You might also like
- Stock Market ScamDocument23 pagesStock Market Scamroney_2n4uNo ratings yet
- Spot The Error Subject-Verb AgreementDocument9 pagesSpot The Error Subject-Verb AgreementDhiman NathNo ratings yet
- 2008 Black DirectoryDocument116 pages2008 Black DirectoryConstance A PortisNo ratings yet
- Textile in LucknowDocument91 pagesTextile in Lucknowvps9044No ratings yet
- Civc Education Jss 2 Ca1Document3 pagesCivc Education Jss 2 Ca1dutdeonNo ratings yet
- UT-1 Business StudiesDocument6 pagesUT-1 Business Studieskarishma prabagaran100% (1)
- The Indian Institute of Business Management & StudiesDocument11 pagesThe Indian Institute of Business Management & StudiesJay KrishnaNo ratings yet
- Summary of Saurabh Mukherjea, Rakshit Ranjan & Salil Desai's Diamonds in the DustFrom EverandSummary of Saurabh Mukherjea, Rakshit Ranjan & Salil Desai's Diamonds in the DustNo ratings yet
- 11th Cbse BST Bull's Eye Case Study FinalDocument79 pages11th Cbse BST Bull's Eye Case Study FinalAyush ruparel70% (167)
- Class 11 Chapter 1 Case StudyDocument3 pagesClass 11 Chapter 1 Case Studydeepanshu kumarNo ratings yet
- Examination About Investment 7Document3 pagesExamination About Investment 7BLACKPINKLisaRoseJisooJennieNo ratings yet
- Business Proposal For Setting Up of A Jacket 2003Document37 pagesBusiness Proposal For Setting Up of A Jacket 2003Abhinav Akash SinghNo ratings yet
- Think!: Why Crucial Decisions Can't Be Made in the Blink of an EyeFrom EverandThink!: Why Crucial Decisions Can't Be Made in the Blink of an EyeRating: 3.5 out of 5 stars3.5/5 (52)
- Principal & Practice of ManagementDocument10 pagesPrincipal & Practice of ManagementAravind 9901366442 - 9902787224No ratings yet
- Principles & Practice of ManagementDocument9 pagesPrinciples & Practice of ManagementSreecharan SamantaNo ratings yet
- Ch-10 Class 11Document2 pagesCh-10 Class 11Krish BajajNo ratings yet
- Case Studies 1Document4 pagesCase Studies 1Anse RoythomasNo ratings yet
- Himanshu Export Project ReportDocument74 pagesHimanshu Export Project ReportMohit kolliNo ratings yet
- Study The Following Case/situation and Express Your OpinionDocument6 pagesStudy The Following Case/situation and Express Your OpinionRUNALI TamhankarNo ratings yet
- Crisis at MillDocument10 pagesCrisis at MillTanmaya DashNo ratings yet
- Practice Paper 11 23-24Document5 pagesPractice Paper 11 23-24menekyakiaNo ratings yet
- The Princeton Review Fms Sample Paper: INSTRUCTIONS - Please Read These Carefully Before Attempting The TestDocument34 pagesThe Princeton Review Fms Sample Paper: INSTRUCTIONS - Please Read These Carefully Before Attempting The TestabhikrocksNo ratings yet
- Guess Paper 2Document3 pagesGuess Paper 2subhash khandelwalNo ratings yet
- BusinessDocument8 pagesBusinessJahnavi KaranamNo ratings yet
- EP SAMPLE PAPER Final Questions PDFDocument12 pagesEP SAMPLE PAPER Final Questions PDFrimpaNo ratings yet
- Chapter 2 Profile of The OrganisationDocument50 pagesChapter 2 Profile of The Organisationpmcmbharat264No ratings yet
- Xii-Abt Exam Question Bank 2024Document2 pagesXii-Abt Exam Question Bank 2024thombareakshay644No ratings yet
- Business Communication SkillsDocument5 pagesBusiness Communication SkillsDaniel LaneNo ratings yet
- V65/V68/BBA401/EE/20170724: Time: 3 Hours Marks: 80 InstructionsDocument8 pagesV65/V68/BBA401/EE/20170724: Time: 3 Hours Marks: 80 Instructionspooja jambhaleNo ratings yet
- Kota Fibers LTDDocument18 pagesKota Fibers LTDpdxjayNo ratings yet
