You might also like
- Lecture 4 Cyber Security Plans and PoliciesDocument69 pagesLecture 4 Cyber Security Plans and Policies1221309443No ratings yet
- Explanation of Amount Due: Click Here To Pay OnlineDocument2 pagesExplanation of Amount Due: Click Here To Pay OnlinePhillipNo ratings yet
- Lab Report 1Document14 pagesLab Report 1api-355836337No ratings yet
- NSW Photo Card ApplicationDocument3 pagesNSW Photo Card Applicationkai.the.loner208No ratings yet
- Penicillin FermentationDocument30 pagesPenicillin FermentationUlfia Al RahmaNo ratings yet
- MultcompDocument5 pagesMultcompBurak AktasNo ratings yet
- Distillation 1Document13 pagesDistillation 1mkm2112mNo ratings yet
- NCCS 2019 1029Document8 pagesNCCS 2019 1029saju_s_rajNo ratings yet
- Multicomponent DistillationDocument10 pagesMulticomponent DistillationDAMP ChemicalNo ratings yet
- Efficient Solution of Multiple-Model, Multiple-Algorithm Problems in Undergraduate and Graduate EducationDocument24 pagesEfficient Solution of Multiple-Model, Multiple-Algorithm Problems in Undergraduate and Graduate EducationAzar DeenNo ratings yet
- Fast and Robust Algorithm For Compositional Modeling: Part I-Stability Analysis TestingDocument12 pagesFast and Robust Algorithm For Compositional Modeling: Part I-Stability Analysis TestingUrmi AkterNo ratings yet
- El Diagrama de Fase Líquido-Sólido Binario Del Naftaleno-Pdichlorobenceno, Por Paul P. BlanchetteDocument2 pagesEl Diagrama de Fase Líquido-Sólido Binario Del Naftaleno-Pdichlorobenceno, Por Paul P. BlanchetteAngélica JiménezNo ratings yet
- Distillation Lec 2Document12 pagesDistillation Lec 2Omer IbrahimNo ratings yet
- ActivityDocument25 pagesActivityAndrés OrtizNo ratings yet
- 2023 Turbulent Combustion Assignment 2v1Document7 pages2023 Turbulent Combustion Assignment 2v1Rushil RamroepNo ratings yet
- Experiment No.-1: With Continuous Supply of Fresh Gas and Removal of The Products of DiffusionDocument25 pagesExperiment No.-1: With Continuous Supply of Fresh Gas and Removal of The Products of DiffusionSohini RoyNo ratings yet
- Lec 8Document12 pagesLec 8bhaskar5377No ratings yet
- Flash Calc 3Document16 pagesFlash Calc 3Mohamed MamdouhNo ratings yet
- 140113105004Document16 pages140113105004Jaymit PatelNo ratings yet
- 07 Hydrogen From SMRDocument6 pages07 Hydrogen From SMRmaheshNo ratings yet
- Access and Utilization of The Dippr Physical Property Database in Ch. E. EducationDocument12 pagesAccess and Utilization of The Dippr Physical Property Database in Ch. E. Educationingbarragan87No ratings yet
- Computing Liquid-Vapor Phase Diagrams For Non-Ideal Binary MixturesDocument22 pagesComputing Liquid-Vapor Phase Diagrams For Non-Ideal Binary Mixturesmurdanetap957No ratings yet
- Calculating Thermodynamic Properties of Lithium Bromide Solution Using PythonDocument18 pagesCalculating Thermodynamic Properties of Lithium Bromide Solution Using PythonwalidNo ratings yet
- Aiche ConferenceDocument12 pagesAiche Conferencesafar bahariNo ratings yet
- Shortcut DistillationDocument4 pagesShortcut DistillationNguyễn Tiến DũngNo ratings yet
- Spreadsheet Distillation PDFDocument8 pagesSpreadsheet Distillation PDFArunkumarNo ratings yet
- XE PyqDocument704 pagesXE Pyqdipyaman patgiriNo ratings yet
- Ingenieria de La ReaccionesDocument32 pagesIngenieria de La ReaccionesManuela Ospina ArboledaNo ratings yet
- Group A2 - Activity 5Document21 pagesGroup A2 - Activity 5Arfel Marie FuentesNo ratings yet
- Artigo - Calculating and Applying K-ValuesDocument15 pagesArtigo - Calculating and Applying K-Valuesh_agurtoNo ratings yet
- Multi Component DistillationDocument71 pagesMulti Component DistillationManu Jain83% (6)
- Comp Assignment 2Document4 pagesComp Assignment 2Jorn HoekstraNo ratings yet
