You might also like
- WARTSILA-SG18V34 Manual PDFDocument230 pagesWARTSILA-SG18V34 Manual PDFАндрей ВасильевNo ratings yet
- Boiler Corrosion MagnetiteDocument14 pagesBoiler Corrosion MagnetiteJakeTheSnake69No ratings yet
- Steam BoilersDocument143 pagesSteam BoilersThanhluan NguyenNo ratings yet
- ASME1Document3 pagesASME1ck19654840No ratings yet
- Cycling Tolerance - Natural Circulation Vertical HRSGSDocument10 pagesCycling Tolerance - Natural Circulation Vertical HRSGSdrainer6666No ratings yet
- Chapter 14 Boiler System Failures: Deaerator CrackingDocument22 pagesChapter 14 Boiler System Failures: Deaerator CrackingVijay RajaindranNo ratings yet
- Reduce Boiler Tube Leakages Through Proper MaintenanceDocument7 pagesReduce Boiler Tube Leakages Through Proper MaintenanceNorman IskandarNo ratings yet
- Steam Boiler Inspections Using Remote Field TestingDocument11 pagesSteam Boiler Inspections Using Remote Field TestingAnonymous lmCR3SkPrKNo ratings yet
- Integrated Approach RLA of Reformer Tubes NDT (ARTiS) PDFDocument8 pagesIntegrated Approach RLA of Reformer Tubes NDT (ARTiS) PDFSatya RaoNo ratings yet
- Engineering 360 - Engineer's Guide To Boiler Tube InspectionsDocument3 pagesEngineering 360 - Engineer's Guide To Boiler Tube InspectionsIsmal AdrianNo ratings yet
- Cooling Systems: Don'T Underestimate The Problems Caused by Condenser Tube LeaksDocument5 pagesCooling Systems: Don'T Underestimate The Problems Caused by Condenser Tube Leakspym1506gmail.comNo ratings yet
- Thailand Power Workshop Grouping: Bangkok Office 29 & 30-Mar-2012Document29 pagesThailand Power Workshop Grouping: Bangkok Office 29 & 30-Mar-2012Prakasit JuangpanichNo ratings yet
- Steve Mcintyre, Boiler Tube Failures-Nace 2006 Read-OnlyDocument83 pagesSteve Mcintyre, Boiler Tube Failures-Nace 2006 Read-OnlyLeire MeigaNo ratings yet
- Boiler Tube InvestigationDocument6 pagesBoiler Tube InvestigationWaleed EmaraNo ratings yet
- Caustic Corrosion in Boiler Waterside Tube Root Cause & MechanismDocument9 pagesCaustic Corrosion in Boiler Waterside Tube Root Cause & Mechanismعزت عبد المنعمNo ratings yet
- Best Practice in Boiler Water Treatment Part 2Document6 pagesBest Practice in Boiler Water Treatment Part 2Adrian MicuNo ratings yet
- Boiler CleaningDocument11 pagesBoiler CleaningRavi ShankarNo ratings yet
- Caustic GougingDocument5 pagesCaustic GougingChristian Paul Salazar SanchezNo ratings yet
- Boiler Tube LeakageDocument9 pagesBoiler Tube LeakageSoham MallickNo ratings yet
- Cathotic ProtectionDocument5 pagesCathotic Protectionkrishna_swaroop99No ratings yet
- Boiler InspectionsDocument6 pagesBoiler InspectionsAndre YosiNo ratings yet
- Boiler Tube AssessmentDocument7 pagesBoiler Tube AssessmentNorman IskandarNo ratings yet
- Case Study On Corrosion Water Tube BoilersDocument3 pagesCase Study On Corrosion Water Tube BoilersSalem Garrab100% (2)
- Critical Analysis of Boiler Pressure PartsDocument51 pagesCritical Analysis of Boiler Pressure PartsSCE SOLAPURNo ratings yet
- Fallas Boiler (Babcock and Wilcox)Document8 pagesFallas Boiler (Babcock and Wilcox)scofiel1No ratings yet
- Fatigue CorrosionDocument2 pagesFatigue Corrosionaop10468No ratings yet
- Asset Intelligence Report - A Primer On High Temperature Hydrogen AttackDocument9 pagesAsset Intelligence Report - A Primer On High Temperature Hydrogen AttackVajid MadathilNo ratings yet
- "Boiler Tube Failures": Project ReportDocument30 pages"Boiler Tube Failures": Project ReportmdjanNo ratings yet
- Waterbox InspectionDocument2 pagesWaterbox InspectionFallo SusiloNo ratings yet
- Flow Accelerated Corrosion of Pressure Vessels in Fossil Plants - DooleyDocument6 pagesFlow Accelerated Corrosion of Pressure Vessels in Fossil Plants - Dooleyvandrake10No ratings yet
