You might also like
- Design of Steel Structures: Materials, Connections, and ComponentsFrom EverandDesign of Steel Structures: Materials, Connections, and ComponentsNo ratings yet
- Commercial Buildings D+C MW Submission Template - Locked-Final - v4.0Document15 pagesCommercial Buildings D+C MW Submission Template - Locked-Final - v4.0Deepak RajamanickamNo ratings yet
- Properzi Up-Date The CCR Continuous Casting Rolling Technology With New Rolling Stands - 2008Document9 pagesProperzi Up-Date The CCR Continuous Casting Rolling Technology With New Rolling Stands - 2008Failed100% (1)
- Design and Analysis of Belt Conveyor Roller ShaftDocument5 pagesDesign and Analysis of Belt Conveyor Roller ShaftGogy100% (1)
- SPC4 Bolt BrochureDocument2 pagesSPC4 Bolt BrochureDoug HeinrichsNo ratings yet
- Rainer Wenty, Plasser & TheurerDocument8 pagesRainer Wenty, Plasser & Theurerbalaji817150No ratings yet
- Project Report On Fabrication Plant For Lattice Towers and Tubelar Steel PolesDocument8 pagesProject Report On Fabrication Plant For Lattice Towers and Tubelar Steel PolesEIRI Board of Consultants and PublishersNo ratings yet
- Flexural Behaviour of Trapezoidal Corrugation Beam by Varying Aspect RatioDocument5 pagesFlexural Behaviour of Trapezoidal Corrugation Beam by Varying Aspect RatioijsretNo ratings yet
- Seismic Analysis of Curve Cable-Stayed Bridge: International Research Journal of Engineering and Technology (IRJET)Document4 pagesSeismic Analysis of Curve Cable-Stayed Bridge: International Research Journal of Engineering and Technology (IRJET)Aamir KhanNo ratings yet
- Mse 147 1 012009Document7 pagesMse 147 1 012009Irina BESLIUNo ratings yet
- Analysis and Design of Transmission TowersDocument48 pagesAnalysis and Design of Transmission Towersadnan-651358No ratings yet
- Ijciet: International Journal of Civil Engineering and Technology (Ijciet)Document9 pagesIjciet: International Journal of Civil Engineering and Technology (Ijciet)vishalgoreNo ratings yet
- Design of Castelleated Beam by British CodeDocument8 pagesDesign of Castelleated Beam by British Codemsn sastryNo ratings yet
- Analysis of Transmission Towers With Different ConfigurationsDocument11 pagesAnalysis of Transmission Towers With Different ConfigurationsmulualemNo ratings yet
- Mayuri Pgcon Paper 23-5Document5 pagesMayuri Pgcon Paper 23-5Husen GhoriNo ratings yet
- 1 s2.0 S0924013605006011 Main - FlowformingDocument10 pages1 s2.0 S0924013605006011 Main - FlowformingAnil JainNo ratings yet
- Guidelines For The Construction and Maintenance of Transmission LinesDocument8 pagesGuidelines For The Construction and Maintenance of Transmission LinesPierre Enrique Carrasco FuentesNo ratings yet
- 856 863 PDFDocument8 pages856 863 PDFAbhishekNo ratings yet
- Overview of The Rectangular Wire Windings AC Electrical MachineDocument10 pagesOverview of The Rectangular Wire Windings AC Electrical MachinesumitNo ratings yet
- A Comparative Study On Performance of Conventional and Pre-Engineered Steel Frames Subjected To Crane LoadDocument15 pagesA Comparative Study On Performance of Conventional and Pre-Engineered Steel Frames Subjected To Crane LoadIJRASETPublicationsNo ratings yet
