You might also like
- Les Outils ? D'un Lean ManagerDocument44 pagesLes Outils ? D'un Lean ManagerBasel ClubisteNo ratings yet
- Lean Management FinalDocument119 pagesLean Management FinalMohamed BOUCHAHLATANo ratings yet
- Budget Des Approvisionnements Et Gestion Des Stocks 5 Master CCADocument17 pagesBudget Des Approvisionnements Et Gestion Des Stocks 5 Master CCANou haila100% (1)
- BTS CG P5.1!03!02 Castand CDocument6 pagesBTS CG P5.1!03!02 Castand CfranckNo ratings yet
- Groupe N°03 - La Planification Des Besoins en ComposantsDocument17 pagesGroupe N°03 - La Planification Des Besoins en ComposantsOverDoc100% (2)
- Cours Lean Six Sigma, EQOTA Consulting PDFDocument38 pagesCours Lean Six Sigma, EQOTA Consulting PDFMehdi SaouriNo ratings yet
- La Régularisation Des StocksDocument5 pagesLa Régularisation Des StocksZaid El Meziani100% (17)
- LeanManufacturing Cours 2022Document250 pagesLeanManufacturing Cours 2022chaymaeboufal100% (1)
- Manifesto For Lean Management by Bob EmilianiDocument15 pagesManifesto For Lean Management by Bob EmilianiOsman100% (1)
- Agile Org Guide enDocument88 pagesAgile Org Guide enJorge Paulo de LimaNo ratings yet
- ATELIER 6 - DMAIC Et Lean 101(s) PDFDocument68 pagesATELIER 6 - DMAIC Et Lean 101(s) PDFAbdelillah YamoulNo ratings yet
- Drivers of Successful Controllership: Activities, People, and Connecting With ManagementDocument9 pagesDrivers of Successful Controllership: Activities, People, and Connecting With ManagementBusiness Expert PressNo ratings yet
- Principles of ManagementDocument64 pagesPrinciples of Managementparag_358100% (1)
- ITIL® Evolution: From Processes To Practices: Mark SmalleyDocument6 pagesITIL® Evolution: From Processes To Practices: Mark SmalleyCarlos sanchezNo ratings yet
- Leading and Managing The Lean Management ProcessDocument14 pagesLeading and Managing The Lean Management ProcessBusiness Expert PressNo ratings yet
- Challenges in Lean Implementation: Master ThesisDocument58 pagesChallenges in Lean Implementation: Master ThesisPrince Kelly100% (4)
- Operational LeadershipDocument12 pagesOperational LeadershipBusiness Expert Press50% (2)
- Lean Leadership in ConstructionDocument7 pagesLean Leadership in Constructionzakareeaone100% (2)
- Agile in ISO 9001: How To Integrate Agile Processes Into Your Quality Management SystemDocument84 pagesAgile in ISO 9001: How To Integrate Agile Processes Into Your Quality Management SystemshpoffoNo ratings yet
- 48 Change ManagementDocument13 pages48 Change ManagementVARBALNo ratings yet
- Innovation ManagementDocument31 pagesInnovation ManagementNaveed ChaudaryNo ratings yet
- Successfully Designing Hybrid Project Management: Why the combination of Scrum with conventional project management approaches hardly adds any value and which alternatives have been proven for years.From EverandSuccessfully Designing Hybrid Project Management: Why the combination of Scrum with conventional project management approaches hardly adds any value and which alternatives have been proven for years.No ratings yet
- ITIL Cleverics Nine-PrinciplesDocument6 pagesITIL Cleverics Nine-PrinciplesforbiswajitNo ratings yet
- Innovation LabDocument5 pagesInnovation Labapi-3848323100% (1)
- Lean QuickStart Guide: The Simplified Beginner's Guide to LeanFrom EverandLean QuickStart Guide: The Simplified Beginner's Guide to LeanNo ratings yet
- 2-Key Concepts in Operations Management by Michel LeseureDocument19 pages2-Key Concepts in Operations Management by Michel LeseurefghaNo ratings yet
- Agile in ISO 9001 - How To Integrate Agile Processes Into Your Quality Management System-Springer (2023)Document67 pagesAgile in ISO 9001 - How To Integrate Agile Processes Into Your Quality Management System-Springer (2023)j.paulo.mcNo ratings yet