- High Temperature Corrosion Problems in Waste Heat BoilersDocument2 pagesHigh Temperature Corrosion Problems in Waste Heat BoilersEdenrafaNo ratings yet
- EPRI Atlas of Steamside Oxide ObservationsDocument12 pagesEPRI Atlas of Steamside Oxide Observationsekrem turan100% (2)
- Corrosion FatigueDocument1 pageCorrosion Fatiguevarun chenaNo ratings yet
- Corrosion Monitoring PDFDocument24 pagesCorrosion Monitoring PDFMohamedGhanemNo ratings yet
- 1584Document6 pages1584malsttarNo ratings yet
- A Case Study On Hydrogen Damage in A CFBC BoilerDocument38 pagesA Case Study On Hydrogen Damage in A CFBC Boilerparthi20065768100% (1)
- Flow Accelerated Corrosion: Forms, Mechanisms and Case StudiesDocument13 pagesFlow Accelerated Corrosion: Forms, Mechanisms and Case StudiesMuralimohan MolabantiNo ratings yet
- Interpret Boiler Tube Cleanliness Test ResultsDocument7 pagesInterpret Boiler Tube Cleanliness Test ResultsJose100% (1)
- BDooley ACC Corrosion FAC1Document19 pagesBDooley ACC Corrosion FAC1DSGNo ratings yet
- Boiler Tube FailureDocument7 pagesBoiler Tube FailureBhupendra GobadeNo ratings yet
- CLSCC LiteratureDocument62 pagesCLSCC LiteratureNakarin PotidokmaiNo ratings yet
- Boiler Tube AssessmentDocument2 pagesBoiler Tube Assessmentjunkhaed4018No ratings yet
- LPR EquipmentDocument12 pagesLPR EquipmentsantoshgprNo ratings yet
- I HRSGDocument7 pagesI HRSGJayanath Nuwan SameeraNo ratings yet
- Soot Blower Erosion: Typical Locations Corrective ActionDocument65 pagesSoot Blower Erosion: Typical Locations Corrective ActionSamNo ratings yet
- Lifetime Assessment of A Steam Pipeline: 1 2 Material 15 128 (14MOV6-3)Document6 pagesLifetime Assessment of A Steam Pipeline: 1 2 Material 15 128 (14MOV6-3)Costas AggelidisNo ratings yet
- Boiler Tube Investigation PDFDocument6 pagesBoiler Tube Investigation PDFHussseinmubarkNo ratings yet
- PPChem 2017 19-02-92-102 Authors Copy PublicDocument11 pagesPPChem 2017 19-02-92-102 Authors Copy PublicJan RusaasNo ratings yet
- Waterwall - Fireside CorrosionDocument8 pagesWaterwall - Fireside CorrosionwahonodNo ratings yet
- Inspecton ProcedureDocument3 pagesInspecton ProcedureSanthosh ReddyNo ratings yet
- Failure Analysis of A Superheater Tube Ruptured in A Power PlantDocument10 pagesFailure Analysis of A Superheater Tube Ruptured in A Power Plantadventius S.S100% (1)
- Failures in Boiler TubesDocument15 pagesFailures in Boiler Tubesniraj_hwb100% (2)
- Flow Accelerated CorrosionDocument3 pagesFlow Accelerated CorrosionJose HernandezNo ratings yet
- PPChem 2015 17 06 342-353 NewDocument12 pagesPPChem 2015 17 06 342-353 NewyogaNo ratings yet
- Aboveground storage tank inspection checklistDocument7 pagesAboveground storage tank inspection checklistES RouzaNo ratings yet
- Corex - Gunniting - Oct 09 - JSWDocument42 pagesCorex - Gunniting - Oct 09 - JSWSaumit PalNo ratings yet
- Boiler Boilout by RentechDocument4 pagesBoiler Boilout by RentechRonald MesinaNo ratings yet
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsFrom EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNo ratings yet
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- Boiler Tube Failure Analysis and Prevention MethodsDocument13 pagesBoiler Tube Failure Analysis and Prevention MethodsJude Philip MaglasangNo ratings yet
- Failure of Superheater Tubes in a Power PlantDocument23 pagesFailure of Superheater Tubes in a Power PlantAnand VarmaNo ratings yet
- Analysis of Boiler Tube FailureDocument6 pagesAnalysis of Boiler Tube FailureInternational Journal of Innovative Science and Research Technology100% (1)
- Cyclic Operation CompileDocument11 pagesCyclic Operation CompileprabodhvkNo ratings yet
- Astm A532 PDFDocument4 pagesAstm A532 PDFJuan Leon100% (1)
