2
i
&
DEUTSCHE NORM Juni 2042
DIN EN ISO 15614-1
ICS 25.160.10 Ersatz for
DIN EN ISO 15614-1:2008.09
Anforderung und Qualifizierung von Schweifverfahren fiir metallische
Werkstoffe —
Schwei8&verfahrensprifung —
Teil 1: Lichtbogen- und GasschweiB&en von Stahlen und
Lichtbogenschweifen von Nickel und Nickellegierungen
(ISO 15614-1:2004 + Amd 1:2008 + Amd 2:2012);
Deutsche Fassung EN ISO 15614-1:2004 + A1:2008 + A2:2012
Specification and qualification of welding procedures for metallic materials —
Welding procedure test -
Part 1: Arc and gas welding of steels and arc welding of nickel and nickel alloys
(ISO 15614-1:2004 + Amd 1:2008 + Amd 2:2012);
German version EN ISO 15614-1:2004 + A1:2008 + A2:2012
Descriptif et qualification d'un mode opératoire de soudage pour les materiaux
métalliques -
Epreuve de qualification d'un mode opératoire de soudage —
Partie 1: Soudage a l'arc et aux gaz des aciers et soudage a arc des nickels et
alliages de nickel (ISO 15614-1:2004 + Amd 1:2008 + Amd 2:2012);
Version allemande EN ISO 15614-1:2004 + A1:2008 + A2:2012
Gesamtumfang 38 Seiten
Normenausschuss SchwellSen und verwandte Verfahren (NAS) im DIN
nur et Genenmagang des DIN Deuces
aververrau der Nomen veh Beuth Veran Gro
eect MMMM
1880677
DIN EN ISO 15614-1:2012-06
Nationales Vorwort
Dieses Dokument (EN ISO 18614-1:2004 + A1:2008 + A2:2012) enthalt den Text der Norm
EN ISO 15614-1:2004, die vom Unterkomitee 1 Anforderung und Qualifizierung von Schweidverfahren fur
metallische Werkstoffe’ (Sekretariat:. AFNOR, Frankreich) im Technischen Komitee CENITC 121
~Schweiten* (Sekretariat: DIN, Deutschland) in Zusammenarbeit mit dem Unterkomitee 10 , Vereinheitlichung
Yon Schweilsvorschriften” im Technischen Komitee ISO/TC 44 .Schweilten und verwandte Prozesse" unter
Anwendung der ,Wiener Vereinbarung" erarbeitet wurde, sowie deren Anderung1 und Anderung 2
(EN ISO 15614-1:2004/A1:2008 und EN ISO 15614-1:2004/A2:2012).
Das zustandige deutsche Normungsgremium ist der DIN/DVS-Gemeinschaftsausschuss NA 092-00-04 AA
-Qualitétssicherung beim Schwei&en (DVS AG Q 2)" im Normenausschuss Schwei@en und verwancte
Verfahren (NAS)
Diese Norm enthalt die Anderung 1, die vom CEN am 23. Januar 2008 angenommen wurde, und die
Anderung 2, die vom CEN am 14. Februar 2012 angenommen wurde.
Anfang und Ende der durch die Anderung eingefuigten oder geanderten Texte sind jeweils durch
Anderungsmarken E) @] baw. E) Gl angegeben.
Die Normenreihe EN 288 (identisch mit ISO 9956) Anforderung und Anerkennung von Schweilverfehren fur
Imetallische Werkstoffe" ist komplett Uberarbeitet worden. Gronde waren einerseits technische
Notwendigkeiten, andererseits sollte bei der Uberarbeitung Ordnung und Systematik in der Normenreihe
geschaffen werden. Da die Uberarbeltung unter Anwendung der .Wiener Vereinbarung erfolate, musste die
Vereffentichung unter einer Normnummer von ISO vorgenommen werden. Aufgrund der vorgesenenen
Systematik der Normenreihe konnte die bisherige ISO-Normnummer ISO 9856 nicht mehr verwendet werden:
es wurden die Normnummern EN ISO 15607 bis EN ISO 15614 fur die uberarbeiteten — und teilweise auch
zusdtzlichen —~ Normen belegt. Das neue Nummerierungssystem der Normenreihe ist in
DIN EN ISO 15607:2004-03, Anhang A (informativ), dargestelt.
DIN EN ISO 15614-1. stellt eines der funf moglichen Verfahren zur Qualifizierung einer vorlaufigen
Schweiftanweisung (pWPS) dar. Nach DIN EN ISO 15607:2004-03, Tabelle 2, kann es immer angewendet
werden, es sei denn, die Verfahrensprufung berucksichtigt nicht ausreichend die Nahtgeometrie, Einspannung
bzw. Zugénglichkeit zur eigentlichen SchweiBnaht. In einem detartigen Anwendungsfall sollte die
Qualifizierung der vorlaufigen SchweiBanweisung (pWPS) nach DIN EN ISO 15613 erfolgen. Die
Qualifizierung einer vorlaufigen Schweifanweisung (pWPS) durch eine Schwei8verfahrensprifung ist das
aufwendigste Verfahren der Qualifzierung und solte auch unter Kostengrunden nur gewahit werden, wenn
das Anwendungsregehwerk oder die Liefervereinbarung bzw. der Werkstoff oder der Mechanisierungsgrad
des Schweif'verfahrens die Anwendung einer Schwei8verfahrenspriifung nach DIN EN ISO 15614-1 erforder-
lich machen’
In der Norm ist bewusst nicht angegeben, wer als Prifstelle tatig werden soll. Dies wird in den jeweiligen
Anwendungsbereichen (zum Beispiel: Bauaufsichtlicher Bereich, Druckgeraterichtlinie, Robrleitungsbau,
Schienenfahrzeugbau oder Schiffoau) geregelt. Dabei ist von den Regelwerkerstellern nicht beabsichtigt, dass
vorliegende Schweifverfahrensprifungen von Priffstellen anderer Anwendungsbereiche nicht bericksichtigt,
werden. Vielmehr soliten vorliegende Schweifwverfahrensprifungen auf Ihre Anwvendbarkeit und normgerechte
Durchfuhrung im Einzelfall gepruft werden und gof. erganzt werden, wenn im zutreffenden Anwendungs-
regelwerk zusatzliche Prifungen (2. B. Warmzugversuch, tiefere Proftemperaturen beim Kerbschiagbiege-
versuch oder Kreuzzugorobe fir das Kehlnahtprifstiick) gefordert werden.
DIN EN ISO 15614-1:2012-06
Gegendber der 2004-11 zurlickgezogenen Norm DIN EN 288-3:1997-10 und gegendiber der 2008-08
zurlickgezogenen Norm DIN EN ISO 15614-1:2004-11 wurden folgende Anderungen vorgenommen:
a) der Titel und der Anwendungsbereich wurden erweitert auf das Gasschweigen von Stahlen und das
Lichtbogenschweifen von Nickel und Nickellegierungen:
b) _gleiche Prufstdckdicke in 6.2;
©) zusatzliche Priffungen nach einer Anwendungsnorm in 7.1
d) neue und prazisere Festlegungen zur Durchfahrung des Biegeversuchs in 7.4.2;
e) kein Einfluss der Lagenanzahl bei den zulassigen Hartewerten in Tabelle 2;
4) Ubernahme der Werkstoffgruppeneinteilung nach CEN ISO/TR 15608 und geanderte Werkstoffgruppen
nd Werkstoffunteroruppeneinschiusse bei Stahlen in 8.3 und Tabelle 3:
9) Aufnahme von Nickel und Nickellegierungen sowie von Mischverbindungen zwischen Stahlen und
Nickellegierungen in 8.3 und Tabelle 4;
h) Geltungsbereich der Werkstoffdicke von Stumpfnahten und der Schwei8gutdicke in Tabelle 5:
I) neue Festlegungen zum Geltungsbereich fur Werkstoffdicken und Nahtdicken von Kehinahten in
Tabelle 6;
j) Geltungsbereich fur Durchmesser von Rohren und Rohrabzweigungen in Tabelle 7:
k)ausfhrliche Aussagen zur StoBart’Nahtart in 8.4.3;
|) Stromart beim Schweitprozess 111 in 8.4.7;
m) Aufnahme von Aussagen zum Wasserstoffarmglahen in 8.4.11;
rn) Aussagen zum Schweifiprozess 311 in 8.5.5;
©) Anderungen und Erganzungen im Vordruck im informativen Anhang A;
p) Aufnahme des Anhangs ZA:
4) Anderung ISO 18614-1:2004/Amd 1:2008 baw. EN ISO 15614-1:2004/A1:2008 eingearbeitet,
For die in diesem Dokument zitierten internationalen Dokumente wird im Folgenden auf die entsprechenden
deutschen Dokumente hingewiesen’
Iso 4063:1998 entspricht DIN EN ISO 4083:2000-04
ISO 5817:2003 entspricht DIN EN ISO 5817:2006-10
ISO 6947:1990 entspricht DIN EN ISO 6947:1997-05
Iso 9606-1 siehe DIN EN 287-1
ISO 9606-4:1999 entspricht DIN EN ISO 9608-4:1999-06
ISO 14175 entspricht DIN EN ISO 14175
ISO 15607:2003___entspricht_ DIN EN ISO 15607:2004-03
ISO/TR 15608:2005 entspricht _DIN-Fachbericht CEN ISO/TR 15608:2006-01
ISO 15609-1:2004 entspricht__ DIN EN ISO 18609-1:2005-01
ISO 15609-2:2001entspricht DIN EN ISO 15609-2:2001-12
ISO 15613:2004 ——entspricht__ DIN EN ISO 15613:2004-09
Anderungen
Gegendber DIN EN ISO 15614-1:2008-09 wurden folgende Anderungen vorgenommen:
a) Anderung ISO 15614-1:2004/Amd 2:2012 baw. EN ISO 15614-1:2004/A2:2012 eingearbeitet.
