You might also like
- Sembagavally A/p Murugason V Tee Seng Hock (Evrol Mariette Peters JC)Document22 pagesSembagavally A/p Murugason V Tee Seng Hock (Evrol Mariette Peters JC)JunXuanLohNo ratings yet
- WE 201 - Bearing Maintenance and TechnologyDocument2 pagesWE 201 - Bearing Maintenance and TechnologyBjorn FejerNo ratings yet
- Study On Torsional Stiffness of Engine CrankshaftDocument5 pagesStudy On Torsional Stiffness of Engine CrankshaftBestin VargheseNo ratings yet
- Secondary Ignition Report TrainingDocument60 pagesSecondary Ignition Report TrainingRoque Julio GonzalezNo ratings yet
- Report - Maintainability Design ReviewDocument94 pagesReport - Maintainability Design ReviewNtoko100% (1)
- Activities of Daily Living Fundamentals: Down N' Dirty: AdlsDocument10 pagesActivities of Daily Living Fundamentals: Down N' Dirty: AdlsOlan ValdizanNo ratings yet
- CEP VFD ManualDocument234 pagesCEP VFD ManualUsama ZubairNo ratings yet
- 500KVA Diesel Generator SetDocument43 pages500KVA Diesel Generator SetTASHIDINGNo ratings yet
- Seminar On ABRO BalancingDocument62 pagesSeminar On ABRO BalancingJora Saragi100% (3)
- SMP 7Document5 pagesSMP 7gullipalli srinivasa raoNo ratings yet
- Manual Transmission Components and OperationDocument38 pagesManual Transmission Components and OperationsayedNo ratings yet
- Predictive Maintenance in Paper IndustryDocument14 pagesPredictive Maintenance in Paper IndustryInfiniteUptimeNo ratings yet
- Balancing MachineDocument3 pagesBalancing MachineEzuddin YazidNo ratings yet
- Operation & Maintenance Manual For End Suction Type Pumps: Patterson Pump CompanyDocument25 pagesOperation & Maintenance Manual For End Suction Type Pumps: Patterson Pump CompanyvaisakhpillaiNo ratings yet
- Design and Development of Machine Fault Simulator (MFS) For Fault DiagnosisDocument8 pagesDesign and Development of Machine Fault Simulator (MFS) For Fault DiagnosisAnonymous pKuPK3zUNo ratings yet
- c41 Balancing Chapter 2Document20 pagesc41 Balancing Chapter 22004007100% (1)
- Calculation of Counterbalancing Force by Opposing Impellers Pressure 3rd Suc 3rd Dich 4th SucDocument5 pagesCalculation of Counterbalancing Force by Opposing Impellers Pressure 3rd Suc 3rd Dich 4th SucTusar KoleNo ratings yet
- 10 Plus - Multi DOF - Modal AnalysisDocument15 pages10 Plus - Multi DOF - Modal AnalysisYanuar Susetya AdiNo ratings yet
- Balancing Software BrochureDocument6 pagesBalancing Software BrochureMohit NatuNo ratings yet
- One Way Bearings PDFDocument3 pagesOne Way Bearings PDFMahesh Daxini ThakkerNo ratings yet
- Design of Journal Bearing 1 163542053921876323617a897b9828bDocument8 pagesDesign of Journal Bearing 1 163542053921876323617a897b9828bsai ganeshNo ratings yet
- Brake System DiagnosisDocument69 pagesBrake System DiagnosisIlyas Nur AfshohiNo ratings yet
- Hoist Drum Brake Maintenance: Inspection, Adjustment, Testing and ReplacementDocument6 pagesHoist Drum Brake Maintenance: Inspection, Adjustment, Testing and ReplacementDaniel TostaNo ratings yet
- TOMAS UsersManualDocument94 pagesTOMAS UsersManualrodruren01No ratings yet
- CATs Vibration AnalysisDocument7 pagesCATs Vibration AnalysisJose Rattia100% (1)
- Basic Knowledge - UpdateDocument35 pagesBasic Knowledge - Update'Bernard Fernando Xav Monroe'No ratings yet
- TN 13 Omnitrend ShortcutsDocument2 pagesTN 13 Omnitrend ShortcutsBrtonNo ratings yet
- Centro-Matic Automated Lubrication Systems Form 442832 (12-12)Document60 pagesCentro-Matic Automated Lubrication Systems Form 442832 (12-12)Brayan MejiaNo ratings yet
- 001 - Transmision TorqflowDocument12 pages001 - Transmision TorqflowRichard Sequeiros Alvarez100% (1)
- TBSBal UserGuide Version1Document9 pagesTBSBal UserGuide Version1vjNo ratings yet
- CMVA2010 Pump Cavitation PresentationDocument30 pagesCMVA2010 Pump Cavitation PresentationHéctor Rivera100% (1)