- Relationship Between Microstructure, Hardness, Impact Toughness and Wear Performance of Selected Grinding Media For Mineral Ore Milling OperationsDocument8 pagesRelationship Between Microstructure, Hardness, Impact Toughness and Wear Performance of Selected Grinding Media For Mineral Ore Milling Operationsgift mudimuNo ratings yet
- Metals: Effects of Rare Earth (Ce and La) On Steel Corrosion Behaviors Under Wet-Dry Cycle Immersion ConditionsDocument14 pagesMetals: Effects of Rare Earth (Ce and La) On Steel Corrosion Behaviors Under Wet-Dry Cycle Immersion ConditionsThanhluan NguyenNo ratings yet
- GB700 88Document8 pagesGB700 88JJGM120No ratings yet
- Materials: Ffects of Mechanical Ball Milling Time On TheDocument17 pagesMaterials: Ffects of Mechanical Ball Milling Time On TheThanhluan NguyenNo ratings yet
- An Overview On Types of White Cast Irons and HighDocument13 pagesAn Overview On Types of White Cast Irons and HighThanhluan NguyenNo ratings yet
- Entropy: Coal and Rock Hardness Identification Based On EEMD and Multi-Scale Permutation EntropyDocument15 pagesEntropy: Coal and Rock Hardness Identification Based On EEMD and Multi-Scale Permutation EntropyThanhluan NguyenNo ratings yet
- Real Life Wear Processes: J.D. GatesDocument13 pagesReal Life Wear Processes: J.D. GatesThanhluan NguyenNo ratings yet
- Astm A532Document4 pagesAstm A532Thanhluan NguyenNo ratings yet
- 4188-22942-1-PB Failure Analysis of SH TubesDocument13 pages4188-22942-1-PB Failure Analysis of SH TubesEXECUTIVE ENGINEEER BOILER MAINTENANCENo ratings yet
- 41 AlexJankovicFINALDocument11 pages41 AlexJankovicFINALThanhluan NguyenNo ratings yet
- 3 - Mechnical Spares-Committt C1Document14 pages3 - Mechnical Spares-Committt C1Thanhluan NguyenNo ratings yet
- 14Document16 pages14Ale MilicNo ratings yet
- Tube Shows Bulging and Cracked With Thick Lip On Boiler Primary Super Heater Outlet Tube Is Attributed ToDocument9 pagesTube Shows Bulging and Cracked With Thick Lip On Boiler Primary Super Heater Outlet Tube Is Attributed ToThanhluan NguyenNo ratings yet
- Case Studies in Boiler FailuresDocument14 pagesCase Studies in Boiler Failuresparthi2006576880% (5)
- Boiler System Failures: Analysis & Diagnostics ManualDocument43 pagesBoiler System Failures: Analysis & Diagnostics ManualThanhluan NguyenNo ratings yet
- Iso 16112 2017Document12 pagesIso 16112 2017Thanhluan NguyenNo ratings yet
- Root Cause Failure Analysis of Superheated Steam TDocument6 pagesRoot Cause Failure Analysis of Superheated Steam TThanhluan NguyenNo ratings yet
- 1 - Boiler Tube FailuresDocument54 pages1 - Boiler Tube FailuresMohamad EshraNo ratings yet
- Root Out The Cause of Boiler Tube FailuresDocument2 pagesRoot Out The Cause of Boiler Tube FailuresThanhluan NguyenNo ratings yet
- Boiler Water Tube CasesDocument8 pagesBoiler Water Tube CasesjycortesNo ratings yet
- Fit and Tolerance PDFDocument15 pagesFit and Tolerance PDFLevi J SandyNo ratings yet
- A Metallurgical Investigation On A Failed Superheater Tube Used in A Thermal Biomass Power PlantDocument15 pagesA Metallurgical Investigation On A Failed Superheater Tube Used in A Thermal Biomass Power PlantThanhluan NguyenNo ratings yet
- Compacted Graphite Iron - Mechanical and Physical Properties For Engine DesignDocument22 pagesCompacted Graphite Iron - Mechanical and Physical Properties For Engine DesignThanhluan NguyenNo ratings yet
- Clearances and Fits: Guidelines and Tables Machine Drawing KL Narayana, P. Kannaiah, K. Venkata ReddyDocument16 pagesClearances and Fits: Guidelines and Tables Machine Drawing KL Narayana, P. Kannaiah, K. Venkata ReddyThanhluan NguyenNo ratings yet
- Microstructure and wear properties of centrifugally cast graphite ironsDocument11 pagesMicrostructure and wear properties of centrifugally cast graphite ironsThanhluan NguyenNo ratings yet