Frihere Ausgaben
DIN EN 288-3; 1992-04, 1997-10
DIN EN ISO 15614-1° 2004-11, 2008-08
DIN EN ISO 15614-
2012-06
Nationaler Anhang NA
(informativ)
Literaturhinweise
DIN EN 287-1, Priflung von Schweilsem — Schmelzschwei8en — Teil 1: Stahle
DIN EN ISO 4063:2000-04, Schweilfen und verwandte Prozesse — Liste der Prozesse und
Ordnungsnummern (ISO 4063:1998); Deutsche Fassung EN ISO 4063:2000
DIN EN ISO §817:2006-10, SchweiSen — Schmelzschweiverbindungen an Stahl, Nickel, Titan und deren
Legierungen (ohne Strahischwei&en) — Bewertungsgruppen von UnregelmaBigkeiten (ISO 5817:2003 +
Cor. 1:2006); Deutsche Fassung EN ISO 5817:2007
DIN EN ISO 6847:1987-05, SchweiBnahte — Arbeitspositionen — Definitionen der Winkel von Neigung und
Drehung (ISO 6947:1993); Deutsche Fassung EN ISO 6947/1997
DIN EN ISO 9606.4:1999-06, Prifung von Schweilgern — Schmelzschweiten — Teil 4: Nickel und
Nickellegierungen (ISO 9606-4:1999); Deutsche Fassung EN ISO 9606-4:1999
DIN EN ISO 14175, Schweigzusdtze — Gase und Mischgase fir das Lichtbogenschweilgen und verwandte
Prozesse
DIN EN ISO 18607:2004-03, Anforderung und Qualifizierung von Schweiltverfahren far metallische
Werkstoffe — Allgemeine Regeln (ISO 15607:2003); Deutsche Fassung EN ISO 15607:2003
DIN-Fachbericht CEN ISO/TR 15608:2008-01, Schweigen — Richtlinien fr eine Gruppeneinteilung von
metallischen Werkstoffen; Deutsche Fassung CEN ISO/TR 15608:2005
DIN EN ISO 15609-1:2005.01, Anforderung und Qualifzierung von SchweiBverfahren fur metallische
Werkstoffe — Schweianweisung — Teil 1: Lichtbogenschweifgen (ISO 15609-1:2004); Deutsche Fassung
EN ISO 15609-1:2004
DIN EN ISO 18608-2:2001-12, Anforderung und Quaiffizierung von Schweifverfahren fur metallische
Werkstoffe — Schweienweisung — Teil 2: GasschweiBen (ISO 15609-2:2001); Deutsche Fassung
EN ISO 15609.2:2001
DIN EN ISO 15613:2004-09, Anforderung und Qualifzierung von Schweigverfahren for metaliische
Werkstoffe — Qualifzierung aufgrund einer vorgezogenen Arbeitsprifung (ISO 15613:2004); Deutsche
Fassung EN ISO 15613:2004
EUROPAISCHE NORM EN ISO 15614-1
EUROPEAN STANDARD oa
NORME EUROPEENNE Februar 2008
+A2
Februar 2012
les 28.160.10
Deutsche Fassung
Anforderung und Qualifizierung von Schweifverfahren fur
metallische Werkstoffe - Schweif&verfahrensprufung - Teil 1:
Lichtbogen- und Gasschwei&en von Stahlen und
Lichtbogenschweien von Nickel und Nickellegierungen -
Anderung 2 (ISO 15614-1:2004 + Amd 1:2008 + Amd 2:2012)
‘Specification and qualification of welding procedures for Deserpif et qualification 'un mode opératoie de soudage
metalic matenals - Welding procedure test - Part 1. Arc our les matériaux meétaliques - Epreuve de qualification
‘and gas welding of steels and arc welding ofrickel and ‘dun mode opératire de scudage - Partie 1: Soudage &
nickel aloys - Amendment 2 rare el aux gaz das aciers el Soudage & Tare des nickels et
(50 19614-1.2008 + Amd 1.2008 + Ama 2:2012) aliages de nickel - Amengement 2
(80 15614-12004» Ama 12008 + Amd 22012)
Diese Europaische Norm wurde vom CEN am 7. Mai 2003, die Anderung At am 23. Januar 2008 und die Anderung A2 am 14, Februar
2012 angenommen
Dio CEN Mitgleder sind gohalten, dle CEN:CENELEC- Geschattsordnung zu erfllen, in de de Bedingungen festgslegt sind, unter denen
‘dese Anderung in der batietienden nationalen Nom, ahne jade Anderung, einzulugen ist Auf dem letzten Stand befindicha Listen dieser
nationalen Normen mit ihren biblographischen Angaben sind berm Management-Zentrum des CEN-CENELEC oder bei jedem CEN-
Miglied auf Anfiage ematticn,
Diese Anderung besteht in dre offizielen Fassungen (Deutsch, Englisch, Franeesisch) Eine Fassurg in einer anderen Sprache, die von
einem CEN-Migiiod in eiganer Verantwortung durch Ubersetzung in seine Landassprache gemacht und dem Nanagement-Zentrum des
CEN-CENELEC mitgotait worden st, at don glechen Status wie die offziellen
(CEN- Mitglieder sind die nationelen Normungsinsttute von Belgien, Bulgarien, Danemark, Deutschiand, Estland, Finland, Frankreich,
Griecnenland, and. Island, lidien, Kalen, Leland, Ltauen, Luxemburo, Malta, den Niederlanden, Norwegen, Osterreicn, Polen
Portugal, Rumanien, Schweden, der Schuetz, der Siowakel, Slowenien, Spanien, der Tschechischen Republik, der Turkel, Unger, dem
‘Verainigion Konigratch und Zypem
aa!
EUROPAISCHES KOMITEE FUR NORMUNG
,OPEAN COMMITTEE FOR STANDARDIZATION
NITE EUROPEEN DE NORMALISATION
Management-Zentrum: Avenue Marnix 17, B-1000 Brilssel
©2012CEN Alle Rechte der Verwertung aeich in weleher Form und in welenem Ret Nr
‘Verfahren, sind welwet den natonalen Mitgiedern von CEN vorbehalten. ENISO 19614-1 2004 + A1-2008 + A2:2012 D
DIN EN ISO 15614-1:2012-06
EN ISO 15614-1:2004+A1:2008+A2:2012 (D)
Inhalt
sete
Vorwort smn
) Vorwort A1 @l
Vorwort A2
Anwendungsbereich .n.mmmnnmmnnnnnnnnrnnnnnnnnn
Normative Verweisungen
Begriffe ...
Vorlaufige Schwei8anweisung (pWPS)...
SchweiBverfahrensprifung
Prafstuck
Allgemeines.
Form und Mal
‘Schweiten der Priifstiick
Untersuchung und Prifung
Priifumfang..
Lage und Probenentnahme vnnnnnnnn
Zerstérungsfreie Prifung
Zerstorende Prifung
ene sasennnnnnnnnnnnnnsns
aakoaRs
5 BeWertungsgruppen ennnnnnnnnnnnnnnn eee sanennnnnnnnnnnnnnnes 19
Ersatzprufung..
Geltungsbereich.
WA AllGEMEINES sesnnsnnmnnneenneeiennnn unnnnnnnnnininiennnnnnnnmnnnnnnes 20
2 Bezogen auf den Hersteller 20
3 Bezogen auf den Grundwerkstoff .. 20
4 Gilltig fur alle SchweiBverfahren..rnnnnn senennnnnnnnnnnnees 2A
5 Besonderheiten fur Schweiftprozesse
4
2
3
4
5
6
6.
6:
6:
7
iz
7
7:
7
7
7
a
8,
8:
a:
8
a
9
Bericht uber die Qualifizierung des SchweiBverfahrens (WPQR)
Anhang A (informativ) Vordruck far Bericht Uber die Qualifizierung des Schweifverfahrens (WPQR) . 29
Anhang ZA ED (normativ) GI. Ubereinstimmende Internationale und Europaische Normen, fur die
keine Entsprechungen im Text angegeben sind..
Anhang ZB (informativ) [E> Zusammenhang zwischen dieser Europaischen Norm und den
‘grundlegenden Anforderungen der EU-Richtlinie ber Druckgerate (PED) 97/23/EG
Anhang ZC (informativ) E Zusammenhang zwischen dieser Europaischen Norm und den
grundlegenden Anforderungen der EU-Richtlinie Uber einfache Druckbehalter (SPVD)
2009/1051EG.
DIN EN ISO 15614-1:2012-06
EN ISO 15614-1:2004+A1:2008+A2:2012 (D)
Vorwort
Dieses Dokument (EN ISO 15614-1:2004) wurde vom Technischen Komitee CEN/TC 121 .Schweifen", dessen
Sekretariat vom DIN gehalten wird, in Zusammenarbeit mit dem Technischen Komitee ISO/TC 44 ,Welding and
allied processes" erarbeitet
Diese Europtische Norm muss den Status einer nationalen Norm erhalten, entweder durch Versffentlichung eines
identischen Textes oder durch Anerkennung bis Dezember 2004, und etwaige entgegenstehende nationale
Normen mussen bis Dezember 2004 zuriickgezogen werden
Dieses Dokument ersetzt EN 288-3:1992.
Dieses Dokument wurde unter einem Mandat erarbeitet, das die Europaische Kommission und die Europaische
Freihandelszone dem CEN erteit haben, und unterstitzt grundlegende Anforderungen der EU-Richtlinie(n).
Zusammenhang mit EU-Richtlinie(n) siehe informative Anhange ZA und ZB, die Bestandteile dieser Norm sind,
Anhang A ist informativ
Entsprechend der CEN/CENELEC-Geschaftsordnung sind die nationalen Normungsinstitute der folgenden Lander
gehalten, diese Europaische Norm 2u dbemehmen: Belgien, Danemark, Deutschland, Estland, Finnland,
Frankreich, Griechenland, Irland, Island, Italien, Lettland, Litauen, Luxemburg, Malta, Niederlande, Norwegen,
Osterreich, Polen, Portugal, Schweden, Schweiz, Slowakei, Slowenien, Spanien, Tschechische Republik, Ungarn,
Vereinigtes Konigreich und Zypern.
DIN EN ISO 15614-1:2012-06
EN ISO 15614-1:2004+A1:2008+A2:2012 (D)
© Vorwort A1 a
[Dieses Dokument (EN ISO 15614-1:2004/A1:2008) wurde vom Technischen Komitee CEN/TC 121
»Schweien", dessen Sekretariat vom DIN gehalten wird, in Zusammenarbeit mit dem Technischen Komitee
ISOTC 44 , Welding and alied processes” erarbeitet.
Diese Anderung zur Europaischen Norm EN ISO 15614:2004 muss den Status einer nationalen Norm erhalten,
entweder durch Verbffentlichung eines identischen Textes oder durch Anerkennung bis August 2008, und etwaige
entgegenstehende nationale Normen muissen bis August 2008 zuriickgezogen werden.
Es wird auf die Moglichkeit hingewiesen, dass einige Texte dieses Dokuments Patentrechte beriihren konnen. CEN
[undioder CENELEC] sind nicht dafur verantwortlich, einige oder alle diesbezdglichen Patentrechte zu
identifizieren
Dieses Dokument wurde unter einem Mandat erarbeitet, das die Europaiscne Kommission und die Europaische
Freihandelszone dem CEN erteilt haben, und unterstdtzt grundlegende Anforderungen der EG-Richtlinien
Zum Zusammenhang mit EG-Richtiinien siehe normativen Anhang ZA und informative Anhange ZB und ZC, die
Bestandteil dieses Dokuments sind
Entsprechend der CEN/CENELEC-Geschaftsordnung sind die nationalen Normungsinstitute der folgenden Lander
gehalten, diese Europaische Norm zu Ubemehmen: Belgien, Bulgarien, Danemark, Deutschland, Estland, Finnland,
Frankreich, Griechenland, Irland, Island, Italien, Lettiand, Litauen, Luxemburg, Malta, Niedettande, Norwegen,
Osterreich, Polen, Portugal, Rumanien, Schweden, Schweiz, Slowakei, Siowenien, Spanien, Tschechische
Republik, Ungarn, Vereinigtes Kenigreich und Zypern.
DIN EN ISO 15614-1:2012-06
EN ISO 15614-1:2004+A1:2008+A2:2012 (D)
B Vorwort A2 a
ED Dieses Dokument _(EN ISO 15614-1:2004/A2:2012) wurde vom Technischen Komitee CEN/TC 121
-SchweiBen", dessen Sekretariat vom DIN gehalten wird, in Zusammenarbeit mit dem Technischen Komitee
ISO/TC 44 Welding and allied processes' erarbeitet
Diese Anderung zur Europaischen Norm EN ISO 15614:2004 muss den Status einer nationalen Norm erhalten,
entweder durch Verdffentiichung eines identischen Textes oder durch Anerkennung bis August 2012, und etwaige
entgegenstehende nationale Normen mussen bis August 2012 zurlickgezogen werden.
Es wird auf die Méglichkeit hingewiesen, dass einige Texte dieses Dokuments Patentrechte beruhren konnen. CEN
[undloder CENELEC] sind nicht dafur verantwortich, einige oder alle diesbezUglichen Patentrechte zu
identifzieren.