- A Method of Determining The Recombination Centre Level in High-Speed Power DevicesDocument9 pagesA Method of Determining The Recombination Centre Level in High-Speed Power DevicesShaukat WazirNo ratings yet
- Chemistry: 2020 G.C3 Quarter L N FOR Grade 11Document8 pagesChemistry: 2020 G.C3 Quarter L N FOR Grade 11ErmiasNo ratings yet
- Chapter 5.T-102 (5.4)Document51 pagesChapter 5.T-102 (5.4)hazmi_omar100% (1)
- 71 - Galicia1986Document9 pages71 - Galicia1986Moltimer Folchart CrawNo ratings yet
- CHE 492 HW 9 Abdulaziz AlhoutiDocument9 pagesCHE 492 HW 9 Abdulaziz AlhoutiTimelessNo ratings yet
- CSE-T-Shortcut Simulation EN PDFDocument11 pagesCSE-T-Shortcut Simulation EN PDFSimo El AzaarNo ratings yet
- CBE3508 Sp21 FinalDocument6 pagesCBE3508 Sp21 Finalsasuke uchihaNo ratings yet
- Cond (I ) T L'S L+i-L) - 1: Represented As 2) 2&Sfc, Taking Account of The DegreeDocument4 pagesCond (I ) T L'S L+i-L) - 1: Represented As 2) 2&Sfc, Taking Account of The DegreeLindsey BondNo ratings yet
- Equilibrium Flash VaporizationDocument6 pagesEquilibrium Flash VaporizationAlfaro RodalyNo ratings yet
- Week 4 - Vapor-Liquid Separation (Multicomponent Distillation)Document19 pagesWeek 4 - Vapor-Liquid Separation (Multicomponent Distillation)psychopassNo ratings yet
- UGPA3033 Topic 5 Optimization of Separation Tower Design PDFDocument107 pagesUGPA3033 Topic 5 Optimization of Separation Tower Design PDFTko Kai OnnNo ratings yet
- The Application of Excel Software in Chemical Thermodynamics CalculationDocument3 pagesThe Application of Excel Software in Chemical Thermodynamics CalculationDaniel GarcíaNo ratings yet
- Ymer220136 230523 084515Document7 pagesYmer220136 230523 084515Aina SyamimiNo ratings yet
- 2023F - Che321 HW1Document2 pages2023F - Che321 HW1Yaren ErelNo ratings yet
- Laboratory Exercise 5.1Document10 pagesLaboratory Exercise 5.1EUNICE JOI SARCONNo ratings yet
- Enthalpy vs. Composition - Ponchon-Savarit PlotDocument32 pagesEnthalpy vs. Composition - Ponchon-Savarit PlotahmedNo ratings yet
- Viscosity Modeling of Associating Fluids Based On The FR - 2002 - Fluid Phase EqDocument13 pagesViscosity Modeling of Associating Fluids Based On The FR - 2002 - Fluid Phase EqAnonymous ypVNIINo ratings yet
- Quantitative Determination of Total Hardness in Drinking Water by Complexometric EDTA Titration (Cambria 13.5)Document3 pagesQuantitative Determination of Total Hardness in Drinking Water by Complexometric EDTA Titration (Cambria 13.5)JemimahNo ratings yet
- Research Article Numerical Analysis of Flash Calculation Using Soave Redlich-Kwong Equation of State With MatlabDocument13 pagesResearch Article Numerical Analysis of Flash Calculation Using Soave Redlich-Kwong Equation of State With MatlabManuel ChNo ratings yet
- Heidemann, R.A. Three Phase Equilibria Using Equations of StateDocument9 pagesHeidemann, R.A. Three Phase Equilibria Using Equations of StateManuel Ruiz HernandezNo ratings yet
- Extension of Peng-Robinson For Complex MixturesDocument18 pagesExtension of Peng-Robinson For Complex MixturesMandy NelsonNo ratings yet
- Problem Set 2 20161 4Document3 pagesProblem Set 2 20161 4qoo30115No ratings yet
- Nishant Masters Seminar 1 60726Document31 pagesNishant Masters Seminar 1 60726shivamtalentojNo ratings yet
- A Modern Course in Statistical PhysicsFrom EverandA Modern Course in Statistical PhysicsRating: 3.5 out of 5 stars3.5/5 (2)
- Physical and Chemical Equilibrium for Chemical EngineersFrom EverandPhysical and Chemical Equilibrium for Chemical EngineersRating: 5 out of 5 stars5/5 (1)
- Vapour–Liquid Equilibrium Data at Normal PressuresFrom EverandVapour–Liquid Equilibrium Data at Normal PressuresRating: 5 out of 5 stars5/5 (1)
- Recommended Reference Materials for Realization of Physicochemical Properties: Pressure–Volume–Temperature RelationshipsFrom EverandRecommended Reference Materials for Realization of Physicochemical Properties: Pressure–Volume–Temperature RelationshipsE. F. G. HeringtonNo ratings yet