- Finite Element Analysis of The Bending Behaviour For Triangular Web Profile With Opening Steel SectionDocument7 pagesFinite Element Analysis of The Bending Behaviour For Triangular Web Profile With Opening Steel SectionHafiz AshadiNo ratings yet
- Comparative Study of Hot HRS Transmission Tower With CFS Transmission Tower Under Influence of Wind LoadDocument6 pagesComparative Study of Hot HRS Transmission Tower With CFS Transmission Tower Under Influence of Wind LoadHusen GhoriNo ratings yet
- Performance of A Damage-Protected Beam-Column Subassembly Utilizing External HF2V Energy Dissipation DevicesDocument16 pagesPerformance of A Damage-Protected Beam-Column Subassembly Utilizing External HF2V Energy Dissipation DevicesnevinkoshyNo ratings yet
- Research PaperDocument12 pagesResearch PaperMuhammad Sameer AzharNo ratings yet
- Vigas Casteladas PDFDocument5 pagesVigas Casteladas PDFroloheNo ratings yet
- Liu, 2008, Seismic Behaviour of Square CFT Beam-Columns Under Biaxial BendingDocument11 pagesLiu, 2008, Seismic Behaviour of Square CFT Beam-Columns Under Biaxial Bendingprisciliano1No ratings yet
- The Effects of Side Span Supports On Behavior of Long Span Cable-Stayed BridgeDocument6 pagesThe Effects of Side Span Supports On Behavior of Long Span Cable-Stayed BridgeRup JoshiNo ratings yet
- ENERCON - BrizuelaDocument13 pagesENERCON - BrizuelaEzekiel Brizuela100% (1)
- Lecture Notes On: Electric Power Engineering (Epe316B)Document64 pagesLecture Notes On: Electric Power Engineering (Epe316B)Maribe TshegoNo ratings yet
- Welding Procedures Specification For Flux Cored Arc Welding of Wind TowersDocument10 pagesWelding Procedures Specification For Flux Cored Arc Welding of Wind TowersMuhammad Nursalam ZulkifliNo ratings yet
- Performance Comparisons of Radial and Axial Field Permanent Magnet Brushless MachineDocument8 pagesPerformance Comparisons of Radial and Axial Field Permanent Magnet Brushless Machinerakeshee2007No ratings yet
- Tribo-Fatigue Behaviors of Steel Wire Rope Under Bending Fatigue With The Variable TensionDocument8 pagesTribo-Fatigue Behaviors of Steel Wire Rope Under Bending Fatigue With The Variable Tensionshah naumanNo ratings yet
- Mdid Lab ManualDocument48 pagesMdid Lab Manualjaimin777No ratings yet
- Review Paper Study On Steel Transmission TowerDocument4 pagesReview Paper Study On Steel Transmission TowerEditor IJTSRDNo ratings yet
- A Study of Power Transmission Poles PDFDocument22 pagesA Study of Power Transmission Poles PDFanup waghmareNo ratings yet
- Research On Strip Deformation in The Cage Roll-Forming Process of ERW Round Pipes.Document7 pagesResearch On Strip Deformation in The Cage Roll-Forming Process of ERW Round Pipes.juliocr79No ratings yet
- Design Construction and Testing of Gener PDFDocument16 pagesDesign Construction and Testing of Gener PDFNajam Ul QadirNo ratings yet
- Response Spectrum Analysis of Suspension Cable Bridge and Tied Arch BridgeDocument10 pagesResponse Spectrum Analysis of Suspension Cable Bridge and Tied Arch BridgeIJRASETPublicationsNo ratings yet
- Loading Resistance of Corrugated Web GirdersDocument4 pagesLoading Resistance of Corrugated Web GirdersAsr FlowerNo ratings yet
- Optimization of Transmission TowerDocument7 pagesOptimization of Transmission TowerVenkataLakshmiKorrapatiNo ratings yet
- Literature Review On Manufacturing ProceDocument8 pagesLiterature Review On Manufacturing ProceanuragpugaliaNo ratings yet