Dieses Dokument wurde unter einem Mandat erarbeitet, das die Europaische Kommission und die Europaische
Freihandelszone dem CEN erteitt haben, und unterstitzt grundlegende Anforderungen der EU-Richtlinien
Zum Zusammenhang mit EU-Richilinien siehe informative Anhange ZB und ZC, die Bestandteil dieses Dokuments
sind,
Entsprechend der CEN/CENELEC-Geschaftsordnung sind die nationalen Normungsinstitute der folgenden Lander
gehalten, diese Europaische Norm zu Gbernehmen: Belgien, Bulgarien, Danemark, Deutschland, Estland, Finnland,
Frankreich, Griechenland, Iriand, Island, Italien, Lettiand. Litauen, Luxemburg, Malta, Niederlande, Nonwegen,
Gsterreich, Polen, Portugal, Rumanien, Schweden, Schweiz, Slowakei, Slowenien, Spanien, Tschechische
Republik, Tarkei, Ungar, Vereiniates Konigreich und Zyper. €l
DIN EN ISO 15614-1:2012-06
EN ISO 15614-1:2004+A1:2008+A2:2012 (D)
Einleitung
Alle neu qualifizierten Schwei8verfahren missen mit dieser Norm ab dem Tag ihrer Verbffentichung Uberein-
stimmen
Diese Europaische Norm setzt jedoch bereits bestehende Schweifverfahrensprifungen, die nach fruheren
rrationalen Normen oder Regeln oder fruheren Ausgaben dieser Norm durchgefihrt wurden, nicht aufer Kraft.
Wenn zusatzliche Prifungen verlangt werden, um die Qualifizierungen technisch anzupassen, sind nur diese
zusatzlichen Prifungen an einem Prifstick durchzufuhren, das mit den Bestimmungen dieser Norm
bereinstimmen sollte
DIN EN ISO 15614-1:2012-06
EN ISO 15614-1:2004+A1:2008+A2:2012 (D)
1 Anwendungsbereich
Diese Europaische Norm ist Teil einer Normenreihe. Einzelheiten dieser Normenreihe sind
in F) ISO 15607:2003 GI, Anhang A, angegeben.
Diese Norm legt fest, wie eine vorldufige SchweiBanweisung durch Schweilverfahrensprifungen qualifiziert wird
Diese Norm definiert die Bedingungen fir die Durchfilhrung der Schweifsverfahrensprifungen und den Geltungs-
bereich far SchweiBverfahren far alle praktischen schweiBtechnischen Tatigkeiten innerhalb des Bereiches der
EinflussgréQen nach Abschnitt 8
Die Prafungen sind nach dieser Norm durchzufuhren. Zusatzliche Prufungen durfen durch Anwendungsnormen
gefordert werden,
Diese Norm wird angewendet beim Lichtbogen- und Gasschweifen von Stahlen in allen Produktformen und beim
Lichtbogenschweien von Nickel und Nickellegierungen in allen Produktformen
Lichtbogen- und Gasschweilten umfasst die folgenden Schweiltprozesse nach E5) ISO 4063 Gl
111. Lichtbogenhandschweigen:
114 Metall-Lichtbogenschweiten mit Fulldrahtelektrode ohne Schutzgas:
12 Unterpulverschweiten
131 Metall-Inertgasschweilen; MIG-Schweiten
135. Metall-Aktivgasschweilen; MAG-SchweiBen
136 Metall-Aktivgasschweiten mit Fulidrahtelektrode;
137 Metall-Inertgasschweifien mit Fulldrahtelektrode;
141. Wolfram-Inertgasschweien; WIG-Schweiten;
15 Plasmaschweien:
311. Gasschwei8en mit Sauerstoff-Acetylen-Flamme,
Die Grundsatze dieser Europaischen Norm durfen bel anderen SchmelzschweilSprozessen angewendet werden.
2 Normative Verweisungen
ED Die folgenden zitierten Dokumente sind fur die Anwendung dieses Dokuments erforderlich. Bei datierten
\Verveisungen gilt nur die in Bezug genommene Ausgabe. Bei undatierten Verweisungen gilt die letzte Ausgabe
des in Bezug genommenen Dokuments (einschlieGlich aller Anderungen)
EN 871-1, Zerstorungstreie Priftung — Eindringprafung — Teil 1: Allgemeine Grundlagen
EN 875, Zerstorende Prifung von Schweiliverbindungen an metallischen Werkstoffen — Kerbschlagbiegever-
such — Probeniage, Kerbrichtung und Beurteilung
EN 895, Zerstorende Prifung von SchweiBverbindungen an metallischen Werkstoffen — Querzugversuch
EN 910, Zerstérende Prifung von SchweiBnahten an metellischen Werkstoffen — Biegeprifungen
EN 970, Zerstérungsfreie Prifung von Schmelzschweilinahten — Sichtprifung
EN 1011-1, Schweigen — Empfehlungen zum Schweiten metalischer Werkstoffe — Teil 1: Allgemeine
Anleitungen zum LichtbogenschweiBen
DIN EN ISO 15614-1:2012-06
EN ISO 15614-1:2004+A1:2008+A2:2012 (D)
EN 1043-1:1995, Zerstérende Prifung an Schweilgnahten an metallischen Werkstoffen — Harteprifung — Teil 1:
Harteprafung far Lichtoogenschweifsverbindungen
EN 1290, Zerstérungsfieie Profung von SchweiBverbindungen — Magnetoulverprifung von Schweilgverbindungen
EN 1321, Zerstorende Prifung von SchweiSverbindungen an metallischen Werkstoffen — Makroskopische und
Imikroskopische Untersuchungen von Schweifnahten
EN 1418, Schweifpersonal — Priftung von Bedienemn von Schweifeinrichtungen zum Schmelzschweien und von
Einrichtern fir das WiderstandsschweiGen fr vollmechanisches und automatisches Schweien von metallischen
Werkstoffen
EN 1436, Zerstérungsfieie Prifung von SchweiBverbindungen — Durchstrahlungspriftung von Schmelz-
schwei8verbindungen
EN 1714, Zerstorungsfreie Priftung von SchweiGverbindungen — Ultraschallprifung von SchweiGverbindungen
EN 12062, Zerstérungsfisie Profung von Schweilverbindungen — Allgemeine Regeln for metallische Werkstoffe
ISO 4063:1998, Welding and allied processes — Nomenciature of processes and reference numbers
(de: Schweifen und verwandte Prozesse — Liste der Prozesse und Ordnungsnummerm)
1S0 5817-2003, Welding — Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded)
= Quality levels for imperfections
(de: Schweigen — Schmelzschwei8verbindungen an Stahl, Nickel, Titan und deren Legierungen (ohne
StrahischweiBen) — Bewertungsgruppen von Unregelmagigkeiten)
ISO 6947:1990, Welds — Working positions — Definitions of angles of slope and rotation
(de: Schweifinahte — Arbeitspositionen — Definitionen der Winkel von Neigung und Drehung)
ISO 9608-1, Qualification test of welders — Fusion welding — Part 1: Steels
(de: Prifung von Schweizer — Schmelzschwei8en — Teil 1: Stahle)
ISO 9606-4:1999, Qualification test of welders — Fusion welding — Part 4: Nickel and nickel alloys
(de: Prifung von Schweiern — Schmelzschweigen — Teil 4: Nickel und Nickellegierungen)
ISO 14175, Welding consumables — Gases and gas mixtures for fusion welding and allied processes
(de: SchweiBzusatze — Gase und Gasgemische fur das Lichtbogenschweigen und verwanate Prozesse)
ISO 15607:2003, Specification and qualification of welding procedures for metallic materials — General rules
(de: Anforderung und Quaiifizierung von SchweiBverfshren fur metallische Werkstoffe — Allgemeine Regeln)
ISOITR 15608:2005, Welding — Guidelines for a metallic materials grouping system
(de: Schweigen — Richtlinien fur eine Gruppeneinteilung von metallischen Werkstoffen)
ISO 15609-1:2004, Specification and qualification of welding procedures for metallic materials — Welding
procedure specification — Part 1: Arc welding
(de: Anfordering und Qualifizierung von SchweiGverfahren fur metalische Werkstoffs — SchweiGanweisung —
Teil 1: LichtbogenschweiSen)
ISO 1609-2:2001, Specification and qualification of welding procedures for metallic materials — Welding
procedure specification — Part 2: Gas welding
(de: Anforderung und Qualifzierung von Schweidverfahren fur metallische Werkstoffe — SchweiRanweisung —
Teil 2: Gasschweilen)
1SO 18613:2004, Specification and qualification of welding procedures for metalic materials — Qualification based
con pre-production welding test
(de: Anforderung und Quaifzierung von Schweiverfehren fur metallische Werkstoffe — Qualfzierung aufgrund
einer vorgezogenen Arbeitsprafung) ©
DIN EN ISO 15614-1:2012-06
EN ISO 15614-1:2004+A1:2008+A2:2012 (D)
3 Begriffe
Fur die Anwendung dieses Dokuments gelten die Begritfe nach ED ISO 15607:2003 @.
4 Vorldufige SchweiBanweisung (pWPS)
Die vorlaufige Schweitanweisung ist nach i) ISO 15609-1 oder ISO 15609-2 Gi anzufertigen
5 Schweifverfahrenspriifung
Das Schweifen und Prufen der Prufstiicke muss nach den Abschnitten 6 und 7 erfolgen
Der Schweilter oder Bediener, der die Schweil'verfahrensprifung in Ubereinstimmung mit dieser Norm erfolgreich
durchgefonrt hat, ist fur den entsprechenden Geltungsbereich nach [i ISO 9606-1 oder ISO 9608-4 G] oder
EN 1418 qualifziert, vorausgesetzt, dass die malgebenden Priffungsanforderungen erfult sind
6 Priifstiick
6.1 Allgemeines
Die Schwei8verbindung, auf die sich das Schweiliverfahren in der Produktion bezieht, muss durch ein genormtes
Prifstick oder Prifsticke, wie in 6.2 festgelegt, reprasentiert werden. Wenn die Anforderungen an die Geometrie
der Verbindung in der Produktion nicht genormten Prufstticken nach dieser Norm entsprechen,
muss ED ISO 15613 Gl angewendet werden
6.2 Form und Make der Priifstiicke
Die Lange oder Anzahl der Priifsticke muss ausreichend sein, damit alle geforderten Prifungen durchgefiihrt
werden konnen
Zusatzliche Profsticke oder Uber die MindestgrORe hinausgehende Prufsticke durfen for zusatzliche Proben
undioder fur Ersatzproben angefertigt werden (siehe 7.6).
Far alle Prifstcke — auRer Rohrabzweigungen (siehe Bild 4) und Kehinahte (siehe Bild 3) - muss die
Grundwerkstoffdicke s fur die zu schweienden Bleche und Rohre gleich sein.
Wenn Kerbschlagbiegeproben aus der Warmeeinflusszone (WEZ) zu entnehmen sind, muss die Walzrichtung auf
dem Prifstick angegeben werden, falls dies durch die Anwendungsnorm gefordert wird.
Die Dicke und/oder der RohrauBendurchmesser der Prifstacke massen nach 8.3.2.1 bis 83.2.3 ausgewahit
werden,
Form und Mindestmafe der Profstcke missen wie folgt sein:
6.2.1 Stumpfstof am Blech mit voller Durchschweifung
Das Priffstuick muss nach Bild 1 vorbereitet werden.
6.2.2. Stumpfsto® am Rohr mit voller Durchschwei8ung
Das Priffstck muss nach Bild 2 vorbereitet werden
ANMERKUNG Das Wort Rohr’, allein oder in Verbindung, bedeutet jede Art von Rohr" oder ,Hohlprofi
DIN EN ISO 15614-1:2012-06
EN ISO 15614-1:2004+A1:2008+A2:2012 (D)
623 T-Sto®
Das Priifstck muss nach Bild 3 vorbereitet werden.
Es darf far voll durchgeschweilste Stumpfnahte oder fur Kehinahte verwendet werden.
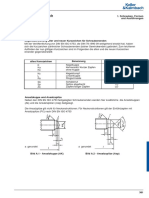
6.2.4 Rohrabzweigung
Das Prafstuck muss nach Bild 4 vorbereitet werden. Der kleinste Winkel a, der in der Produktion vorkommt, wird
genommen.
