for Coaches: 20 Years of ExperiencewurtukukNo ratings yet
- Bearing Maintenance Technology: Er Prateek Gupta Er Ranjeet SinghDocument56 pagesBearing Maintenance Technology: Er Prateek Gupta Er Ranjeet SinghsamirsabatNo ratings yet
- WTB 2012 CatalogDocument39 pagesWTB 2012 Catalogarag60No ratings yet
- SP-0702 RF-12-611 MilitarDocument2 pagesSP-0702 RF-12-611 Militarafaba5No ratings yet
- 2016 Fluidampr Catalog PDFDocument10 pages2016 Fluidampr Catalog PDFPaulNo ratings yet
- Great Parts For Great Engines: Light/Medium Duty Diesel Engine KitsDocument12 pagesGreat Parts For Great Engines: Light/Medium Duty Diesel Engine KitsTayfun SezişNo ratings yet
- Catalogo GT 2014Document126 pagesCatalogo GT 2014bikemtb_netNo ratings yet
- Acl Bearing 2018Document16 pagesAcl Bearing 2018LEONARDO CANDORNo ratings yet
- Merida Big.Nine 6000 Hardtail Mountain BikeDocument3 pagesMerida Big.Nine 6000 Hardtail Mountain BikejuanjonovatoNo ratings yet
- Vibro King TL Screen 1Document3 pagesVibro King TL Screen 1RAUL PEREZ NEGREIROSNo ratings yet
- Bodymaker Solutions Flyer RBC WEBDocument2 pagesBodymaker Solutions Flyer RBC WEBfrankNo ratings yet
- Trelleborg-Construction Series ImperialDocument16 pagesTrelleborg-Construction Series ImperialМИНИОНNo ratings yet
- Pirelli Brochure Rallye 2024Document20 pagesPirelli Brochure Rallye 2024siritapeNo ratings yet
- Ilovepdf - Merged (1) - 211-280Document70 pagesIlovepdf - Merged (1) - 211-280FlaviaNo ratings yet
- Disc BrakesDocument33 pagesDisc Brakesbhanuka2009No ratings yet
- Crane Wheel Systems Sra / SRNDocument28 pagesCrane Wheel Systems Sra / SRNKovács Endre100% (1)
- Ban OkDocument12 pagesBan Okagung setiawanNo ratings yet
- Suspension SystemDocument38 pagesSuspension SystemZerara KamelNo ratings yet
- Rolling GearDocument14 pagesRolling GearRamesh SalriaNo ratings yet
- Sakai SV201-1 Series Vibratory Single Drum CompactorsDocument2 pagesSakai SV201-1 Series Vibratory Single Drum CompactorsblackzmillianNo ratings yet
- Goodyear's Radial Tyre For Wheel Loaders and Graders.: The Goodyear RT-3BDocument2 pagesGoodyear's Radial Tyre For Wheel Loaders and Graders.: The Goodyear RT-3BRasoolKhadibiNo ratings yet
- ChampionDocument2 pagesChampionRND DRAWNo ratings yet
- Llantas y NeumaticosDocument7 pagesLlantas y NeumaticosJorge Orlando Mojica BelloNo ratings yet
- Review On Wheel Defects in Indian RailwaysDocument2 pagesReview On Wheel Defects in Indian RailwaysNINTU KUMARNo ratings yet
- Gear BoxDocument6 pagesGear Boxprashant mishra100% (1)
- Carbon Drive CalculatorDocument14 pagesCarbon Drive CalculatorFilipe FonsecaNo ratings yet
- Preparing Group 1 RS2000 Rally CarsDocument6 pagesPreparing Group 1 RS2000 Rally CarsPhilip RiddlesNo ratings yet
- Ools Ccessories: Mini ManiaDocument53 pagesOols Ccessories: Mini ManiaRejaNo ratings yet
- Service SpecificationsDocument48 pagesService SpecificationsXuân VinhNo ratings yet
- KG125Document36 pagesKG125Bülent KabadayiNo ratings yet
- E Bike Brake CalculationDocument6 pagesE Bike Brake Calculationeagles racing100% (2)
- Uniroyal Truck Tires Pocket BrochureDocument8 pagesUniroyal Truck Tires Pocket Brochurepitta.kazanNo ratings yet
- Techn Manual 2010 EngDocument84 pagesTechn Manual 2010 EngChris Shafer50% (2)
- Makita Grinder CatalogDocument19 pagesMakita Grinder CatalogSuryana Maman100% (1)
- Product: CatalogueDocument38 pagesProduct: CataloguekazdanoNo ratings yet
- 8294 Pneu Triumph SchvalDocument19 pages8294 Pneu Triumph SchvalErik ŠtréglNo ratings yet
- 2wf Ready Transformation Procedure Road Fulcrum ENG Rev05 07 2021Document8 pages2wf Ready Transformation Procedure Road Fulcrum ENG Rev05 07 2021rx4gbd7j6qNo ratings yet
- ROS9 FrameDocument7 pagesROS9 FrameSwitchback BikesNo ratings yet
- L205TTCCDocument1 pageL205TTCCmartinf090574No ratings yet
- Mitsubishi Colt 2007 Wheel and TyreDocument2 pagesMitsubishi Colt 2007 Wheel and TyrenalokinNo ratings yet
- Service SpecificationsDocument30 pagesService SpecificationsHS itNo ratings yet
- Catálogo SuzukiDocument2 pagesCatálogo SuzukiÁngel RodríguezNo ratings yet
- YOKOHAMA Truck BusDocument11 pagesYOKOHAMA Truck BusRamanathan KrishnamoorthyNo ratings yet