- Study and Analysis of Failure Analysis of Wire RopeDocument6 pagesStudy and Analysis of Failure Analysis of Wire RopeInternational Journal of Technology and Emerging Sciences (IJTES)No ratings yet
- Presentation On Coil DesignDocument29 pagesPresentation On Coil Designpriyanka tiwariNo ratings yet
- Analysis of Cable-Stayed Suspension Hybrid Bridge: (Document Title)Document17 pagesAnalysis of Cable-Stayed Suspension Hybrid Bridge: (Document Title)Nandpal PrashantNo ratings yet
- Parametric Study of Cable Stayed Bridge Using Different Pylon ConfigurationDocument7 pagesParametric Study of Cable Stayed Bridge Using Different Pylon ConfigurationTanjil MominNo ratings yet
- Comparative Study On I Girder and Box Girder For Design of PSC BridgeDocument10 pagesComparative Study On I Girder and Box Girder For Design of PSC BridgePrabhnoorNo ratings yet
- Design 3-Phase Core Type of Transformer and Modification of Symmetrical Star Shaped Core-IJAERDV04I0183936Document8 pagesDesign 3-Phase Core Type of Transformer and Modification of Symmetrical Star Shaped Core-IJAERDV04I0183936Editor IJAERDNo ratings yet
- Experimental Stress Analysis of Trapezoidal Corrugated Steel Web Beam - A ReviewDocument4 pagesExperimental Stress Analysis of Trapezoidal Corrugated Steel Web Beam - A ReviewAsr FlowerNo ratings yet
- Static and Dynamic Analysis of Transmission Line Towers Under Seismic LoadsDocument5 pagesStatic and Dynamic Analysis of Transmission Line Towers Under Seismic LoadsStephen MontelepreNo ratings yet
- Study of Castellated Beam Using Stiffeners: A Review: Siddheshwari. A. Patil, Popat. D. KumbharDocument5 pagesStudy of Castellated Beam Using Stiffeners: A Review: Siddheshwari. A. Patil, Popat. D. Kumbhardiksha balwadNo ratings yet
- High Energy Rate Forming ProcessesDocument5 pagesHigh Energy Rate Forming Processesvarunsharma1925100% (1)
- Distribution TransformerDocument57 pagesDistribution TransformerRaj Kiran100% (4)
- Structural Analysis and Design of Castellated Beam in Fixed Action PDFDocument6 pagesStructural Analysis and Design of Castellated Beam in Fixed Action PDFjoryNo ratings yet
- Journal of Materials Processing Technology: Asymmetric Forming of Aluminum Sheets by Synchronous SpinningDocument8 pagesJournal of Materials Processing Technology: Asymmetric Forming of Aluminum Sheets by Synchronous Spinningclimax1364No ratings yet
- Power Transformer PDFDocument263 pagesPower Transformer PDFhnphuocNo ratings yet
- A Short Guide to the Types and Details of Constructing a Suspension Bridge - Including Various Arrangements of Suspension Spans, Methods of Vertical Stiffening and Wire Cables Versus Eyebar ChainsFrom EverandA Short Guide to the Types and Details of Constructing a Suspension Bridge - Including Various Arrangements of Suspension Spans, Methods of Vertical Stiffening and Wire Cables Versus Eyebar ChainsNo ratings yet
- Small Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsFrom EverandSmall Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsNo ratings yet
- Pretreatment and Finishing of TextilesDocument50 pagesPretreatment and Finishing of Textilesalefe gebrieNo ratings yet
- Rope Making (1) AaaDocument7 pagesRope Making (1) Aaaalefe gebrieNo ratings yet
- Matecconf Imiec2018 05016 AaDocument7 pagesMatecconf Imiec2018 05016 Aaalefe gebrieNo ratings yet