- Ms-01 Solved Assignment 2015: AnswerDocument10 pagesMs-01 Solved Assignment 2015: AnswerJasonSpringNo ratings yet
- Lean Office: A Systematic Literature Review: Conference PaperDocument9 pagesLean Office: A Systematic Literature Review: Conference PaperFisher1987No ratings yet
- The Importance of Management InnovationDocument6 pagesThe Importance of Management InnovationTasya OskarNo ratings yet
- "Lean Manufacturing System in Management": Contemporary Issue On Seminar A Study OnDocument42 pages"Lean Manufacturing System in Management": Contemporary Issue On Seminar A Study Ondeepak_keswani86No ratings yet
- Lean - Theory To PracticeDocument4 pagesLean - Theory To PracticePranab SalianNo ratings yet
- Management 12th Edition Kreitner Solutions ManualDocument26 pagesManagement 12th Edition Kreitner Solutions Manualgarbagetalesq6e100% (1)
- The Process-Based Face of OrganizationsDocument58 pagesThe Process-Based Face of OrganizationsJose SantosNo ratings yet
- The Daily Work of Lean Leaders - Lessons From Manufacturing and HealthcareDocument16 pagesThe Daily Work of Lean Leaders - Lessons From Manufacturing and HealthcareOUBAYIDIR aliNo ratings yet
- Badawy 01Document11 pagesBadawy 01Jeff KaneNo ratings yet
- Solution Manual For Management 12Th Edition Kreitner Cassidy 1111221367 978111122136 Full Chapter PDFDocument36 pagesSolution Manual For Management 12Th Edition Kreitner Cassidy 1111221367 978111122136 Full Chapter PDFmaryann.butts370100% (14)
- Management 12th Edition Kreitner Cassidy Solution ManualDocument26 pagesManagement 12th Edition Kreitner Cassidy Solution ManualraymondNo ratings yet
- LEan MangmentDocument10 pagesLEan MangmentProudy VirgoNo ratings yet
- The Six Fallacies of Business Process Improvement: Dominique Vauquier Translated by Jean-Jacques DubrayDocument5 pagesThe Six Fallacies of Business Process Improvement: Dominique Vauquier Translated by Jean-Jacques DubrayWan Sek ChoonNo ratings yet
- Monopol I 10013451Document8 pagesMonopol I 10013451Jorge HenriqueNo ratings yet
- Lean and Its Basic Components: Academic Journal of Research in Business and Accounting May 2014Document11 pagesLean and Its Basic Components: Academic Journal of Research in Business and Accounting May 2014sandyrulzNo ratings yet
- 45 COOC An Agile Change Management MethodDocument11 pages45 COOC An Agile Change Management MethodEmanuel MansillaNo ratings yet
- Management 12th Edition Kreitner Solutions ManualDocument26 pagesManagement 12th Edition Kreitner Solutions ManualKeithMitchelltofsm100% (16)
- Lean Manufacturing PrinciplesDocument20 pagesLean Manufacturing PrinciplesPraveen KumarNo ratings yet
- Chapter 1Document30 pagesChapter 1Sheri DeanNo ratings yet
- The Lean Management Maturity Self-AssessDocument6 pagesThe Lean Management Maturity Self-AssessModerator HRCINo ratings yet
- Knowledge Management, Response Ability, and The Agile EnterpriseDocument18 pagesKnowledge Management, Response Ability, and The Agile EnterpriseHafiz SiddikNo ratings yet
- Process Management: An Effective Management ApproachDocument19 pagesProcess Management: An Effective Management ApproachTito PincayNo ratings yet
- Optimizing Innovation With The Lean and PDFDocument10 pagesOptimizing Innovation With The Lean and PDFFrancis ParedesNo ratings yet
- Lean Maintenance ThesisDocument7 pagesLean Maintenance ThesisJoaquin Hamad100% (2)
- ISO 9000 - 2000 Digs Own Grave PDFDocument4 pagesISO 9000 - 2000 Digs Own Grave PDFVCNo ratings yet
- BPRDocument11 pagesBPRArslan ArifNo ratings yet
- InnovationDocument7 pagesInnovationliuzy5662No ratings yet
- Stojanovic Ok2 PDFDocument6 pagesStojanovic Ok2 PDFmrzitedakucassamNo ratings yet
- Potential OutcomesDocument8 pagesPotential OutcomesPreetiNo ratings yet
