You might also like
- Techno-Economic Evaluation of Future Thermionic Generators For Small-Scale Concentrated Solar Power SystemsDocument14 pagesTechno-Economic Evaluation of Future Thermionic Generators For Small-Scale Concentrated Solar Power Systemssirmaj.20No ratings yet
- Study of a reluctance magnetic gearbox for energy storage system applicationFrom EverandStudy of a reluctance magnetic gearbox for energy storage system applicationRating: 1 out of 5 stars1/5 (1)
- Neural Network and URED Observer Based Fast Terminal Integral Slidin - 2023 - enDocument15 pagesNeural Network and URED Observer Based Fast Terminal Integral Slidin - 2023 - enChester Kazakh ManNo ratings yet
- Research Paper14Document6 pagesResearch Paper14mangla bhullarNo ratings yet
- Bozhko 2018Document13 pagesBozhko 2018sezgin bayramNo ratings yet
- Energy Consumption Based On Actual Building Load Profile: June 2006Document6 pagesEnergy Consumption Based On Actual Building Load Profile: June 2006dcs.tesNo ratings yet
- Lifetime Estimation Method For The Power Semiconductors Considering Mission ProfilesDocument10 pagesLifetime Estimation Method For The Power Semiconductors Considering Mission ProfilesLionildo LucyNo ratings yet
- MAD Research Paper Cia 3Document9 pagesMAD Research Paper Cia 3shivaprasad047No ratings yet
- Cimuka (2010)Document9 pagesCimuka (2010)jhonatanNo ratings yet
- An Interleaved High-Power Flyback Inverter For Photovoltaic ApplicationsDocument14 pagesAn Interleaved High-Power Flyback Inverter For Photovoltaic ApplicationsBastianHerreraBugueñoNo ratings yet
- Design and Performance Analysis of A Thermoelectric Air-Conditioning System Driven by Solar Photovoltaic PanelsDocument14 pagesDesign and Performance Analysis of A Thermoelectric Air-Conditioning System Driven by Solar Photovoltaic PanelsAbdulghafor MohammedNo ratings yet
- Multi-Mode Control Strategy For A Stand-Alone Wind Energy ConversionDocument19 pagesMulti-Mode Control Strategy For A Stand-Alone Wind Energy ConversionBahija KOUHAILNo ratings yet
- Experimental Research and Control of PMSG Based Wind Turbine Connected To GridDocument10 pagesExperimental Research and Control of PMSG Based Wind Turbine Connected To Grid65Priya YadavNo ratings yet
- Exergo-Economic Analysis of A Typical Wind Power SystemDocument36 pagesExergo-Economic Analysis of A Typical Wind Power SystemHammad PervezNo ratings yet
- Research IJSRPDocument9 pagesResearch IJSRPKarthi KeyanNo ratings yet
- Brunet To 2009Document10 pagesBrunet To 2009KESAVARAPU UMA SAI MAHESHNo ratings yet
- Performance Analysis of a PMSG Based Wind Energy Conversion SystemDocument5 pagesPerformance Analysis of a PMSG Based Wind Energy Conversion SystemRahul KumarNo ratings yet
- Energies 16 02147 v2Document22 pagesEnergies 16 02147 v2ayuka1219No ratings yet
- Data-Driven Thermal Modeling of Residential Service TransformersDocument7 pagesData-Driven Thermal Modeling of Residential Service TransformersNachiket PadwalNo ratings yet
- Important 2Document8 pagesImportant 2syazanaNo ratings yet
- Worlds First Fully-Rated Direct Ac Ac MMC For Variable-Speed Pumped-Storage Hydropower PlantsDocument10 pagesWorlds First Fully-Rated Direct Ac Ac MMC For Variable-Speed Pumped-Storage Hydropower PlantsfatihNo ratings yet
- Application PEM Fuel Cells Virtual Power PlantDocument9 pagesApplication PEM Fuel Cells Virtual Power PlantSIMIŞKACINo ratings yet
- Ceran Bartosz Application 12 2014 PDFDocument9 pagesCeran Bartosz Application 12 2014 PDFSIMIŞKACINo ratings yet
- 1 s2.0 S096706612100263X MainDocument10 pages1 s2.0 S096706612100263X MainROBSON CardosoNo ratings yet
- Active Thermal Controle - CompressedDocument13 pagesActive Thermal Controle - CompressedYC PRONo ratings yet