Es darf als voll durchgeschweiftte Verbindung (aufgesetzte, eingesetzte oder durchgesetzte Verbindung) und fur
Kehinate verwendet werden
6.3. Schweifen der Priifstiicke
Die Vorbereitung und das Schweigen der PrUfstdcke muss in Ubereinstimmung mit der pWPS und unter den
aligemeinen Bedingungen fr das SchweiBen in der Produktion, far die sie gelten sollen, ausgefuhrt werden. Die
Schweiftpositionen und die Grenzwerte fur Neigungs- und Drehwinkel des Priffstuckes mussen [ISO 6947 Gl
entsprechen. Falls Heftschweiungen in der endgbltigen Verbindung Uberschweit werden, mussen sie im
Pratstuck berdcksichtigt werden.
Das Schweien und Prufen von PriifstUcken muss im Beisein von einem Prufer oder einer Prufstelle durehgefunrt
werden
1
Legende
1 Schweifgnahtvorbereitung und Zusammenbau entsprechend der vorlaufigen Schwei8anweisung (pWPS)
a Mindestma® 150 mm
+ Mindestma® 350 mm
+ Werkstoffdicke
Bild 1 — Prafstiick fur einen Stumpfsto8 am Blech mit voller Durchschwei8ung
10
DIN EN ISO 15614-1:2012-06
EN ISO 15614-1:2004+A1:2008+A2:2012 (D)
Legende
1 Schweifnahtvorbereitung und Zusammenbau entsprechend der vorlaufigen SchweiBanweisung (pwWPS)
@ Mindestmas 150 mm
D RohrauSendurchmesser
+ Werkstoficicke
Bild 2 — Prufstick fur einen Stumpfstof am Rohr mit voller Durchschweifung
t
. ,
1
= { J
} TA
a 1
Legende
1 SchweiBnahtvorbereitung und Zusammenbau entsprechend der vorlaufigen SchweiBanweisung (pWPS)
a Mindestma® 150 mm
5 Mindestmas 350 mm
Werkstofidicke
Bild 3 — Prafstdck far einen T-StoB
"1
DIN EN ISO 15614-1:2012-06
EN ISO 15614-1:2004+A1:2008+A2:2012 (D)
Legende
1 Schweiffnahtvorbereitung und Zusammenbau entsprechend der vorlaufigen SchweiBanweisung (pWPS)
@ Rohrabzweigwinkel
2 Mindestma® 150 mm
D, RohrauBendurchmesser des Hauptrohres
ty Werkstoffdicke des Hauptrohres
Dp Auendurchmesser des abzweigenden Rohres
ty Werkstoffdicke des abzweigenden Rohres
Bild 4 — Prafstuck fur eine Rohrabzweigung
7 Untersuchung und Priifung
7.4 Priifumfang
Die Prifung umfasst sowohl die zerstérungsfreie (NDT) als auch die zerstérende Prifung, die den Anforderungen
nach Tabelle 1 entsprechen.
Eine Anwendungsnorm darf zusatzliche Prufungen festiegen, z. B.
— _Langszugprafung im Schwei8gut;
— Schweiftgut-Biegeprifung:
— _ Korrosionsprafungen’
— chemische Analyse:
— Mikroschiiffuntersuchung;
— Deltaferritbestimmung:
— Kreuzzugprobe.
12
DIN EN ISO 15614-1:2012-06
EN ISO 15614-1:2004+A1:2008+A2:2012 (D)
ANMERKUNG — Bestimmte Einsatz-, Werkstofl- oder Herstellbedingungen kénnen umfassendere Prifungen, als in dieser
Norm festgelegt sind, erfordern, um mehr Informationen zu erhalten und um die Wiederholung von SchweiSvertahrens-
prifungen zu einem spiteren Zeltpunkt flr den Erhalt zusatzicher Profwerte zu vermeiden.
Tabelle 1 — Untersuchung und Prufung der Priffstiicke
Prifstiick Prifart Prifumfang | Fu8note
‘Sichtprifung 100 % -
otasshalpting. 100% ) a
Oberflachenrissprifung 100 % b
‘Stumpfsto8 mit voller Durchschweiung Querzugprifung 2 Proben -
~ Bild 1 und Bild 2 Querbiegeprifung 4 Proben c
Kerbschlagbiegeprifung 2 Satze d
Harteprifung erforderlich e
Makroschif-Untersuchung 1Prove | -
‘Sichtprifung 100 % f
T-Stumpfsto8 mit voller Durchschweifung Oberflachenrissprifung 100 % bundf
Rohrabsweigung mit volt Durchechwelturg Durchsralungs: oder 100% a.tunde
Bild 4 Harteprafung erforderlich | e undf
Makroschliff-Untersuchung 2 Proben f
‘Sichtprifung 100 % f
Kehinahte Oberflachenrisspriifung: 100 % bund f
Bild 3 und Bild 4 Hartepriifung erforderich | e undf
Makroschliff-Untersuchung 2 Proben f
Uttraschallprifung dar nicht fr: < 8 mm angewendet werden und nicht far die Werkstotfgruppen 8, 10, 41 bis 48.
Eindringprifung oder Magnetpulverprifung. Fur nicht-magnetische Werkstoffe nur Eindringprifung,
Far Blegeprittungen siehe 7.4.3.
1 Satz im SchweiBgut und 1 Satz in der WEZ fir Werkstofte mit Dicken > 12 mm und bel denen Kerbschlagarbeitwerte
angegeben sind. Anwendungsnormen dorfen bei Dicken unter 12mm Kerbschiagblegeproben fordem. Die Pritempe-
ratur muss vom Hersteller im Hinblick auf die Anwendung oder die Anwendungsnorm gawahit werden, braucht aber nicht
niedriger 2u sein, als fir den Grundwerkstott gefordert. Zusataliche Prittungen, siche 7.4.5.
Nicht erforderiich fir Grundwerkstotte: Untergruppe 1.1 und Werkstottgruppen 8, 41 bis 48,
Die aufgefbinrten Pritungen geben keine Informationen Ober die mechanischen Eigenschaften der Verbindung. Wo
erartige Eigenschattan fUr dle Anwendung wichtg sind, muss eine 2usaizicne Qualifzierung. 2. 8. durch Qualifizierung
einer Stumpfnant, erfolgen.
Fur AuSendurchmesser < 50 mm wird keine Ultraschallprifung gefordert. Bai Rohrauendurchmesser > 50 mm und
wenn as technisch unméglch ist, eine Uraschallprufung anzuwenden, muss eine Druchstrahlungsprufung durchgafunrt
werden, vorausgesetzt, cle Verbindungsform emoglicht aussagekratige Ergebnisse.
13
DIN EN ISO 15614-1:2012-06
EN ISO 15614-1:2004+A1:2008+A2:2012 (D)
7.2. Lage und Probenentnahme
Die Proben missen entsprechend den Bilder 5, 6, 7 und 8 entnommen werden
Die Proben massen entnommen werden, nachdem alle zerstorungsfreien Prifungen (NDT) unter Anwendung der
jeweligen Bewertungskriterien for die NDT-Verfahren erfolgreich durchgefuhrt worden sind.
Es ist zulassig, die Proben so zu entnehmen, dass Bereiche mit fur das (die) jeweilige(n) NDT-Verfahren
zulassige(n) Unregeimaigkeit(en) vermieden werden
4
5
6
1
Legende
1 Abfall 25 mm
2 Schweirichtung
3 Bereich fur
= 1 Zugprobe;
= Biegeproben,
4° Bereich far
= Kerbschiagbiegepriffung und zusatzliche Prifungen, falls erfordertich
5 Bereich far:
= 1 Zugprobe;
= Biegeproben.
6 Bereich far:
= 1 Makroschiif
= 1 Harteprifung
ANMERKUNG Nicht magstablich
Bild 5 — Probenlage fdr einen Stumpfsto8 am Blech
14
DIN EN ISO 15614-1:2012-06
EN ISO 15614-1:2004+A1:2008+A2:2012 (D)
Legende
1. Scheitelpunkt far feststehendes Rohr
2 Bereich far:
=1 Zugprobe;
= Biegeproben.
3 Bereich far.
~ Kerbschlagbiegeprifung und zusétzliche Profungen, falls erforderlich
4 Bereich far
= 1 Zugprobe;
= Biegeproben.
5 Bereich fur:
—1 Makroschiif
—1 Harteprofung.
ANMERKUNG — Nicht ma@stablich.
Bild 6 — Probenlage fir einen Stumpfsto8 am Rohr
15
DIN EN ISO 15614-1:2012-06
EN ISO 15614-1:2004+A1:2008+A2:2012 (D)
Legende
1 Abfall 25 mm
2 Makroschiiff
3. Makroschiiff und Harteprofung
4 Schweitrichtung
Bild 7 — Probenlage fir einen T-Sto®
Legende
1 Makroschiff und durchzufuhrende Harteprifung (in Position A)
2. Makrosehiifin Position B
@ Rohrabzweigwinkel
Bild 8 — Probenlage fur eine Rohrabzweigung oder fur eine Kehinaht am Rohr
16
2
i
&
DIN EN ISO 15614-1:2012-06
EN ISO 15614-1:2004+A1:2008+A2:2012 (D)
7.3. Zerstorungsfreie Prifung
Alle zerstorungsfreien Prifungen nach 7.1 und Tabelle 1 mussen an den Prifstiicken vor der Aufteilung in Proben
durchgefahrt werden. Eine geforderte Warmenachbehandlung muss vor der zerstorungsfreien Prifung abge-
schiossen werden,
Fur Werkstoffe, die empfindlich gegen wasserstoffinduzierte Risse sind und bei denen kein Wasserstoffarmgluhen
oder keine Warmenachbehandlung gefordert wird, sollte die zerstorungsfreie Prifung zeitich verzogert
durchgefahrt werden
‘Abhangig von der StoSgeometrie, den Werkstoffen und den Fertigungsanforderungen muss die NDT — wie in
Tabelle 1 gefordert — nach EN 970 (Sichtprufung), EN 1435 (Durchstrahlungsprufung), EN 1714 (Ultraschall.
priifung), EN 871-1 (Eindringprifung) und EN 1280 (Magnetpulverprifung) durchgefahrt werden.
7.4 Zerstorende Priifung
744 Allgemeines
Der Profumfang muss Tabelle 1 entsprechen
74.2 Querzugpriifung
Die Proben und die Durchfuhrung der Querzugprifung an Stumpinahten missen EN 895 entsprechen.
Fur Rohre mit einem AuRendurchmesser > 50 mm ist die NahtUberhohung auf beitlen Seiten abzuarbeiten, so
dass die Probe die gleiche Dicke wie die Rohrwand aufweist,
Fur Rohre mit einen Aufendurchmesser < 50mm und bei Verwendung des Gesamtquerschnitts von kleinen
Rohren darf die Nahtdberhéhung im Inneren des Rohres belassen bleiben.
Sofern nicht vor der Prifung anders festgelegt wurde, darf die Zugfestigkeit der Probe nicht kleiner als der
entsprechende Wert far die Mindestzugfestigkeit des Grundwerkstofts sein.
Fur Verbindungen mit unterschiedlichen Grundwerkstoffen dart die Zugfestigkeit nicht Kleiner sein, als der
niedrigere minimale Wert der Zugfestigkeit der beiden Grundwerkstofte.
7.4.3 Biegeprifung
Die Proben und die Durchfuhrung der Biegeprifung an Stumpfnahten massen mit EN 910 abereinstimmen.
Fur Dicken < 12 mm sind zwei wurzel- und zwei oberseitige Querbiegeproben durchzufuhren. Fur Dicken > 12 mm
werden vier Seitenbiegeproben anstelle der wurzel- und oberseitigen Querbiegeproben empfohlen
Fur Mischverbindungen oder heterogene Stumpfstoe an Blechen darf eine wurzelseitige und eine oberseitige
Langsbiegeprifung anstelle von vier Seitenbiegeprifungen durchgefthrt werden.