- CORPORATE GOVERNANCE - Emerging IssuesDocument109 pagesCORPORATE GOVERNANCE - Emerging IssuesASWATHY RAYIRATHNo ratings yet
- Examination Paper 2015-16Document21 pagesExamination Paper 2015-16Ravi RaiNo ratings yet
- Unit 3Document19 pagesUnit 3Mansi SharmaNo ratings yet
- AssignenmentDocument5 pagesAssignenmentfahadiiNo ratings yet
- National University of Study and Reasrch in Law, Ranchi: Trade and Its ImplicationsDocument11 pagesNational University of Study and Reasrch in Law, Ranchi: Trade and Its Implicationsfahad ansariNo ratings yet
- 13Document3 pages13firoozdasmanNo ratings yet
- Lecture No 26 Summary IKDocument6 pagesLecture No 26 Summary IKhaseebNo ratings yet
- NationalizationofCommercialBanksinIndia PDFDocument5 pagesNationalizationofCommercialBanksinIndia PDFBharti WakhedeNo ratings yet
- Chapter 1 Introduction . ..3-11Document56 pagesChapter 1 Introduction . ..3-11ganeshkhale708950No ratings yet
- Presentation SimonDocument19 pagesPresentation Simonchakisimon5No ratings yet
- EXIM Case StudiesDocument8 pagesEXIM Case StudiesraghulNo ratings yet
- Biz CommunicationDocument5 pagesBiz CommunicationNItesh RaoNo ratings yet
- Global Markets Through TechnologyDocument44 pagesGlobal Markets Through TechnologyarberganNo ratings yet
- Unit 4 Large Scale IndustriesDocument3 pagesUnit 4 Large Scale IndustriespriyankaNo ratings yet
- Unit 9 - Small BusinessDocument5 pagesUnit 9 - Small BusinessRosemary PaulNo ratings yet
- Aarvee Denims & Exports LTD.: An Industrial Visit Report ONDocument43 pagesAarvee Denims & Exports LTD.: An Industrial Visit Report ONBrijesh PatelNo ratings yet
- The Nirav Modi Scam PDFDocument19 pagesThe Nirav Modi Scam PDFparesh shiralNo ratings yet
- Practice Question PaperDocument9 pagesPractice Question PaperAshish Kumar rayNo ratings yet
- Syjc Ocm PrelimDocument3 pagesSyjc Ocm PrelimjaijaibambholeNo ratings yet
- Case StudyDocument7 pagesCase StudyDrRitesh PatelNo ratings yet
- Kota FibresDocument12 pagesKota FibresAyu Kusuma Ning DewiNo ratings yet
- (O.cm) Application Based 2021-2022Document4 pages(O.cm) Application Based 2021-2022Kaif ShaikhNo ratings yet
- F y J C AbtDocument5 pagesF y J C Abtchome bookNo ratings yet
- Commerce: Chapter 1 - ProductionDocument67 pagesCommerce: Chapter 1 - ProductionSyeda Malika AnjumNo ratings yet
- Unit Iii Roles of Small Scale Industries in Economic DevelipmentDocument18 pagesUnit Iii Roles of Small Scale Industries in Economic DevelipmentKanthi KiranNo ratings yet
- EOM Assignment 1Document7 pagesEOM Assignment 1shodhan shettyNo ratings yet
- Business PlanDocument6 pagesBusiness PlanTanesh ChimankarNo ratings yet
- 2016 12 Entrepreneurship Sample Paper 01 Cbse PDFDocument5 pages2016 12 Entrepreneurship Sample Paper 01 Cbse PDFRaul Dolo QuinonesNo ratings yet
- X MS PB SoscDocument5 pagesX MS PB SoscAditya BarnwalNo ratings yet
- Kota Fibres, LTDDocument18 pagesKota Fibres, LTDSammy Dalie Soto BernaolaNo ratings yet
- System Analysis ReportDocument14 pagesSystem Analysis ReportBorshon KhanNo ratings yet
- CH 1Document10 pagesCH 1ZahidAhmed1968No ratings yet
- Good Practices for Developing a Local Currency Bond Market: Lessons from the ASEAN+3 Asian Bond Markets InitiativeFrom EverandGood Practices for Developing a Local Currency Bond Market: Lessons from the ASEAN+3 Asian Bond Markets InitiativeNo ratings yet
- Health Care ManagementDocument1 pageHealth Care ManagementJay KrishnaNo ratings yet