- Operational and User Manual For Manually Operated Butter Churner, Bahir Dar, EthiopiaDocument12 pagesOperational and User Manual For Manually Operated Butter Churner, Bahir Dar, Ethiopiaalefe gebrieNo ratings yet
- Rope Making (1) AaaDocument7 pagesRope Making (1) Aaaalefe gebrieNo ratings yet
- Connection Design SteelDocument19 pagesConnection Design Steelबिजेन्द्र प्रधानNo ratings yet
- NPS/002/020 - Technical Specification For 11 & 20kV Power CablesDocument18 pagesNPS/002/020 - Technical Specification For 11 & 20kV Power Cablesradulescuandrei100No ratings yet
- SL6000 Load ChartDocument12 pagesSL6000 Load ChartkinskiNo ratings yet
- Pipe Wall Thickness CalculationDocument8 pagesPipe Wall Thickness CalculationRAGHVENDRA PRATAP SINGH0% (1)
- Industrial Materials and Processes: Engr. Bingo B. Cueto, Msiem, Pie Industrial Engineering, LPULDocument31 pagesIndustrial Materials and Processes: Engr. Bingo B. Cueto, Msiem, Pie Industrial Engineering, LPUL湊崎エライザNo ratings yet
- New PricelistDocument1 pageNew PricelistManjunath HrmNo ratings yet
- Bottom ConstructionDocument8 pagesBottom ConstructionarmanimamsNo ratings yet
- Alt-Ps-Education and Sports Sector For Fy 2020'21Document32 pagesAlt-Ps-Education and Sports Sector For Fy 2020'21mutaaweNo ratings yet
- DRC0042-006-FS - 6.75in Drill Collars DS50Document2 pagesDRC0042-006-FS - 6.75in Drill Collars DS50Andre FjeldeNo ratings yet
- Equivalent Length Calculator - RevADocument10 pagesEquivalent Length Calculator - RevArkrajan1502No ratings yet
- Probe TestDocument6 pagesProbe TestAzhar ShaikhNo ratings yet
- Helical Foundations What An Engineer Needs To KnowDocument6 pagesHelical Foundations What An Engineer Needs To Knowameensderaj100% (1)
- SikaGrout 314 enDocument4 pagesSikaGrout 314 enMash-out VivA (www.VivA.com)No ratings yet
- Assignment - 1Document3 pagesAssignment - 1Tushar SharmaNo ratings yet
- Change Over From Propane To AmmoniaDocument3 pagesChange Over From Propane To AmmoniaKagan TopalogluNo ratings yet
- Presentation Beton Limbah Kulit KerangDocument19 pagesPresentation Beton Limbah Kulit KerangDiniNo ratings yet
- Pump Piping AnalysisDocument5 pagesPump Piping Analysissj22No ratings yet
- 4ce7: Concrete Technology Lab: Experiment No.:-5Document5 pages4ce7: Concrete Technology Lab: Experiment No.:-5sita ram JatNo ratings yet
- 1 Sheet of Calculation (Explanatory Note) See File 625167RR - 01.dwgDocument13 pages1 Sheet of Calculation (Explanatory Note) See File 625167RR - 01.dwgbanhrangNo ratings yet
- API 571 Quick ReviewDocument32 pagesAPI 571 Quick ReviewMahmoud Hagag100% (1)
- Watermist Nozzle GW M5Document2 pagesWatermist Nozzle GW M5Chan Kaai YipNo ratings yet
- Basic Sand Control Methods in Oil and Gas IndustryDocument5 pagesBasic Sand Control Methods in Oil and Gas IndustrysleimNo ratings yet
- How Cement Is MadeDocument2 pagesHow Cement Is MadeJo MNo ratings yet
- Costing KDC 2Document22 pagesCosting KDC 2Burning TrainNo ratings yet
- SPM Hammer Union ChartDocument6 pagesSPM Hammer Union ChartmattfridgeNo ratings yet
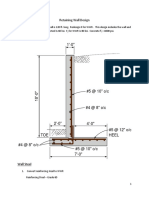
- Retaining Wall Design PDFDocument11 pagesRetaining Wall Design PDFEmad KhanNo ratings yet
- Alternator Cleaning PDFDocument2 pagesAlternator Cleaning PDFjosielalves2910No ratings yet