Bei einem Grundwerkstoff mit einer Dehnung 4 > 20 % muss der Durchmesser des Biegedors oder der inneren
Biegerolle 4 : und der Biegewinkel 180° betragen. Fur einen Grundwerkstoff mit einer Dehnung 4 < 20 % muss die
folgende Gleichung angewendet werden
10005
a
Dabeiist
d_ der Durchmesser des Biegedorns oder der inneren Biegerolle;
1, die Dicke der Biegeprobe:
4 die minimale Langsdehnung, die in der Werkstoffspezifikation gefordert wird.
7
DIN EN ISO 15614-1:2012-06
EN ISO 15614-1:2004+A1:2008+A2:2012 (D)
Wahrend der Prufung darf bel den Proben kein einzelner Fehler > 3 mm in itgendeiner Richtung auftreten. Fehler.
die wahrend der Prafung an der Probenkante auftreten, sind bei der Bewertung nicht zu berucksichtigen
7.4.4 Makroschliffuntersuchung
Die Proben sind nach EN 1321 vorzubereiten und auf einer Seite anzuatzen, um die Schmelzlinie, die WEZ und
den Nahtaufbau deutlicn zu zeigen.
Die Makroschiiffuntersuchung muss den unbeeinflussten Grundwerkstoff einschlieBen, und mindestens ein
Makroschiiffold je Schwei8verfahrenspristung muss protokoliert werden.
Die Bewertungsgruppen nach 7.5 sind anzuwenden
7.4.5 Kerbschlagbiegeprifung
Die Proben und die Durchfuhrung der Kerbschlagbiegeprifung an Stumpfst6Ben missen hinsichtlich der
Probenlage sowie der Priftemperatur mit dieser Norm und hinsichtlich der Mae und der Prifung mit EN 875
bereinstimmen.
For das Schweiftgut muss der Probentyp VT (V: Charpy-V-Kerbe — W: Kerbe im Schwei8gut —T: Kerbe durch
die Dicke) und for die Warmeeinflusszone der Probentyp VHT (V: Charpy-V-Kerbe —H: Kerbe in der
Warmeeinflusszone —T: Kerbe durch die Dicke) angewendet werden. Fur jede festgelegte Position besteht jeder
Satz aus drei Proben.
Es sind Proben mit Charpy-V-Kerbe anzuwenden, die hbchstens 2 mm unterhalb der Oberflache des Grundwerk-
stoffes und quer zur Schweinaht 2u entnehmen sind.
In der WEZ muss die Kerbe 1 mm bis 2 mm von der Schmelziinie entfert liegen, und im Schweifgut muss er auf
der Schweifgnahtmittelinie liegen.
Far Dicken > 50 mm missen zwei zusatzliche Probensatze, einer aus dem Schwei8gut und einer aus der WEZ
aus dem Nahimittenbereich oder aus dem Wurzelbereich der SchweifSnaht, entnommen werden.
Die verbrauchte Schlagarbeit muss mit den Werten der zutreffenden Grundwerkstoffnorm Ubereinstimmen, sofem
nicht in der Anwendungsnorm andere Festlegungen enthalten sind. Der Durchschnittswert der drei Proben muss
den fesigelegten Anforderungen entsprechen, Fur jede Kerblage darf ein Einzelwert unter dem minimalen
festgelegten Durchschnittswert liegen, vorausgesetzt er liegt nicht unter 70 % dieses Wertes.
Bei Mischverbindungen sind die Kerbschlagbiegeprufungen an Proben aus der WEZ von jedem Grundwerkstoff
durchzufdhren
Wenn Kombinationsprozesse in einem Prafstuck qualifiziert werden, mussen die Kerbschlagbiegeproben vom
‘Schweifigut und der WEZ so entnommen werden, dass jeder SchweiSprozess erfasst wird
7.4.6 Harteprifung
Die Harteprafung ist nach Vickers mit einer Prafkraft HV 10 nach EN 1043-1 durchzufuhren. Hartewerte mussen
aus der Schweifnaht, aus der Warmeeinflusszone und aus dem Grundwerkstoff entnommen werden, um den
Hartewertebereich durch die Schwei8verbindung zu bewerten. Bei Werkstoffdicken gleich oder kleiner 5 mm muss
nur eine Eindruckreine in einer Tiefe bis 2 mm unterhalb der decklagenseitigen Oberflache der Schwei8verbindung
durchgefohrt werden. Bei Werkstoffdicken Ober Smm mdssen zwei Eindruckreinen in einer Tiefe bis 2mm
Untethal der decklagenseitigen und der wurzelseitigen Oberflache durchgefuhrt werden. Bei beidseitig
geschweitten Nahten, Kehinahten und T-StdBen muss eine zusatzliche Eindruckreine im Wurzelbereich
durchgefuhrt werden. Beispiele von typischen Eindricken sind in EN 1043-1:1995, Bild 12) bis 1d) sowie Bild 3 und
Bild 4, wiedergegeben
In jeder Eindruckreihe missen mindestens drei individuelle Eindricke in jedem der folgenden Bereiche enthalten
sein:
— Schweifsnaht;
— beide Warmeeinflusszonen,
—_ beide Grundwerkstotte.
18
DIN EN ISO 15614-1:2012-06
EN ISO 15614-1:2004+A1:2008+A2:2012 (D)
In der WEZ muss der erste Eindruck so nah wie moglich an die Schmelaiinie gesetzt werden
Die Ergebnisse der Harteprifung mdssen den Anforderungen der Tabelle 2 entsprechen. Unabhangig davon
miissen fir die Werkstoffaruppen 6 (nicht warmebehandelt) 7, 10 und 11 und fur jede Mischverbindung die
Anforderungen vor der Prifung festgelegt werden.
Tabelle 2— Zulassige héchste Hartewerte (HV 10)
Stahigruppen
Chiso e008 | Nicht wiirmebehandelt| _ Warmebehandelt
13,2 380 320
2 450 380
45 380 320
é = 350
94 350 300
92 450 350
93 450 350
© Falls Hartepratungen getordert werden
© Fur Stahle mit Ret, min, > 890 Nimm’ sind Soncervereinoarungen erforderticn
7.5 Bewertungsgruppen
Ein Schweilvertahren ist qualifziert, wenn die Unregelmaigkeiten im Prifstdck innerhalb der festgelegten
Grenzen der BewertungsgruppeB nach =F) ISO5817@]_—liegen, —ausgenommen —_folgende
Unregelmaigkeiten: [zu grofe Nahtuberhdhung (Kehinaht), zu groBe Kehinahtdicke, zu groRe
Wurgeldberhéhung und schroffer NahtUbergang, fur die Bewertungsgruppe C angewendet werden muss. Die
Anforderung < 0,05 1 gift nicht fur Einbrandkerben. Eine Einbrandkerbe darf nicht groBer als 0,5 mm sein
Winkelversatz ist nicht anwendbar far die Schwei8verfahrensprifung. Gi
ANMERKUNG _ Die Zuordnung zwischen den Bewertungsgruppen nach [5 ISO 6817 Gi und den Zuléssigkeltsgrenzen der
verschiedenen Prifverfahren fir die zerst6rungstreie Prifung sind in EN 12062 enthalten.
7.6 Ersatzpriifung
Falls das Prifst0ck eine der Anforderungen an die Sichtprbfung oder an die NDT, wie in 7.5 festgeleat, nicht erfult,
muss ein zusatzliches Prifstick geschweiSt und den gleichen Untersuchungen unterworfen werden. Falls dieses
zusatzliche Prufstiick den Anforderungen nicht gendgt, git die Schwei8vertahrensprifung als nicht bestanden,
Falls irgendeine Probe die Anforderungen fir zerstorende Priffung nach 7.4 nur wegen Schweifnahtunregel-
mafigkelten nicht erfallt, massen fur jede Probe, die nicht bestanden hat, zwei weitere Proben georilft werden. Die
zusatzlichen Proben kénnen, falls genug Werkstoff vorhanden ist, aus demiselben Priifstck oder aus einem neuen
Prafstck entnommen werden. Jede zusatzliche Probe muss denselben Prifungen wie die urspriingliche Probe,
die nicht bestanden hat, unterzogen werden. Wenn eine von den zusatzlichen Proben nicht die Anforderungen
erfult git die Schweiverfahrensprafung als nicht bestanden
Wenn eine Zugprobe die Anforderungen von 7.4.2 nicht erfillt, missen zwei weitere Proben fur jede nicht
bestandene Probe durchgefhrt werden. Beide mussen die Anforderungen nach 7.4.2 erfllen
Wenn vereinzelte Hartewerte in verschiedenen Prifzonen obethalb der in Tabelle 2 enthaltenen Werte liegen,
dirfen weitere Harteprifungen durchgefuhrt werden (auf der RUckseite der Probe oder nach ausreichendem
Beschleifen der gepriiften Oberflachen). Keiner der zusatzlichen Hartewerte darf die maximalen Hartewerte, die in
Tabelle 2 enthalten sind, aberschreiten.
19
DIN EN ISO 15614-1:2012-06
EN ISO 15614-1:2004+A1:2008+A2:2012 (D)
Far Kerbschiagbiegeprafungen nach Charpy, bei denen die Ergebnisse von einem Satz von drei Proben nicht die
Anforderungen erfullen, massen drei zusatzliche Proben entnommen werden, vorausgesetzt, dass nur eine Probe
einen Wert unter 70 % hat. Der Durchschnittswert dieser Proben plus den Ergebnissen der ursprUnglichen Proben
darf nicht niedriger als der geforderte Durchschnittswert sein
8 Geltungsbereich
8.1 Allgemeines
Alle im Abschnitt 8 genannten Bedingungen missen erful werden, um die Anforderung dieser Norm zu erfillen.
Anderungen auBerhalb der festgelegten Bereiche erfordern eine neue Schweifverfahrensprufung,
8.2 Bezogen auf den Hersteller
Die Qualifizierung einer pWPS durch eine Schweif'verfahrensprifung nach dieser Norm, die ein Hersteller erlangt
hat, git for das Schweifen in Werkstatten oder auf Baustellen, die der gleichen technischen und qualitativen
Uberwachung dieses Herstellers unterliegen.
Schweilten unter der gleichen technischen und qualitativen Uberwachung liegt vor, wenn der Hersteller, der die
Schweifverfahrensprifung durchgefuhrt hat, fur alle Schwei8arbeiten, die danach durchgefilhrt werden, voll
verantwortlich ist.
8.3 Bezogen auf den Grundwerkstoff
8.3.1 Gruppeneinteilung der Grundwerkstoffe
Um die Anzahl von SchweiSverfahrensprifungen zu minimieren, sind Stable, Nickel und Nickellegierungen
nach ) ISO/TR 15608 Gl eingruppiert
Eine separate Qualifzierung eines Schweifverfahrens ist fiir jeden Grundwerkstoff oder jede Grundwerk-
stoffkombinationen erforderlich, die nicht in der Gruppeneinteilung enthalten sind
Wenn ein Grundwerkstoff zu zwei Werkstoffgruppen oder Untergruppen gehért, muss er immer der niedrigen
Werkstoffgruppe oder Untergruppe zugeordnet werden.
er Werkstoff von verbleibenden SchweiBbadsicherungen muss wie ein Grundwerkstoff betrachtet werden und
innerhalb der Qualifizierungs-(Unter-)gruppe liegen. €l
ANMERKUNG — Geringftigige Unterschiede in der Zusammensetzung von ahniichen Guten, die lire Ursache In der Anwen=
dung von nationalen Normen haben, erfordern keine emneute Qualffzierung,
83.14 Stahle
Die Geltungsbereiche sind in Tabelle 3 angegeben.
8.3.1.2 Nickellegierungen
Die Geltungsbereiche sind in Tabelle 4 angegeben.