- The Use of Information Technology in Training Human Resources: An E-Learning Case StudyDocument28 pagesThe Use of Information Technology in Training Human Resources: An E-Learning Case StudyJean Yves AllasNo ratings yet
- Organizational Simplification: A Conceptual Framework Based On Systems TheoriesDocument41 pagesOrganizational Simplification: A Conceptual Framework Based On Systems TheoriespjsystemNo ratings yet
- Sbaa 7030Document86 pagesSbaa 7030farayi.gadahNo ratings yet
- HR Getting Smart Agile Working - 2014 - tcm18 14105.pdf, 08.07.2018 PDFDocument38 pagesHR Getting Smart Agile Working - 2014 - tcm18 14105.pdf, 08.07.2018 PDFKhushbuNo ratings yet
- Impedement To LeanDocument30 pagesImpedement To LeanIzumi KōheiNo ratings yet
- Operations Management Week 1Document50 pagesOperations Management Week 1Adam ANo ratings yet
- 18 - Research On HRM and Lean Management A LiteratureDocument20 pages18 - Research On HRM and Lean Management A LiteratureHelen Bala DoctorrNo ratings yet
- Paper Lean For LeadersDocument15 pagesPaper Lean For LeadersJonas LeoNo ratings yet
- Karl Albrecht - J2E The Journey To ExcellenceDocument16 pagesKarl Albrecht - J2E The Journey To Excellencebernmam100% (1)
- 2011 Schilo Entrepreneurial Orientation and PerformanceDocument6 pages2011 Schilo Entrepreneurial Orientation and Performancechiraz ben salemNo ratings yet
- Lean ManufacturingDocument2 pagesLean ManufacturingArividya Maharsi PrimanditoNo ratings yet
- Agile Audit JADEDocument19 pagesAgile Audit JADEgoyositoNo ratings yet
- Introduction To Operations Management 1622235286. PrintDocument125 pagesIntroduction To Operations Management 1622235286. PrintNguyễn Đình Thái HoàngNo ratings yet
- Khao UlaDocument19 pagesKhao UlaKhaoula TalzazetNo ratings yet
- Ordonnancement D'atelierDocument8 pagesOrdonnancement D'atelierHamza SaffajNo ratings yet
- Corrigé Exercice 5 MRPDocument4 pagesCorrigé Exercice 5 MRPYousra LehlehNo ratings yet
- 5 - MRPDocument17 pages5 - MRPIkramNo ratings yet
- Stocks TD N°2Document2 pagesStocks TD N°2zizouanmedNo ratings yet
- StockDocument2 pagesStockmohamed amineNo ratings yet
- Methode Smed-PubDocument11 pagesMethode Smed-PubscribdichigoNo ratings yet
- MSL S3 LeanMNG 5 SMED Et Juste A TempsDocument8 pagesMSL S3 LeanMNG 5 SMED Et Juste A TempsSimo HammouChNo ratings yet
- Le Concept Et Principes Du Lean ManufacturingDocument16 pagesLe Concept Et Principes Du Lean ManufacturingSaad ThamineNo ratings yet
- BOUTAYEB OumaimaDocument3 pagesBOUTAYEB OumaimaOUMAIMA BOUTAYEBNo ratings yet
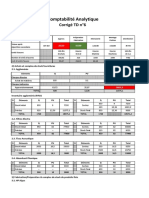
- Corrigé TD N°6Document3 pagesCorrigé TD N°6Zineb ElNo ratings yet
- Activites L Inventaire Et Son CorrigeDocument9 pagesActivites L Inventaire Et Son CorrigeMerouane AllalouNo ratings yet
- Tableau Outils LEANDocument2 pagesTableau Outils LEANkafianissaNo ratings yet
- Correction Exemple D'examen QCM COMPTA ANALYTIQUE MR Ahsina 2020-20121Document3 pagesCorrection Exemple D'examen QCM COMPTA ANALYTIQUE MR Ahsina 2020-20121abdessamadelkdadra100% (2)
- Icam - Tp1 - Medical Kit IntroDocument18 pagesIcam - Tp1 - Medical Kit IntroPuvurigNo ratings yet
- Pilotage Des FluxDocument49 pagesPilotage Des FluxpfeNo ratings yet
- Correction Exercice 3Document3 pagesCorrection Exercice 3Sana BettaiebNo ratings yet
- Chapitre 4 - 22 - 23Document12 pagesChapitre 4 - 22 - 23Bradai OmarNo ratings yet
- Cours - AC - Chap 2Document15 pagesCours - AC - Chap 2Omar El MabtoulNo ratings yet
- Typologie Des IndustriesDocument20 pagesTypologie Des IndustriesAnass CherrafiNo ratings yet
- 25 Outils Indispensables Pour Le Lean Manufacturing (17 Pages)Document17 pages25 Outils Indispensables Pour Le Lean Manufacturing (17 Pages)Gwladys BettoNo ratings yet