- Family Business ManagementDocument3 pagesFamily Business ManagementJay KrishnaNo ratings yet
- Sales Management - 2 - Make ItDocument1 pageSales Management - 2 - Make ItJay KrishnaNo ratings yet
- Business Strategy - Describe Four Processes SECIDocument2 pagesBusiness Strategy - Describe Four Processes SECIJay KrishnaNo ratings yet
- Customer Relationship ManagementDocument10 pagesCustomer Relationship ManagementJay KrishnaNo ratings yet
- Indian Institute of Business Management & StudiesDocument1 pageIndian Institute of Business Management & StudiesJay KrishnaNo ratings yet
- Supply Chain ManagementDocument3 pagesSupply Chain ManagementJay KrishnaNo ratings yet
- Attempt All Case Study Case 1: Scripto, Inc. (B) 1: The Indian Institute of Business Management & StudiesDocument5 pagesAttempt All Case Study Case 1: Scripto, Inc. (B) 1: The Indian Institute of Business Management & StudiesJay KrishnaNo ratings yet
- Attempt Ant Four Case Study CASE - 1 Power For All: Myth or Reality?Document9 pagesAttempt Ant Four Case Study CASE - 1 Power For All: Myth or Reality?Jay KrishnaNo ratings yet
- Principles of ManagementDocument8 pagesPrinciples of ManagementJay KrishnaNo ratings yet
- Principles of ManagementDocument8 pagesPrinciples of ManagementJay KrishnaNo ratings yet
- Attempt Any Four Case Syudy Case I: Bpo-Bane or Boon ?: The Indian Institute of Business Management & StudiesDocument8 pagesAttempt Any Four Case Syudy Case I: Bpo-Bane or Boon ?: The Indian Institute of Business Management & StudiesJay KrishnaNo ratings yet
- Health Care ManagementDocument1 pageHealth Care ManagementJay KrishnaNo ratings yet
- Customer Relationship ManagementDocument10 pagesCustomer Relationship ManagementJay KrishnaNo ratings yet
- Management Control Systems - 2Document1 pageManagement Control Systems - 2Jay KrishnaNo ratings yet
- Xaviers Institute of Business Management StudiesDocument2 pagesXaviers Institute of Business Management StudiesJay KrishnaNo ratings yet
- Marketing Management - 3Document5 pagesMarketing Management - 3Jay KrishnaNo ratings yet
- Professional CommunicationDocument10 pagesProfessional CommunicationJay KrishnaNo ratings yet
- 1) All Questions Carries Equal Marks. (20 Mark) 2) Comment On Four Case LeadsDocument2 pages1) All Questions Carries Equal Marks. (20 Mark) 2) Comment On Four Case LeadsJay KrishnaNo ratings yet
- Xaviers Institute of Business Management Studies: Case 1 Creating World Class Quality StandardsDocument10 pagesXaviers Institute of Business Management Studies: Case 1 Creating World Class Quality StandardsJay KrishnaNo ratings yet
- Subject: Entrepreneurship Management: An Iso 9001: 2000 Certified International B-SchoolDocument1 pageSubject: Entrepreneurship Management: An Iso 9001: 2000 Certified International B-SchoolJay KrishnaNo ratings yet
- Subject: Principles & Practice of Management: An Iso 9001: 2008 Certified International B-SchoolDocument2 pagesSubject: Principles & Practice of Management: An Iso 9001: 2008 Certified International B-SchoolJay KrishnaNo ratings yet
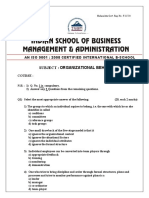
- Subject: Organizational Behavior: An Iso 9001: 2008 Certified International B-SchoolDocument2 pagesSubject: Organizational Behavior: An Iso 9001: 2008 Certified International B-SchoolJay KrishnaNo ratings yet
- International Business - 1Document2 pagesInternational Business - 1Jay KrishnaNo ratings yet
- Retail Management - 2Document5 pagesRetail Management - 2Jay KrishnaNo ratings yet