8.3.1.3 Mischverbindungen zwischen Stahlen und Nickellegierungen
Die Geltungsbereiche sind in Tabelle 4 angegeben
20
DIN EN ISO 15614-1:2012-06
EN ISO 15614-1:2004+A1:2008+A2:2012 (D)
Tabelle 3 — Geltungsbereich fir Stahigruppen und Untergruppen
anuppe dee Pifticke Getungsberaen
13-1
2-2 29-24—128—
3-3 392942 12-12-299° 1992
4-4 424.4140 2
5-8 58-55% 169-2
6-6 6-66 9-162—
7-7 7-7
7-3 Ton3, 78-178 =2
7-2 7=28,78
ene eal
e-6 2° ~62,85- 1,852,854
8-5 85-5085 -1,85-2,8°-4.8°-6.1,8°-82
e-3 e358 185-2
e-2 er-288
9-8 90-9
10-10 108-10
10-8 10P-8°
10-6 108-68, 1081, 108-2, 199-4
10-8 TOE=8% 1081, 10-2, 1094, 10°81, 109
10-3 108-3, 109-1, 10-2
10-2 108-24, 1091
tint 118141184
3 Gilt for Sizhle mit der gleichen oder niedrigeren festgelegien Streckgrenze
derselben Werkstotigruppe
Gilt far sta in der seiban Untergruppe unc jeder niecrigeren Untergrupee
innernalp derseiben Werkstotigruppe.
<_ Gilt for Stahle in derselben Untergruppe.
2
DIN EN ISO 15614-1:2012-06
EN ISO 15614-1:2004+A1:2008+A2:2012 (D)
Tabelle 4 — Geltungsbereich fur Werkstoffgruppen von Nickellegierungen
und Nickellegierungen/Stahl
Werkstofigruppe des Gettungsbereich
aat ata
42-42 42¢—42
43-43 435-43, 466-45, 47° —47
44~ 44 4c aa
45-45 45¢— 45, 43¢~ 430
48-46 466-46
47-47 47647, 43¢— 436, 456 45°
48-48 466-48
41 bis 48-2 41 bls 48¢—22, 41 bis 48
41 bis 48-3 41 bis 48¢— 32, 41 bis 48*—2 oder 1
‘ibe 42-5 4 be 485 — 5°. 41 bie 486.2 oder 6.1 era
at bis 48-6 41 bls 486, 41 bis 48¢— 4 oder 2 oder 1
ANMERKUNG Fur die Werkslofigruppen 41 bis 46 gil eine SchwelBverlahrens-
profung, die mit einer ausscheidungsgehdrteten Leglerung einer Werkstoftgruppe
durchgettint worden ist, flr alle Verbindungen von ausscheidungsgeharteten
Legierungen dieser Werkstofigruppe an alle ldsungsgegidhten Leglerungen der
leichen Werkstoffgruppe.
@ Gilt fiir Stable mit der gleichen oder niedriger fesigelegter Streckgrenze
derselben Werkstofferuspe.
® Gilt fur Stale in derselben Untergruppe und jeder niedrigeren Untergruppe der
sleichen Werkstotigruppe
© Fur die Werkstoffgruppan 41 bis 48 git eine Schwaifverfahranspriifung, dia an
einer lSsungsgegiuten oer ausscheidungsgeharteten Legierung einer Werke
stofigruppe durchgefuhrt worden ist, fur alle Iosungsgegithten oder ausschel-
ddungsgaharteten Lagierungan der gleichen Werkstoffgruppe.
8.3.2 Werkstoffdicke und Rohrdurchmesser
8.3.2.1 Allgemeines
Far die Qualifizierung eines einzelnen Schweiftprozesses hat die Dick
‘folgende Bedeutungen:
a) far eine Stumpfnant:
die Dicke des Grundwerkstoffes;
b) fur eine Kehinaht:
die Dicken der Grundwerkstoffe. Fir jeden Dickenbereich, der nach Tabelle 6 quaiifiziert ist, gibt es auch einen
zugehérigen Geltungsbereich far die Nahtdicken, a, von einlagig geschwei8ten Kehinahten nach 8.3.2.2
©) fr eine aufgesetzte Verbindung einer Rohrabzweigung)
die Dicken der Grundwerkstoffe;
d) far eine eingesetzte oder durchgesetzte Verbindung einer Rohrabzweigung:
die Dicken der Grundwerkstoffe;
€) far einen T-Sto8 am Blech mit voller Durchschweiung
die Dicken des Grundwerkstoffes.
22
DIN EN ISO 15614-1:2012-06
EN ISO 15614-1:2004+A1:2008+A2:2012 (D)
Fur die Qualifizierung eines Kombinationsprozesses muss die aufgezeichnete Diekenvertellung der Schweilt-
prozesse als Basis far den Geltungsbereich des jewelligen einzelnen SchweiSprozesses verwendet werden
8.3.2.2 Geltungsbereich fur Stumpfstofe, T-StoBe und Rohrabzweigungen und Kehinahte
Die Qualifizierung einer Schweifiverfahrensprifung bezogen auf die Dicke r muss die Qualifizierung fir die
folgenden Diekenbereiche nach Tabelle 5 und Tabelle 6 einschlieten
Fur Rohrabzweigungen und Kehinahte muss der Geltungsbereich fur beide Grundwerkstoffe unabhangig
voneinander angewendet werden. Wenn eine Kehinaht durch eine Stumpfnaht qualifiziert wird, findet Tabelle 6
Anwendung
Tabelle 5 — Geltungsbereich der Werkstoffdicke von Stumpfnahten
und der Schwei&gutdicke
Mage in Milimeter
Dicke des Prufstiicks Geltungsbereich
' Einlagig Mehrlagig
153 0,7 rbis 1,31 0,7 this 27
3 100 nicht anwendbar 50 bis 2
= Wenn Kerbschiagarbelisanforderungen fesigelegt sind, git als obere Grenze
‘12 mm, sofern keina Kerbschlagbiageprifungen durchgefunrt worden sind
Tabelle 6 — Geltungsbereich fur Werkstoffdicken und
Nahtdicken von Kehinahten
Mage in Milimeter
Dicke des
Prafsticks Geltungsbereich
Nahtdi
Werkstoffdicke
Einlagig Mehrlagig
13 07 rbis 20 0,75 a bis 1,541 | keine Einschrankung
3<1<30 | [0513 min)bis2r@ | 0.75 cbis 1.50 GI | keine Einschrankung
1230 25 a keine Einschrankung
ANMERKUNG 1 ist dle Nantaicke des Prifsticks,
ANMERKUNG 2. Wenn eine Kehinaht durch eine Prifung an einer Stumpfnaht qualifziert wird,
basiert der Geltungsbereich fUr die Nahticke auf der Dicke des elngebrachten SchweiSgutes.
2 Nur flr spezielle Anwendungen. Jede Kehlnahtdicke muss separat durch eine
SchweiBverfahrensprifung nachgewiesen werden
8.3.2.3 Geltungsbereich for den Durchmesser von Rohren und Rohrabzweigungen
Die Qualifizierung einer Schweiltverfahrensprifung am Durchmesser D muss die Qualifzierung von Durchmessern
in den folgenden Bereichen nach Tabelle 7 einschiieBen.
23
DIN EN ISO 15614-1:2012-06
EN ISO 15614-1:2004+A1:2008+A2:2012 (D)
Die Qualifizierung fur Bleche schlieft auch Rohre mit einem Durchmesser > 500 mm oder, wenn in den rotierenden
Schweifpositionen PA oder PC geschweitt wird, mit einem Durchmesser > 150 mm ein,
Tabelle 7 — Geltungsbereich fur Durchmesser von Rohren
und Rohrabzweigungen
Mage in Millimeter
Durchmesser des Prafsticks D¢ Geltungsbereich
Ds25 05 Dbis 2D
D> 25 = 0.50 25mm min.) Al
ANMERKUNG Fur Hohiprofie ist D das Mat der schmalaren Seite,
@ D Ist der RohrauBendurchmesser oder der AuBendurchmesser des ab-
zweigenden Ronres.
8.3.3 Winkel der Rohrabzweigung
Eine Qualifizierung einer Schweilverfahrensprifung, ausgefihrt an einer Rohrabzweigung mit einem Winkel. a,
muss fiir alle Abzweigungswinkel a; im Bereich a a, < 90° gelten
8.4 Giiltig fiir alle SchweiBverfahren
8.4.4 Schweiftprozesse
Jeder Mechanisierungsgrad muss unabhangig voneinander qualifiziert werden (manuell, telimechaniseh,
vollmechanisch und automatisch),
uerdem ist es auch nicht erlaubt, die Art der Durchfahrung (manuel, mechanisch oder automatisch) 2u
andern
Die Qualifizierung gilt nur far den (die) Schwei8prozess(e), der (die) in der SchweiBverfahrensprifung angewendet,
wurde(n). @
Die Quaifizierung eines Schweiftverfahrens mit Kombinationsprozessen darf mit separaten Schweivertahrens-
prifungen fur jeden SchweiSorozess erreicht werden. Es ist auch moglich, eine Schwei8verfahrenspriffung als
Kombinationsprozess-SchweiBverfahrensprifung durchzufthren, Die Qualifizierung einer solchen Prifung ist nur
for die Schweilprozessfolge glltig, die bei der Kombinationsprozess-Schweiltverfahrensprifung ausgefihrt
‘worden ist.
ANMERKUNG Es ist nicht erlaubt, eine Kombinationsprozess-Schweilverfahrensprifung flr die Qualifzierung eines
Einzelprozesses zu benutzen, sofem die fur den Schwelfprozess durchgefllhrte Prifung nicht den Vorgaben dieser Norm
entspricht.
8.4.2 Schweifpositionen
Das Schweil§en einer Prifung in irgendeiner Schweilfposition (Blech oder Rohr) qualiiziert fur alle Schwei8-
positionen (Blech oder Rohr), ausgenommen PG und J-LO4S, fir die eine separate Schweifvertahrensprifung
erforderlich ist
Wenn Anforderungen entweder an die Kerbschiagarbeit und/oder an die Harte gestellt werden, mussen
Kerbschlagbiegeprifungen aus dem SchweiSgut der SchweiSposition mit der héchsten Warmeeinbringung und
Harteprifungen aus dem SchweiSgut der Schwei8position mit der niedrigsten Warmeeinbringung durchgefuhrt
‘werden, um alle SchweiBpositionen zu qualifzieren.
Zum Beispiel ist bei Stumpfnahten an Blechen die hdchste Warmeeinbringung iblicherweise in PF und die
niedrigste in PC. Bel eingespannten Rohren mussen die Harteprafungen in der Uberkopfposition durchgefahrt
werden
24
DIN EN ISO 15614-1:2012-06
EN ISO 15614-1:2004+A1:2008+A2:2012 (D)
‘Wenn weder Anforderungen an die Kerbschlagarbeit noch an die Harte gestellt werden, quallfiziert das Schwei8en
in einer Schweilsposition (Rohr oder Blech) das Schweien in allen Schweilspositionen (Rohr oder Blech)
Um die Anforderungen sowohl fur die Harte als auch fur die Kerbschlagarbeit zu erfillen, sind zwei Prijfstcke aus
verschiedenen Schweifspositionen erforderlich, es sei denn, dass die Qualifizierung nur fur eine Schweifsposition
gefordert wird. Wenn die Qualifizierung far alle Schweilpositionen gefordert wird, mUssen beide Priifsticke einer
vollstandigen Sichtprufung und einer zerstorungsfreien PrUfung unterzogen werden,
Bei Werkstoffen der Werkstoffgruppe 10 mussen in den Schweipositionen mit der niedrigsten und der héchsten
‘Warmeeinbringung sowohl Kerbschlagbiege- als auch Harteprifungen durchgefahrt werden.