- Efficiency Analysis and Control of A Grid-Connected PEM Fuel Cell in Distributed GenerationDocument10 pagesEfficiency Analysis and Control of A Grid-Connected PEM Fuel Cell in Distributed GenerationbluefrenchumbrellaNo ratings yet
- High-Efficiency Control For A Wind Energy Conversion System With Induction GeneratorDocument10 pagesHigh-Efficiency Control For A Wind Energy Conversion System With Induction GeneratorKIREETINo ratings yet
- Lifetime Extension Technique For Voltage Source InvertersDocument17 pagesLifetime Extension Technique For Voltage Source InvertersRodovarNo ratings yet
- 769 775 Vahidi - Tavakoli - SI - PaperDocument7 pages769 775 Vahidi - Tavakoli - SI - PaperMohamed AlNo ratings yet
- Design and Analysis of A Cost-Effective Magnetless Multiphase Flux-Reversal DC-Field Machine For Wind Power GenerationDocument10 pagesDesign and Analysis of A Cost-Effective Magnetless Multiphase Flux-Reversal DC-Field Machine For Wind Power GenerationMarc DonaldNo ratings yet
- 1 s2.0 S0196890408001489 Main PDFDocument9 pages1 s2.0 S0196890408001489 Main PDFOnselwojoud MouniNo ratings yet
- 2013020203-Modeling of A Hybrid Energy Source Including PEM Fuel Cell Power Module and Ultra-Capacitor For Vehicular ApplicationDocument11 pages2013020203-Modeling of A Hybrid Energy Source Including PEM Fuel Cell Power Module and Ultra-Capacitor For Vehicular ApplicationInternational Journal for Research and Development in EngineeringNo ratings yet
- PEM Fuel Cell Modeling for Power Electronics DesignDocument7 pagesPEM Fuel Cell Modeling for Power Electronics DesignSahar ShNo ratings yet
- Solar Powered Air Conditioning by Aid ofDocument9 pagesSolar Powered Air Conditioning by Aid ofPunit ShindeNo ratings yet
- Balogun2020 JPSADocument8 pagesBalogun2020 JPSABalogun EmmanuelNo ratings yet
- Nonlinear Model Predictive Control For A Heavy-Duty Gas Turbine Power PlantDocument6 pagesNonlinear Model Predictive Control For A Heavy-Duty Gas Turbine Power PlantrismayudhaNo ratings yet
- Floating Production Storage and OffloadingDocument10 pagesFloating Production Storage and OffloadingbhuvanaNo ratings yet
- Modeling Simulation Stability Analysis For Small Grid Interconnected With Wind and Fuel Cell IJERTCONV2IS10038Document5 pagesModeling Simulation Stability Analysis For Small Grid Interconnected With Wind and Fuel Cell IJERTCONV2IS10038R.SRIKANTHNo ratings yet
- 2021_Article_Document14 pages2021_Article_srinathNo ratings yet
- Bianco Et Al. - 2022 - Phase-Change Materials For Thermal Management of eDocument15 pagesBianco Et Al. - 2022 - Phase-Change Materials For Thermal Management of emosab.backkupNo ratings yet
- A Low-Cost High-Pressure Hydrogen Generator: Department of EnergyDocument25 pagesA Low-Cost High-Pressure Hydrogen Generator: Department of EnergygonekatNo ratings yet
- Harmonics Induced by Triac-Based Soft Starting of An Induction Motor in A Residential Air ConditionerDocument6 pagesHarmonics Induced by Triac-Based Soft Starting of An Induction Motor in A Residential Air ConditioneralNo ratings yet
- Energies 16 06710 v2Document33 pagesEnergies 16 06710 v2Dr. Jagabar Sathik Mohammed AliNo ratings yet
- Machines: Challenges in Winding Design and Thermal Calculations: Physical Model of Permanent Magnet Synchronous MachineDocument15 pagesMachines: Challenges in Winding Design and Thermal Calculations: Physical Model of Permanent Magnet Synchronous Machineidriss habibiNo ratings yet
- 1 s2.0 S1359431121012126 MainDocument13 pages1 s2.0 S1359431121012126 MainMr. BondNo ratings yet
- Design and Implementation of Power Electronic Converters in Wind Turbine SystemDocument8 pagesDesign and Implementation of Power Electronic Converters in Wind Turbine Systembhawna guptaNo ratings yet