- Airline Transport Pilot's Licence: EASA ATPL (A) Modular Course in EnglishDocument1 pageAirline Transport Pilot's Licence: EASA ATPL (A) Modular Course in EnglishTudor BodoleaNo ratings yet
- Replacement Value Cost Trends 1Document12 pagesReplacement Value Cost Trends 1melvin.francisco1078No ratings yet
- June 2-8, 2013Document24 pagesJune 2-8, 2013Bikol ReporterNo ratings yet
- Pennell Acountrywithagovernmentaflag PDFDocument303 pagesPennell Acountrywithagovernmentaflag PDFSaïd BOUAYADINo ratings yet
- Quote Meaning To Speak Kindly Does Not Hurt The TongueDocument1 pageQuote Meaning To Speak Kindly Does Not Hurt The Tongueapi-2820659No ratings yet
- BBC - co.Uk-Brexit All You Need To Know About The UK Leaving The EUDocument22 pagesBBC - co.Uk-Brexit All You Need To Know About The UK Leaving The EUJavier FarjeNo ratings yet
- What Is To Be Done About Crime and Punishment?: Towards A 'Public Criminology'Document15 pagesWhat Is To Be Done About Crime and Punishment?: Towards A 'Public Criminology'BeTINo ratings yet
- Wordlists DefaultDocument2,972 pagesWordlists DefaultMateus AlmeidaNo ratings yet
- Homegrown Developer and Real Estate Fund Manager EVIA Secures S$296.3 Million Green Loan For Grade-A Commercial Project, 7 & 9 Tampines GrandeDocument2 pagesHomegrown Developer and Real Estate Fund Manager EVIA Secures S$296.3 Million Green Loan For Grade-A Commercial Project, 7 & 9 Tampines GrandeGEMSkillsWorkshopNo ratings yet
- Crime VocabularyDocument21 pagesCrime VocabularyMak MarsafyNo ratings yet
- Today's Fallen Heroes Friday 8 June 1917 (1305)Document28 pagesToday's Fallen Heroes Friday 8 June 1917 (1305)Henry HigginsNo ratings yet
- 2011 EC Financial StatisticsDocument36 pages2011 EC Financial StatisticsMerlie Oyad LandocanNo ratings yet
- Analyzing Differences in Auditing Between Public and Private EnterprisesDocument62 pagesAnalyzing Differences in Auditing Between Public and Private Enterprisesoscu0802No ratings yet
- UCSP - Week 1 Answer SheetDocument6 pagesUCSP - Week 1 Answer SheetWinston Murphy0% (1)
- United States Court of Appeals, Eleventh CircuitDocument9 pagesUnited States Court of Appeals, Eleventh CircuitScribd Government DocsNo ratings yet
- Academic Calendar For MBA Trimester SystemDocument1 pageAcademic Calendar For MBA Trimester Systemjagrati upadhyayaNo ratings yet
- Facts:: ISSUE: W/N Atty. Barcelona Should Be Disbarred. RulingDocument2 pagesFacts:: ISSUE: W/N Atty. Barcelona Should Be Disbarred. RulingAnisah AquilaNo ratings yet
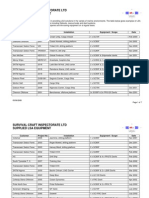
- Projects - Experience - List Jta Survival Craft BoatDocument7 pagesProjects - Experience - List Jta Survival Craft BoatAnkur PiparsaniaNo ratings yet
- Sri Balaji PackagingDocument3 pagesSri Balaji PackagingVijay SethupathiNo ratings yet
- SST CH 5 and 6Document2 pagesSST CH 5 and 6arpitashekhawat2No ratings yet
- Karvy Stock Broking LTDDocument33 pagesKarvy Stock Broking LTDabhi4789No ratings yet
- Bam 2202 - Company Law - DayDocument2 pagesBam 2202 - Company Law - DaySkylarNo ratings yet
- 02.a Conversation About AIDS and Dying Michael White David EpstonDocument7 pages02.a Conversation About AIDS and Dying Michael White David EpstoncervanteszetinaNo ratings yet
- 2 Classroom English: ObjectivesDocument6 pages2 Classroom English: ObjectivesSrínívas SrínuNo ratings yet
- Bing Nan LinDocument9 pagesBing Nan LinMscAlbanNo ratings yet
- Saeed AlDhaheri CVDocument2 pagesSaeed AlDhaheri CVSaeed AlDhaheriNo ratings yet