- FULLTEXT01Document46 pagesFULLTEXT01Thanhluan NguyenNo ratings yet
- Compacted Graphite Iron - Mechanical and Physical Properties For Engine DesignDocument22 pagesCompacted Graphite Iron - Mechanical and Physical Properties For Engine DesignThanhluan NguyenNo ratings yet
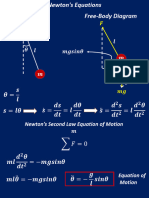
- Simple Pendulum Modelling Simulation 1686477167Document12 pagesSimple Pendulum Modelling Simulation 1686477167durssiNo ratings yet
- Manual de Servicio ES12-25WADocument38 pagesManual de Servicio ES12-25WARonald PiedrahitaNo ratings yet
- Hitachi ZX210LC 5 Spec en WebDocument8 pagesHitachi ZX210LC 5 Spec en WebridofambudiNo ratings yet
- First Quarter Exam Phyc2121Document42 pagesFirst Quarter Exam Phyc2121marcovy dela cruz100% (1)
- 156Document12 pages156Jorge Armando Carlos SixtoNo ratings yet
- Hand-Off-Automatic Controls Chapter SummaryDocument30 pagesHand-Off-Automatic Controls Chapter SummaryJohn Paul DaliopacNo ratings yet
- CFD simulation of turbulence downstream of a large diameter square knife gate valveDocument5 pagesCFD simulation of turbulence downstream of a large diameter square knife gate valveRaef kobeissiNo ratings yet
- Flow-Induced Fatigue Failure in Tubular Heat ExchangersDocument7 pagesFlow-Induced Fatigue Failure in Tubular Heat ExchangersVelpandian ManiNo ratings yet
- Simple, Low-Cost Vibration Monitoring of Cooling Towers at Bristol-Myers SquibbDocument4 pagesSimple, Low-Cost Vibration Monitoring of Cooling Towers at Bristol-Myers SquibbfazzlieNo ratings yet
- Chapter No 14: (SECTIONS 14.1-14.4, 14.6)Document63 pagesChapter No 14: (SECTIONS 14.1-14.4, 14.6)Farhan ShahriarNo ratings yet
- Ah 100 Technical PDFDocument526 pagesAh 100 Technical PDFAnonymous 9TYJjFNo ratings yet
- Fabric Expansion Joint - 2021Document46 pagesFabric Expansion Joint - 2021cemalNo ratings yet
- ANSI Standard Fits.-Tables 3 Through 9 Inclusive Show A Series of Standard Types andDocument11 pagesANSI Standard Fits.-Tables 3 Through 9 Inclusive Show A Series of Standard Types andmohamadelsb3No ratings yet
- The Roco geoLINE System - An innovative model railway conceptDocument9 pagesThe Roco geoLINE System - An innovative model railway conceptsuper2274No ratings yet
- Method Statement of Chiller Preventive MaintenanceDocument5 pagesMethod Statement of Chiller Preventive MaintenanceBalajiNo ratings yet
- Kubota Cylinder Head Kit for Industrial EnginesDocument1 pageKubota Cylinder Head Kit for Industrial EnginesWai MinNo ratings yet
- Crown-Fusion ASME B16.34 Threaded Ball Valves Brochure 2 CompressedDocument20 pagesCrown-Fusion ASME B16.34 Threaded Ball Valves Brochure 2 Compressedclaudio godinezNo ratings yet
- Cold Thermal Insulation SpecificationDocument13 pagesCold Thermal Insulation SpecificationCameliaNo ratings yet
- Air Conditioning SystemDocument46 pagesAir Conditioning SystemNurFarahinZakariahNo ratings yet
- Laboratory Report 1: Natural Frequency and Damping of Single Degree of Freedom SystemsDocument20 pagesLaboratory Report 1: Natural Frequency and Damping of Single Degree of Freedom SystemsNang TruongNo ratings yet
- Durlon Gasket ManualDocument84 pagesDurlon Gasket Manualhumberto.aranguiz2715No ratings yet
- 1989 Chevrolet Corvette Steering Column RepairDocument4 pages1989 Chevrolet Corvette Steering Column RepairJoel BacyNo ratings yet
- Lifting and Handling SolutionsDocument12 pagesLifting and Handling SolutionstarekhocineNo ratings yet
- Dynamic HPHT System - FANNDocument3 pagesDynamic HPHT System - FANNPaola Olivares SanchezNo ratings yet
- Genset BasicsDocument4 pagesGenset BasicsAshish MNo ratings yet
- Liebherr Over Height FrameDocument4 pagesLiebherr Over Height FrameLiebherrNo ratings yet
- DWV Series: Power RatingDocument2 pagesDWV Series: Power Ratingquangtruc106No ratings yet