- General Diesel Turbines: A Algorithm AccurateDocument7 pagesGeneral Diesel Turbines: A Algorithm AccurateMelissa HolmesNo ratings yet
- Review of High Speed Electrical Machines in Gas Turbine Electrical Power GenerationDocument9 pagesReview of High Speed Electrical Machines in Gas Turbine Electrical Power GenerationicaanmpzNo ratings yet
- Power Systems and NPP Operation For Fresh Engr TrainingDocument118 pagesPower Systems and NPP Operation For Fresh Engr TrainingMurali Krishna GbNo ratings yet
- Future Impact of Thermoelectric Devices for Deriving Electricity from IC Engine Waste HeatDocument8 pagesFuture Impact of Thermoelectric Devices for Deriving Electricity from IC Engine Waste Heateswarart worldNo ratings yet
- Thermoelectric Generator (TEG) Technologies and ApplicationsDocument18 pagesThermoelectric Generator (TEG) Technologies and ApplicationsarunachalachandavarNo ratings yet
- Cooling Load Parameshwaran2013Document21 pagesCooling Load Parameshwaran2013eanestNo ratings yet
- A Study On The Operating Characteristics of SMES For The Dispersed Power Generation SystemDocument4 pagesA Study On The Operating Characteristics of SMES For The Dispersed Power Generation SystemzahidNo ratings yet
- A Proton-Exchange Membrane Fuel Cell and Ultra-Capacitor System Model For Stand-Alone Residential ApplicationsDocument9 pagesA Proton-Exchange Membrane Fuel Cell and Ultra-Capacitor System Model For Stand-Alone Residential ApplicationsTELKOMNIKANo ratings yet
- Edas Final-1570034251Document13 pagesEdas Final-1570034251martinv564No ratings yet
- HE 9124 SánchezDocument6 pagesHE 9124 SánchezMarcelo MolinaNo ratings yet
- Electronics: Robust Design Optimization of Electrical Machines and DevicesDocument4 pagesElectronics: Robust Design Optimization of Electrical Machines and Devicessaidoune abdelmalekNo ratings yet
- Lessons Learned From Wind Integration StudiesDocument109 pagesLessons Learned From Wind Integration StudiesjeffguitarNo ratings yet
- Optimal Control of Matrix-Converter-Based WECS For Performance Enhancement and Efficiency OptimizationDocument10 pagesOptimal Control of Matrix-Converter-Based WECS For Performance Enhancement and Efficiency Optimizationkrishkrishna007No ratings yet
- 100 To 2000 Ton Capacities AvailableDocument1 page100 To 2000 Ton Capacities AvailableputrastevanofyNo ratings yet
- KT-302H Series: Instruction ManualDocument1 pageKT-302H Series: Instruction ManualputrastevanofyNo ratings yet
- Heat-Pressed Ceramics: Technology and Strength: Prosthodont 1992 5:9-16Document8 pagesHeat-Pressed Ceramics: Technology and Strength: Prosthodont 1992 5:9-16putrastevanofyNo ratings yet
- Thermoelectric RefrigeratorDocument5 pagesThermoelectric RefrigeratorputrastevanofyNo ratings yet
- TPS30 Series: Instruction ManualDocument1 pageTPS30 Series: Instruction ManualputrastevanofyNo ratings yet
- Cold-Pressed and Hot-Pressed Rapeseed Oil The EffeDocument15 pagesCold-Pressed and Hot-Pressed Rapeseed Oil The EffeputrastevanofyNo ratings yet
- PSS Series: Instruction ManualDocument1 pagePSS Series: Instruction ManualputrastevanofyNo ratings yet
- TPS30 Series: Instruction ManualDocument1 pageTPS30 Series: Instruction ManualputrastevanofyNo ratings yet
- Features: Level Measurements Hydraulic Systems Oil Core TestingDocument4 pagesFeatures: Level Measurements Hydraulic Systems Oil Core TestingputrastevanofyNo ratings yet
- Peltier ModulesDocument3 pagesPeltier ModulesFrantsiskoNo ratings yet
- Jten 2021 7 3.4986Document16 pagesJten 2021 7 3.4986putrastevanofyNo ratings yet
- Thermal Design Analysis and Test Validation of Turksat-3USat SatelliteDocument15 pagesThermal Design Analysis and Test Validation of Turksat-3USat SatelliteputrastevanofyNo ratings yet