ANMERKUNG Weitere zerstérende Prifungen diirfen von einem der beiden Prufsticke entnommen werden. Eines der
Prifsticke darf eine verkUrzte Lange haben.
8.4.3 StoBartiNahtart
Der Geltungsbereich far die Art der Schwei8verbindungen ist derjenige, der in der Schwei8verfahrensprifung
verwendet worden ist, jedoch mit den Einschrankungen, die in anderen Abschnitten vorgegeben sind (2. B. Durch-
messer, Dicke) und zusatzlich
a) Stumpfnahte qualifizieren voll und teilweise durchgeschweiltte Stumpfnahte und Kehinahte. Kehinaht-
prifungen mussen gefordert werden, wenn dies die dominierende Art der Schweiltung in der Produktion ist;
b) _Stumpfnahte an Rohren qualifizieren auch Rehrabzweigungen mit einem Rohnwinkel
0°
c) T-Stumpfstoe qualifizieren nur T-StumpfstoGe und Kehinahte (slehe a));
d) einseitige Schweitnahte ohne SchweiBbadsicherung qualifizieren beidseitige Schweifnahte und Schweit-
nahte mit SchweiSbadsicherung;
e) Schweitnahte mit SchweiBbadsicherung qualifzieren beidseitige Schweinahte;
1) _beidseitige Schwei8nahte ohne Ausfugen qualifizieren beiseitige Schweifnahte mit Ausfugen;
9) Schweien von Kehinahten qualffiziert nur das Schweien von Kehlnahten;
h) bei einem vorgegebenen Schweiltprozess ist es nicht erlaubt, von einer mehrlagigen Naht zu einer einlagigen
Naht (oder zu Lage/Gegenlage) oder umgekehrt zu wechseln.
84.4 Zusatzwerkstoff, Bezeichnung
Zusatzwerkstoffe schlieRen andere Zusatzwerkstoffe ein, so lange sie vergleichbare mechanische Eigenschatten,
die gleiche Art der Umhallung, den gleichen Fllcraht-Elektrodentyp oder Pulver, die gleiche nominale
Zusammensetzung und denselben oder niedrigeren Wasserstoffgehalt nach der Bezeichnung der jeweiligen
Europaischen Norm fur den betroffenen Zusatzwerkstoff haben.
8.4.5 Zusatzwerkstoff, Herstellart (Hersteller und Handelsname)
Wenn eine Kerbschlagbiegeprifung verlanat wird, ist der Geltungsbereich bei den SchweiBprozessen 111, 114, 12,
136 und 137 eingeschrankt auf die spezielle Herstellart, die bei der Schweiltverfahrensprifung benutzt worden ist.
Es ist erlaubt, von der speziellen Herstellart des Zusatzwerkstoffes zu einer anderen zu wechseln, vorausgesetzt
diese hat dieselbe verbindliche Bezeichnung. Dazu muss ein zusatzliches Prufstack geschwei8t werden. Dieses
Prifstick muss so geschweiSt werden, dass dieselben Schweilparameter wie bei der Originalprifung benutzt
werden, und es massen nur Kerbschlagbiegeproben geprift werden.
ANMERKUNG Diese Festlegung git nicht flr Massivdrahte und Stabe mit der glelchen Bezelchnung und chemischen
Sollzusammensetzung.
25
DIN EN ISO 15614-1:2012-06
EN ISO 15614-1:2004+A1:2008+A2:2012 (D)
8.4.6 Durchmesser des Zusatzwerkstoffes
Es ist erlaubt, den Durchmesser des Zusatawerkstoftes 2u verandem, vorausgesetzt, dass die Bedingungen von
8.4.8 erful sind,
8.4.7 Stromart
Die Quaiifizierung gilt far die Stromart (Wechselstrom (AC), Gieichstrom (DC), Pulsstrom) und Polaritat, die bei der
Schweif'verfahrensprifung angewendet wurde. Beim Schweifprozess 111 schlieSt Wechselstrom Gleichstrom
(beide Polaritaten) ein, sofern keine Kerbschlagbiegeprifungen verlangt werden
8.4.8 Warmeeinbringung
Wenn Anforderungen an die Kerbschiagarbeit bestehen, ist far die Warmeeinbringung eine obere Grenze von 25 %
ber dem beim SchweiGen der Priffstucke angewendeten Wert zulassig.
Wenn Anforderungen an die Harte bestehen, ist far die Warmeeinbringung eine untere Grenze von 25 % unter dem
beim Schweilen der Prufsticke angewendeten Wert zulassig,
Die Warmeeinbringung wird nach EN 1011-1 berechnet
Wenn eine Schwei8verfahrensprifung sowohl mit einer hohen als auch mit einer niedrigen Warmeeinbringung
durchgefuhrt wurde, sind alle dazwischenliegenden Werte der Warmeeinbringung quaifiziert
8.4.9 Vorwarmtemperatur
Wenn Vorwarmen verlangt wird, ist die untere Grenze der Qualifzierung die Vorwarmtemperatur, die bei Beginn
der Schweiltverfahrensprifung angewendet wurde.
8.4.10 Zwischenlagentemperatur
Die obere Grenze der Qualifzierung ist die héchste Zwischenlagentemperatur, die in der Schweit-
verfahrenspriffung erreicht worden ist.
8.4.11 Wasserstoffarmgluhen
Die Temperatur und die Dauer des Wasserstoffarmgldhens dirfen nicht reduziert werden. Weglassen des
Wasserstoffarmglihens ist nicht erlaubt. Wasserstoffarmglihen darf aber zusatzlich durchgefuhrt werden.
8.4.12 Warmenachbehandlung
Eine zusatzliche Warmenachbehandlung oder der Verzicht auf diese ist nicht zulassig,
Der qualifizierte Temperaturbereich entspricht der Haltetemperatur + 20 °C, die bei der Schweivertahrensprifung
angewendet wurde, es sein denn, dass anderes festgelect wurde. Wenn gefordert, mussen die Aufheiz- und
Abkahlungsraten sowie die Haltezeit auf das Bauteil abgestimmt werden,
8.4.13 Warmebehandlung vor Begin
Ein Wechsel in den Bedingungen der urspringlichen Warmebehandlung vor Beginn des Schweiltens von
ausscheidungsgeharteten Werkstoffen ist nicht erlaubt.
8.5 Besonderheiten fiir Schwei8prozesse
8.5.1 Schweillprozess 12
85.14 — Jede Schweiftprozessvariante von 12 (121 bis 125) muss unabhangig voneinander qualifiziert werden
26
DIN EN ISO 15614-1:2012-06
EN ISO 15614-1:2004+A1:2008+A2:2012 (D)
8.5.1.2 Die for das Pulver erteilte Qualifzierung ist auf die Herstellungsart und Bezeichnung des
Schweitpulvers, das in der Schweivertahrensprifung angewendet wurde, beschrankt
8.5.2 Schweilprozesse 131, 135, 136 und 137
8.5.24 Die for das Schutzgas erteilte Qualifizierung ist beschrankt auf die Kurzbezeichnung des Gases
nach IF) ISO 14175 @. Unabhangig davon dart der CO;-Gehalt nicht mehr als 10 % groRer sein als der, der bei
der Schweifverfahrensprufung benutzt wurde. Bei Schutzgas, das nicht in 2) ISO 14175 Gi] enthalten ist, wird die
Qualifizierung auf die Nennzusammensetzung des Gases beschrankt, das bei der Schwei8verfahrensprifung
benutzt wurde,
8.5.2.2 Die far das Drahtzufuhrungssystem erteilte Qualifizierung ist beschrankt auf jenes, das bei der
Schweilverfahrensprifung verwendet wurde (2. 8. Eindraht- oder Mehrdrahtzufuhrungssystem).
8.5.2.3 FOr Massivdraht. und Metallpulverfuldrahtelektroden gilt die Qualifizierung fur Kurzlichtbogen nur far
Kurzlichtbogen. Die Qualfizierung for Sprihlichtbogen oder Langlichtbogen gilt sowohl fir Sprihlichtbogen als
auch Langlichtbogen.
85.3 Schweiftprozess 141
8.5.3.1 Die for das Schutzgas und Formiergas erteilte Qualifizierung ist beschrankt auf die Kurzbezeichnung
des Gases nach E) ISO 14175 Gi. Bei Schutzgas, das nicht in enthalten ist, wird die Quali
Zierung auf die Nennzusammensetzung des Gases, das bei der SchweiBverfahrensprifung benutzt wurde,
beschrankt
8.5.3.2 Eine Schweiftverfahrensprifung, die ohne Formiergas durchgefahrt wurde, schlieBt Schweifen mit
Formiergas ein
85.3.3 Schweiften mit Zusatzwerkstoff qualifiziert nicht Schweiften ohne Zusatzwerkstoff oder umgekehrt.
8.5.4 Schweiltprozess 15
8.5.4.1 Die Qualifizierung ist eingeschrankt auf die Zusammensetzung des Plasmagases, das in der
Schweilverfahrenspriifung verwendet wurde
8.5.4.2 Die fir das Schutzgas und Formiergas erteilte Qualifizierung ist beschrankt auf die Kurzbezeichnung
des Gases nach [ISO 14175 G1. Bel Schutzgas, das nicht in [5 ISO 14175 @] enthalten ist, wird die Quali
zierung auf die Nennzusammensetzung des Gases, das bei der SchweiBverfahrensprifung benutzt wurde,
beschrankt.
8.5.4.3. Schweiften mit Zusatzwerkstoff qualifiziert nicht Schweiften ohne Zusatzwerkstoff oder umgekehrt
8.5.5 SchweiBprozess 311
Schweifen mit Zusatzwerkstoff qualifziert nicht Schweiiten ohne Zusatawerkstoff oder umgekehrt
9 Bericht iiber die Qualifizierung des SchweiBverfahrens (WPQR)
Der Bericht aber die Qualifizierung des Schwei8verfahrens (WPQR) ist ein Bericht uber die Beurtellungsergebnisse
fir jedes Prufstick einschlie@lich der Ersatzprofungen. Die entsorechenden Einzelheiten, die in der WPS gemag
des entsprechenden Teils der [F) ISO 15609 @] aufgefohrt sind, missen zusammen mit den Einzelheiten jener
Merkmale, die infolge der Anforderungen nach Abschnitt 7 verworfen wurden, enthalten sein. Falls keine 2u
verwerfenden Merkmale oder kein unannehmbares Prifungsergebnis gefunden werden, ist ein WPOR, der die
Ergebnisse der SchweiBverfahrensprufung am Prufstuck enthalt, qualifiziert und muss vom Prufer oder der
Prifstelle unterzeichnet und datiert werden
Ein WPQR-Vorcruck muss zur Aufzeichnung der Einzelheiten des SchweiBverfahren und der Prifergebrisse
verwendet werden, um eine einheitliche Darstellung und Beurteilung der Angaben zu erieichter
a
DIN EN ISO 15614-1:2012-06
EN ISO 15614-1:2004+A1:2008+A2:2012 (D)
Ein Beispiel fur einen WPOR-Vordruck enthalt Anhang A
28
DIN EN ISO 15614-1:2012-06
EN ISO 15614-1:2004+A1:2008+A2:2012 (D)
Anhang A
(informativ)
Vordruck fiir
Bericht Uber die Qualifizierung des Schwei&verfahrens (WPQR)
Qualifizierung eines Schwei8verfahrens — Priifungsbescheinigung
WPQR-Nr des Herstellers:
Hersteller
Anscbvitt
Regel/Prfnorm
Datum der Schwei8ung
Geltungsbereich
Schweitprozess(e)
StoRart/Nahtart:
Grundwerkstoffgruppe(n) und Untergruppe(n):
Dicke des Grundwerkstoffes (mm):
Dicke des Schwei8gutes (mm):
Kehinahtdicke (mm)
einlagigimehriagig.