- Working Guide to Vapor-Liquid Phase Equilibria CalculationsFrom EverandWorking Guide to Vapor-Liquid Phase Equilibria CalculationsRating: 5 out of 5 stars5/5 (1)
- Computational Aspects of Modular Forms and Galois Representations: How One Can Compute in Polynomial Time the Value of Ramanujan's Tau at a Prime (AM-176)From EverandComputational Aspects of Modular Forms and Galois Representations: How One Can Compute in Polynomial Time the Value of Ramanujan's Tau at a Prime (AM-176)No ratings yet
- Visa Approved Contact Chip Cards - June 2020Document4 pagesVisa Approved Contact Chip Cards - June 2020valerian.ceaus9927No ratings yet
- ECON0009 Introduction To Economic ThinkingDocument3 pagesECON0009 Introduction To Economic ThinkingHimanshu keshariNo ratings yet
- Final Examination: SUBJECT: Microeconomics (ECO111) - EssayDocument3 pagesFinal Examination: SUBJECT: Microeconomics (ECO111) - EssayNgọc Hiệp Lê0% (1)
- 2014 Volkswagen Tiguan BrochureDocument13 pages2014 Volkswagen Tiguan BrochuretimshinNo ratings yet
- Construction Company in Abu DhabiDocument7 pagesConstruction Company in Abu DhabiluckystartoolsrentalNo ratings yet
- EulaDocument2 pagesEulaMarcos SOsaNo ratings yet
- The Best Companies To Work For FinanceDocument3 pagesThe Best Companies To Work For FinanceMayanni EspinosaNo ratings yet
- Contract of LeaseDocument4 pagesContract of LeaseTine TineNo ratings yet
- Help For USB TokenDocument8 pagesHelp For USB TokenmizakNo ratings yet
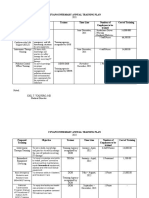
- Cuyapo Infirmary Annual Training Plan Proposed Training Objective Trainer Time Line Number of Employees To Be Trained Cost of TrainingDocument3 pagesCuyapo Infirmary Annual Training Plan Proposed Training Objective Trainer Time Line Number of Employees To Be Trained Cost of TrainingCuyapo Infirmary Lying-In HospitalNo ratings yet
- Tourism Plan Proposal/ Task PerformanceDocument4 pagesTourism Plan Proposal/ Task PerformanceShe YookNo ratings yet
- DC CircuitsDocument32 pagesDC CircuitsBreanna Monique Tao-onNo ratings yet
- Benchmark ESG Sustainability Program Management Webinar SeriesDocument6 pagesBenchmark ESG Sustainability Program Management Webinar SerieserdemNo ratings yet
- Human Resource Information Systems 2Nd Edition Kavanagh Test Bank Full Chapter PDFDocument30 pagesHuman Resource Information Systems 2Nd Edition Kavanagh Test Bank Full Chapter PDFSharonVargasgjme100% (11)
- Lab321 Theme 1Document9 pagesLab321 Theme 1Browse AnyNo ratings yet
- Absorption vs. Electric Chiller Technologies: Evans J. Lizardos, P.EDocument24 pagesAbsorption vs. Electric Chiller Technologies: Evans J. Lizardos, P.Enurochman bpNo ratings yet
- Introduction To Nonlinear DynamicsDocument46 pagesIntroduction To Nonlinear DynamicsramkumarNo ratings yet
- Installation Manual: TG-13/-17 Governor and TG-13E/-17E ActuatorDocument20 pagesInstallation Manual: TG-13/-17 Governor and TG-13E/-17E ActuatorEdy AlamNo ratings yet
- BOQ Pack 4Document36 pagesBOQ Pack 4Prachi DongreNo ratings yet
- Chapter One EnterpreneurshipDocument20 pagesChapter One EnterpreneurshipSomanath BilihalNo ratings yet
- 6B9E UpratesDocument58 pages6B9E UpratesMegiovandi Purba Pak Pak100% (3)
- Mex 10403Document83 pagesMex 10403Yousef Adel HassanenNo ratings yet
- Ebook PDF Business Process Modeling Simulation and Design 3rd Edition PDFDocument41 pagesEbook PDF Business Process Modeling Simulation and Design 3rd Edition PDFamanda.garcia646100% (43)
- Artikel Rumput Laut SKBDocument16 pagesArtikel Rumput Laut SKBVenti EtikaNo ratings yet
- Emaar MGF DRHPDocument749 pagesEmaar MGF DRHPPriyanka SethiNo ratings yet
- MARUMA UndercarriageDocument4 pagesMARUMA UndercarriageaafloreshNo ratings yet