- Cold Press in Oil Extraction A ReviewDocument16 pagesCold Press in Oil Extraction A ReviewputrastevanofyNo ratings yet
- Double Station Pneumatic Heat Press Machine Operation ManualDocument4 pagesDouble Station Pneumatic Heat Press Machine Operation ManualputrastevanofyNo ratings yet
- Electric Muffle Furnaces For Laboratory: The Journal of Industrial and Engineering Chemistry 56Document1 pageElectric Muffle Furnaces For Laboratory: The Journal of Industrial and Engineering Chemistry 56putrastevanofyNo ratings yet
- Aircraft Engineering and Aerospace Technology: Article InformationDocument8 pagesAircraft Engineering and Aerospace Technology: Article InformationputrastevanofyNo ratings yet
- Bala Sub Rahman Ya 2006Document15 pagesBala Sub Rahman Ya 2006putrastevanofyNo ratings yet
- Modeling of An Expert System For An Electric Muffle Furnace For Simple Heat Treatment ProcessesDocument6 pagesModeling of An Expert System For An Electric Muffle Furnace For Simple Heat Treatment ProcessesputrastevanofyNo ratings yet
- Keywords: Participating Media, Volumetric Heat GenerationDocument8 pagesKeywords: Participating Media, Volumetric Heat GenerationputrastevanofyNo ratings yet
- Hicast Super and Super R: FeaturesDocument3 pagesHicast Super and Super R: FeaturesputrastevanofyNo ratings yet
- Datasheet-Kanthal-A-1-En-V2018-07-06 12 - 16 Version 1Document3 pagesDatasheet-Kanthal-A-1-En-V2018-07-06 12 - 16 Version 1putrastevanofyNo ratings yet
- Furnace & Ovens WP (Original)Document38 pagesFurnace & Ovens WP (Original)Mumahmmad Rizwan RNo ratings yet
- Physics Intro & KinematicsDocument41 pagesPhysics Intro & KinematicsRyan Clerigo ColinaresNo ratings yet
- JessicaKH BilPhy18 DigitalElec TR1Document2 pagesJessicaKH BilPhy18 DigitalElec TR1putrastevanofyNo ratings yet
- Chapter IDocument25 pagesChapter IputrastevanofyNo ratings yet
- Celtron Load Cells: Product OverviewDocument4 pagesCeltron Load Cells: Product OverviewputrastevanofyNo ratings yet
- Konsep Dasar Berfikir Ilmiah Dengan Penalaran Deduktif, Induktif, Dan AbduktifDocument10 pagesKonsep Dasar Berfikir Ilmiah Dengan Penalaran Deduktif, Induktif, Dan AbduktifYance KlauNo ratings yet
- Netcdf MOD04Document37 pagesNetcdf MOD04putrastevanofyNo ratings yet
- Lectrure Thermal AnalysisDocument36 pagesLectrure Thermal Analysisaanfebrianto1993No ratings yet
- 96 Line: A Modular Line of High Temperature - High Volume Thermal AnalyzersDocument8 pages96 Line: A Modular Line of High Temperature - High Volume Thermal AnalyzersputrastevanofyNo ratings yet
- Shop Floor ManagementDocument13 pagesShop Floor ManagementHarshal DateyNo ratings yet
- ADSA AnswersDocument7 pagesADSA Answersprasadgr931No ratings yet
- CHAPTER 2 Excel IntroductionDocument21 pagesCHAPTER 2 Excel Introductionnatasha thaiNo ratings yet
- Mba-Pgdba Referee FormDocument2 pagesMba-Pgdba Referee FormHanung PurbakusumaNo ratings yet
- Feedback Amplifier AssignmentDocument2 pagesFeedback Amplifier AssignmentShreyaank RaoNo ratings yet
- Deltek First Vision Essentials: Administrator GuideDocument65 pagesDeltek First Vision Essentials: Administrator Guidesivas.onlineNo ratings yet
- Computer Hardware Worksheet / Quiz: Make Sure That The Worksheet Is Saved Into The Network Drive Folder For CreditDocument2 pagesComputer Hardware Worksheet / Quiz: Make Sure That The Worksheet Is Saved Into The Network Drive Folder For CreditRaimundo LimaNo ratings yet
- Day Code ExceptionsDocument12 pagesDay Code ExceptionsbrianweldtNo ratings yet
- Terminology Introduction 1Document18 pagesTerminology Introduction 1Paula ChenaNo ratings yet
- Name - Date - GroupDocument2 pagesName - Date - GroupAlberto Recio GimenezNo ratings yet
- Amada Operators ManualDocument110 pagesAmada Operators ManualJeff Dunn86% (7)