Rohraufendurchmesser (mm):
Bezeichnung des Zusatzwerkstoffes:
Herstellart des Zusatzwerkstotfes:
Durchmesser des Zusatzwerkstoffes:
Bezeichnung des Schutzgases/Pulver:
Bezeichnung des Formiergases:
Schweilstromart und Polung
Art des Tropfenuiberganges:
Warmeeinbringung:
Schweifspositionen:
Vorwarmtemperatur:
Zwischenlagentemperatur:
Wasserstoffarmglahen:
Warmenachbehandlung
Sonstige Angaben (siehe auch 8.5)
Prater oder Profstelle:
Beleg-Nr
Hiermit wird bestatigt, dass die PrUfungsschweiungen in Ubereinstimmung mit den Bedingungen der vorbe-
zeichneten Regel baw. Prufnorm zufriedenstellend vorbereitet, geschwei8t und gepraift worden sind
ort Datum der Ausstellung Prater oder Prufstelle
Name, Datum und Unterschrit
29
DIN EN ISO 15614-1:2012-06
EN ISO 15614-1:2004+A1:2008+A2:2012 (D)
Protokoll des Schweifens des Prufstiicks
Ort: Prater oder Prufstelle:
PWPS-Nr des Herstellers Art der Vorbereitung und Reinigung:
WPOR-Nr des Herstellers: ‘Speztfikation des Grundwerkstoffes
Hersteller: Werkstckdicke (mm):
Name des Schweiters: RohrauBendurchmesser (mm)
Art des Tropfeniberganges: Schweiposition
StoRartiNahtart:
Einzelheiten der Fugenvorbereitung (Skizze)*
Gestaltung der Verbindung Schweibfolge
Einzelheiten des Schweiens:
Schvat. [Schwa |Oucimeser des] S22 ] penning | Stoman’]orttorsenb- YOM Twameon-] inten
raupe | prozess | Zusatzwerkstortes| ‘Vv | Poiariat | gescrinaigken | 9°55": | nringunge | uoergang
Bezeichnung und Firmenname des Weitere Informationen z. B.
Zusatzwerkstoffes
Besondere Schweifbadsicherung oder Trocknung: Pendeln (maximale Raupenbreite):
SchutzgasiSchweiftpulver: Schutzgas: Oszilation: Amplitude, Frequenz, Verweilzeit
Formiergas: Einzelhelten far das Pulsschweiten
Gasdurchflussmenge: Schutzgas: Kontaktdisenabstand zum Werkstuck:
Formiergas: Einzelheiten for das PlasmaschweiBen
Worframelektrodenart/Durchmesser: Brenneranstelhwinkel
Einzelheiten aber Ausfugen/Schweibadsicherung
Vorwarmtemperatur:
Zwischenlagentemperatur.
Wasserstoffarmglahen
Warmenachbehandlung
(Zeit, Temperatur, Verfahren}
Autheiz- und AbkUhlungsraten*:
Hersteller: Name, Datum, Unterschrift Prater oder Profstelle
*) Falls gefordert Name, Datum und Untersehrift
30
DIN EN ISO 15614-1:2012-06
EN ISO 15614-1:2004+A1:2008+A2:2012 (D)
Prufergebnisse
WPAQR-Nr des Herstellers: Prifer oder Priifstelle:
Sichtprofung: Beleg-Nr
Eindring-/Magnetpulverprafung* Durchstrahlungsprifung"
Uttraschallprafung*
Zugprafungen Proftemperatur
ARNE R 4 Zz Bruchiage Bemerkungen
Nim? % %
~nforderung
Biegeprofungen Biegedurchmesser:
‘ArUNT Biegewinkel Dennung® Ergebnisse
Makroschif-Untersuchung:
Kerbschlagbiegeprifung* Art Mae’ Anforderung:
Kerblage! Temperatur Werte
fenteg ve : > 3 Mittelwert Bemerkungen
Harteprafung* (Art/Prafkratt) Lage der Messungen (Skizze")
Grundwerkstoft
WeZ:
Schweikgut:
Sonstige Prifungen
Bemerkungen:
Die Prafungen wurden ausgefihrt in Ubereinstimmung mit den Anforderungen von:
Labor-Bericht-Nr-
Die Profergebnisse sing erfltnicht erflt (Nicht zutreffendes streichen)
Die Profungen wurden ausgefuhrt in Anwesenheit von:
* Falls gefordert.
Prufer oder Prifstelle
Name, Datum und Unterschrift
41
DIN EN ISO 15614-1:2012-06
EN ISO 15614-1:2004+A1:2008+A2:2012 (D)
Anhang ZA
(normativ;
Ubereinstimmende Internationale und Europaische Normen, fir die keine
Entsprechungen im Text angegeben sind
Zum Zeitpunkt der Verbffentichung dieses Tells von ISO 15614 waren die Ausgaben der folgenden
Dokumente giltig. Mitglieder von ISO und IEC fahren Verzeichnisse der giltigen Internationalen Normen,
ENSTt-1 30 3482-1 ‘Non-destructive testing — Penetrant testing — Part 1
General principles
ENa75 Iso 9016 Destructive tests on welds in metallic materials —
Impact tests — Test specimen location, notch
orientation and examination
ENe95 1804136 Destructive tests on welds in metalic materials —
Transverse tensile test
ENS10 1808173 Destructive tests on welds in metallic materials — Bend
tests
EN970 Iso 17637 ‘Non destructive testing of welds — Visual testing of
fusion-welded joints
EN 1043+ 180 901541 Destructive tests on welds in metallic materials —
Hardness testing — Part 1: Hardness test on arc welded
Joints
EN 1290 180 17638 Non destructive testing of welds — Magnetic particle
testing
EN 1321 180 17638 Destructive tests on welds in metallic materials —
Macroscopic and microscopic examination of welds
EN 118 Iso 14732 Welding personnel — Approval testing of welding
‘operators for fusion welding and of resistance weld
setters for fully mechanized and automatic welding of
‘metallic materials
EN 1438 Iso 17636 ‘Non destructive testing of welds — Radiographic
‘examination of fusion-welded joints
eNI714 180 17640 ‘Non destructive examination of welds — Ultrasonic
‘examination of welded joints
EN 12062 180 17636 ‘Non-destructive testing of welds — General rules for
fusion welds in metallic materials
32
DIN EN ISO 15614-1:2012-06
Anhang ZB
(informativ)
Zusammenhang zwischen dieser Europaischen Norm und den
grundlegenden Anforderungen der EU-Richtlinie iber
Druckgeraite (PED) 97/23/EG
Diese Europaische Norm wurde im Rahmen eines Mandates, das dem CEN von der Europaischen
Kommission und der Europaischen Freihandelszone erteilt wurde, erarbeitet, um ein Mitel zur Erfullung der
grundlegenden Anforderungen der Richtlinie nach der neuen Konzeption Richtlinie uber Druckgerate (PED)
97/23/EG bereitzustellen
Sobald diese Norm im Amtsblatt der Europaischen Union im Rahmen der betreffenden Richtlinie in Bezug
genommen und in mindestens einem der Mitgliedstaaten als nationale Norm umgesetzt worden ist, berechtigt
die Ubereinstimmung mit den in Tabelle ZB aufgefuhrten Abschnitten dieser Norm innerhalb der Grenzen des
Anwendungsbereichs dieser Norm zu der Annahme, dass eine Ubereinstimmung mit den entsprechenden
You might also like
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- DIN en ISO 13918 - 2008-02 - Schweißen - Bolzen Und Keramikringe Für Das LichtbogenbolzenschweißenDocument40 pagesDIN en ISO 13918 - 2008-02 - Schweißen - Bolzen Und Keramikringe Für Das Lichtbogenbolzenschweißenseb.mur94gmail.comNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- DIN 976-1 GewindebolzenDocument8 pagesDIN 976-1 Gewindebolzenseb.mur94gmail.comNo ratings yet
- DIN en 1090 LeitfadenDocument59 pagesDIN en 1090 Leitfadenseb.mur94gmail.comNo ratings yet
- DIN en ISO 2553 - 2014-04 Symbolische Darstellung Von SchweißverbindungenDocument70 pagesDIN en ISO 2553 - 2014-04 Symbolische Darstellung Von Schweißverbindungenseb.mur94gmail.comNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- ISO 4042 OberflächenschutzDocument10 pagesISO 4042 Oberflächenschutzseb.mur94gmail.comNo ratings yet
- Din en 1090-2 2011-10Document211 pagesDin en 1090-2 2011-10seb.mur94gmail.comNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Entwicklung Einer FEMbasierten Methode Zur Gestaltung Von Sicken Für Biegebeanspruchte Leitstützstrukturen Im KonstruktionsprozessDocument191 pagesEntwicklung Einer FEMbasierten Methode Zur Gestaltung Von Sicken Für Biegebeanspruchte Leitstützstrukturen Im Konstruktionsprozessseb.mur94gmail.comNo ratings yet
- VDA Reibwert-ZinklamellenüberzügeDocument31 pagesVDA Reibwert-Zinklamellenüberzügeseb.mur94gmail.comNo ratings yet
- Technisches Handbuch. 1. Schrauben, Formen Und Ausführungen. 1.2 SchraubenendenDocument5 pagesTechnisches Handbuch. 1. Schrauben, Formen Und Ausführungen. 1.2 Schraubenendenseb.mur94gmail.comNo ratings yet
- Symbolische - Darstellung - Von - Schweissverbindungen Nach DIN en ISO 2553Document55 pagesSymbolische - Darstellung - Von - Schweissverbindungen Nach DIN en ISO 2553seb.mur94gmail.comNo ratings yet
- DIN en ISO 2553 - SonderseminarDocument79 pagesDIN en ISO 2553 - Sonderseminarseb.mur94gmail.comNo ratings yet
- Volvo STD 103-0002Document10 pagesVolvo STD 103-0002seb.mur94gmail.comNo ratings yet
- MaterialzeugnisDocument8 pagesMaterialzeugnisseb.mur94gmail.comNo ratings yet
- DIN en ISO 4527 - 2003-10 Chemisch NickelDocument30 pagesDIN en ISO 4527 - 2003-10 Chemisch Nickelseb.mur94gmail.comNo ratings yet
- Merkblatt W7 Waermebehandlung Von AluminiumlegierungenDocument3 pagesMerkblatt W7 Waermebehandlung Von Aluminiumlegierungenseb.mur94gmail.comNo ratings yet
- DIN 1587 - 2000-10 - Sechskant-Hutmuttern, Hohe FormDocument5 pagesDIN 1587 - 2000-10 - Sechskant-Hutmuttern, Hohe Formseb.mur94gmail.comNo ratings yet
- DIN en ISO 3506-2 Mechanische Eigenschafften Von Muttern Aus Nicht Rostenden StählenDocument28 pagesDIN en ISO 3506-2 Mechanische Eigenschafften Von Muttern Aus Nicht Rostenden Stählenseb.mur94gmail.comNo ratings yet
- DIN en ISO 2553 - 2014-04 - Schweißen Und Verwandte Prozesse-Symbolische Darstellung in Zeichnungen-SchweißverbindungenDocument1 pageDIN en ISO 2553 - 2014-04 - Schweißen Und Verwandte Prozesse-Symbolische Darstellung in Zeichnungen-Schweißverbindungenseb.mur94gmail.comNo ratings yet
- DIN 962 - 2012-01 - Schrauben Und Muttern-Bezeichnungsangaben, Formen Und AusführungenDocument13 pagesDIN 962 - 2012-01 - Schrauben Und Muttern-Bezeichnungsangaben, Formen Und Ausführungenseb.mur94gmail.comNo ratings yet
- DIN 50960 Ff. GalvanotechnikDocument2 pagesDIN 50960 Ff. Galvanotechnikseb.mur94gmail.comNo ratings yet