- DEXTDCVS26283 NDS AxleSpecsSheet LRDocument2 pagesDEXTDCVS26283 NDS AxleSpecsSheet LRAliNo ratings yet
- Fe42rl GBR EngDocument4 pagesFe42rl GBR EngaaNo ratings yet
- Design and Fabrication of Stair Climber TrolleyDocument21 pagesDesign and Fabrication of Stair Climber TrolleyAnonymous 1mMOyt9zNo ratings yet
- VMTPDocument2 pagesVMTPJamal HabbasNo ratings yet
- Radial Cylindrical Roller Bearings Standard Styles and DimensionsDocument14 pagesRadial Cylindrical Roller Bearings Standard Styles and DimensionsbbdrreNo ratings yet
- Tires and Wheels Secc 2eDocument10 pagesTires and Wheels Secc 2eMiguel Antonio Sanchez ValeraNo ratings yet
- Mazda - 5 - Engine - Workshop - Manual - l8 - LF l3 - 0202200725Document1 pageMazda - 5 - Engine - Workshop - Manual - l8 - LF l3 - 0202200725info.tf.montNo ratings yet
- EX5 Dream 110 (KZVP) Parts Catalogue 2013 PDFDocument102 pagesEX5 Dream 110 (KZVP) Parts Catalogue 2013 PDFhackka_hack83% (12)
- VHP 7042GSI MaintenanceDocument4 pagesVHP 7042GSI MaintenanceFernando Bravo100% (2)
- Automotive Engine Valve RecessionDocument156 pagesAutomotive Engine Valve Recessionmtsch100% (5)
- Operating Instructions for KMK5110 Truck CraneDocument187 pagesOperating Instructions for KMK5110 Truck Cranesilvia martinezNo ratings yet
- Question Paper For Air BrakeDocument4 pagesQuestion Paper For Air BraketgvnayagamNo ratings yet
- Ktikan NCXDocument175 pagesKtikan NCXjohanischristoNo ratings yet
- Electric Vehicle Energy Consumption ModellingDocument20 pagesElectric Vehicle Energy Consumption ModellingRohanNo ratings yet
- Mack: Volvo Air in The Fuel System, Check (Advanced)Document3 pagesMack: Volvo Air in The Fuel System, Check (Advanced)Hamish SchnurigerNo ratings yet
- 8YS1-Up, 9NS1-Up Disassembly-AssemblyDocument124 pages8YS1-Up, 9NS1-Up Disassembly-AssemblyJonathan Luiz PolezaNo ratings yet
- Jaguar XF X250-I Brochure 201002Document68 pagesJaguar XF X250-I Brochure 201002Даниил АлександровNo ratings yet
- DT Swiss Tire Pressure / Tire Dimension: Tire Width Rim Inner Width Max. Tire PressureDocument1 pageDT Swiss Tire Pressure / Tire Dimension: Tire Width Rim Inner Width Max. Tire PressureDennis SinnedNo ratings yet
- Nissan RPX80 Vs Crown PE4500Document13 pagesNissan RPX80 Vs Crown PE4500Forklift Systems IncorporatedNo ratings yet
- Tool 3164067 Silicone Sealant: Engine Family: AllDocument2 pagesTool 3164067 Silicone Sealant: Engine Family: AllFaisal ImamNo ratings yet
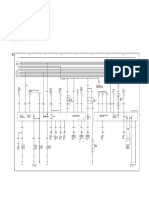
- Wiring DiagramDocument1 pageWiring DiagramAlexgavgray GNo ratings yet
- Genset Model and Specifications TableDocument2 pagesGenset Model and Specifications TableArpit VermaNo ratings yet
- Diesel EngineDocument15 pagesDiesel EnginePankaj TripathiNo ratings yet
- Goldoni EuroDocument2 pagesGoldoni EuroEdin HadzicNo ratings yet
- C-Series and E-Series Rigid Trucks and Tractor Heads Specifications and FeaturesDocument5 pagesC-Series and E-Series Rigid Trucks and Tractor Heads Specifications and FeaturesLavern P. Sipin100% (2)
- Comparision of Squirrel Cage and Slip Ring Induction MotorDocument1 pageComparision of Squirrel Cage and Slip Ring Induction MotorNewlin DevaNo ratings yet
- 20180130120606HI SK200 SK210LC-10 Tier 4 Final BrochureDocument20 pages20180130120606HI SK200 SK210LC-10 Tier 4 Final BrochureAkhmad SebehNo ratings yet
- LIST BARANG TIDAK ADADocument5 pagesLIST BARANG TIDAK ADAWahyu GCNo ratings yet
- CA3312P2K2L4T4EA80 Q034D397U1GBL25 D9781E 印尼(右舵) 2021.10.13 1Document494 pagesCA3312P2K2L4T4EA80 Q034D397U1GBL25 D9781E 印尼(右舵) 2021.10.13 1Lukman Imam Sabar100% (2)
- 06 - Major Alarm& Safety of 50DF With UNIC (DNV)Document16 pages06 - Major Alarm& Safety of 50DF With UNIC (DNV)dassi99100% (1)
- Soal Modul IT-SADocument2 pagesSoal Modul IT-SATaufiq AriefiantoNo ratings yet
- Valve Clearance / Valve Bridge: Diesel Customer Information No. 313Document3 pagesValve Clearance / Valve Bridge: Diesel Customer Information No. 313كـروري كـشخةةNo ratings yet
- C117THYR HydroplanningDocument4 pagesC117THYR HydroplanningAirbus 320No ratings yet
- STIHL 009, 010, 011 Service Manual GuideDocument52 pagesSTIHL 009, 010, 011 Service Manual Guidehey_hop50% (4)
- g63 ConfigDocument8 pagesg63 ConfigzavrisNo ratings yet