- B1-15b 15.12-Air SystemsDocument29 pagesB1-15b 15.12-Air SystemsCed SisonNo ratings yet
- Labnet Mini Microcentrifuge User Manual-0218Document8 pagesLabnet Mini Microcentrifuge User Manual-0218Gustavo MuñozNo ratings yet
- Overhead Cranes-Safety&InspectorDocument214 pagesOverhead Cranes-Safety&InspectorMohamed Adel100% (6)
- User Guide: Echolife Hg520C Home GatewayDocument25 pagesUser Guide: Echolife Hg520C Home Gatewayluis PavilaNo ratings yet
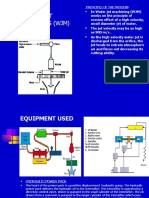
- Water Jet Machining (WJM) : Principle of The ProcessDocument30 pagesWater Jet Machining (WJM) : Principle of The ProcessMr Yasin Mech StaffNo ratings yet
- The Global Media and Ict Weaving Media, Globalization and IctDocument3 pagesThe Global Media and Ict Weaving Media, Globalization and IctChubs RiegoNo ratings yet
- Changes To Process For UK Settlement Visa Applicants Lidpro EgnlishDocument2 pagesChanges To Process For UK Settlement Visa Applicants Lidpro EgnlishAnonymous Ub9nEDlNo ratings yet
- Isb PTCL Bill March 2020Document1 pageIsb PTCL Bill March 2020Umar FarooqNo ratings yet
- Artificial Intelligence in Prosthodontics: Applications and Future DirectionsDocument31 pagesArtificial Intelligence in Prosthodontics: Applications and Future Directionsanantha narayananNo ratings yet
- Dynamic-Link Library (DLL)Document2 pagesDynamic-Link Library (DLL)Ivniaz Zoref DeysNo ratings yet
- Google Analytics Event Tracking GuideDocument20 pagesGoogle Analytics Event Tracking GuideagungbijaksanaNo ratings yet
- Yash Port Folio-MinDocument21 pagesYash Port Folio-Minyash petamberNo ratings yet
- BX11 Technical Manual EN v1.9Document144 pagesBX11 Technical Manual EN v1.9zakirfNo ratings yet
- R0310WL007224Document1 pageR0310WL007224princesenapati59No ratings yet
- Iq Oq PQ SopDocument3 pagesIq Oq PQ Sopsafikul jamalNo ratings yet
- Effects ManualDocument295 pagesEffects ManualAndi SuntoroNo ratings yet
- SAP MM Interview QuestionsDocument19 pagesSAP MM Interview Questionsok tourNo ratings yet
- Crushing & Reduction Equipment GuideDocument6 pagesCrushing & Reduction Equipment Guidejeevan scplNo ratings yet
- Micro Controller Archtecture ProgrammingDocument94 pagesMicro Controller Archtecture ProgrammingyayavaramNo ratings yet
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (50)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 3.5 out of 5 stars3.5/5 (3)
- Rolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsFrom EverandRolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsNo ratings yet
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- Introduction to Applied Thermodynamics: The Commonwealth and International Library: Mechanical Engineering DivisionFrom EverandIntroduction to Applied Thermodynamics: The Commonwealth and International Library: Mechanical Engineering DivisionRating: 2.5 out of 5 stars2.5/5 (3)
- Quantum Mechanics 4: Spin, Lasers, Pauli Exclusion & Barrier PenetrationFrom EverandQuantum Mechanics 4: Spin, Lasers, Pauli Exclusion & Barrier PenetrationRating: 1 out of 5 stars1/5 (1)
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsFrom EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsNo ratings yet
- Waves and Beaches: The Powerful Dynamics of Sea and CoastFrom EverandWaves and Beaches: The Powerful Dynamics of Sea and CoastRating: 4 out of 5 stars4/5 (1)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 3.5 out of 5 stars3.5/5 (7)
- Machinery Failure Analysis Handbook: Sustain Your Operations and Maximize UptimeFrom EverandMachinery Failure Analysis Handbook: Sustain Your Operations and Maximize UptimeRating: 3.5 out of 5 stars3.5/5 (4)
- Operational Amplifier Circuits: Analysis and DesignFrom EverandOperational Amplifier Circuits: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (2)