- 400 Don 4Document9 pages400 Don 4DarioNo ratings yet
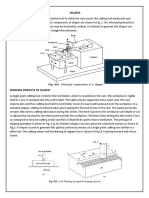
- Working Principle of ShaperDocument9 pagesWorking Principle of ShaperSamir BoseNo ratings yet
- Solving Motor Vibration Problems On Vertical PumpsDocument5 pagesSolving Motor Vibration Problems On Vertical Pumpsjameel babooramNo ratings yet
- Straight Differential Expansion - DMXDocument4 pagesStraight Differential Expansion - DMXJurun_BidanshiNo ratings yet
- CV - Trijan 2020 PDFDocument2 pagesCV - Trijan 2020 PDFTrijan RomadonaNo ratings yet
- Index BalancingDocument22 pagesIndex BalancingShailesh Dalal100% (2)
- Iso 13373 3 2015Document13 pagesIso 13373 3 2015Saulo UainerNo ratings yet
- ISO 2433-1999 Machine Tools - Test Conditions For External Cylindrical and Universal Grinding Machines With A Movable Table - Testing of The AccuracyDocument38 pagesISO 2433-1999 Machine Tools - Test Conditions For External Cylindrical and Universal Grinding Machines With A Movable Table - Testing of The AccuracyNgoc Thach PhamNo ratings yet
- Full Paper 0069 Submitter 0073 Tian XiangeTian Submission 23-07-2014Document6 pagesFull Paper 0069 Submitter 0073 Tian XiangeTian Submission 23-07-2014Touati SaidNo ratings yet
- Operating Instructions and Maintenance Manual For LV AC Induction MotorsDocument22 pagesOperating Instructions and Maintenance Manual For LV AC Induction MotorsAlwyzz Happie RaamzzNo ratings yet
- Fatigue Failure NewDocument21 pagesFatigue Failure NewAshwani DinkarNo ratings yet
- Manual Operation: W11-6X2500 Mechanical Three Rollers Symmetry Bending MachineDocument17 pagesManual Operation: W11-6X2500 Mechanical Three Rollers Symmetry Bending MachinekinfegetaNo ratings yet
- 32d03 Planetary Gear UnitDocument19 pages32d03 Planetary Gear UnitMelvin MhdsNo ratings yet
- Monograde Vs Multigrade OilsDocument3 pagesMonograde Vs Multigrade OilsmdavilasNo ratings yet
- Part 2 - Gearbox TriveniDocument51 pagesPart 2 - Gearbox TriveniAriel EspinozaNo ratings yet
- Industrial Training PresentationDocument23 pagesIndustrial Training Presentationsalmie_77No ratings yet
- Standard and Measurement of Motor VibrationDocument2 pagesStandard and Measurement of Motor VibrationNam Lê HữuNo ratings yet
- Brochure PV-311 High Res A4 Tcm835-3508041Document4 pagesBrochure PV-311 High Res A4 Tcm835-3508041David SantoNo ratings yet
- Analisa Getaran BerlebihDocument5 pagesAnalisa Getaran BerlebihMatsaid ReksonoNo ratings yet
- Basic Vibration CourseDocument24 pagesBasic Vibration Coursewijaya1234No ratings yet
- CEA-fall2020-IME-wasim NewDocument5 pagesCEA-fall2020-IME-wasim Newسید کاظمیNo ratings yet
- Torsional Vibration Analysis of Reciprocating Compressor Trains Driven B...Document11 pagesTorsional Vibration Analysis of Reciprocating Compressor Trains Driven B...fuzhi2016No ratings yet
- c137638 - Vibration Characteristics of Diesel Driven Emergency Fire Pump SDocument7 pagesc137638 - Vibration Characteristics of Diesel Driven Emergency Fire Pump SRoberto Trujillo Hermitaño100% (1)
- High Vibration of GA-101DDocument17 pagesHigh Vibration of GA-101DHabibie RahmanNo ratings yet
- Omni Trend Getting StartedDocument32 pagesOmni Trend Getting Startedtgrtrtqwreyt0% (1)
- 0901d1968065f1f4 Bearing Preload - TCM - 12 299896Document7 pages0901d1968065f1f4 Bearing Preload - TCM - 12 299896anush_swaminathanNo ratings yet
- Matic TransmisiDocument29 pagesMatic TransmisiLivania ChandraNo ratings yet
- Dynamic Vibration Absorber To Solve Resonance ProblemDocument20 pagesDynamic Vibration Absorber To Solve Resonance ProblemPedro Martins100% (1)
- THF6 - .Joystick Control PDFDocument12 pagesTHF6 - .Joystick Control PDFmusafirNo ratings yet
- Belt Installation and MaintenanceDocument6 pagesBelt Installation and Maintenancefaizan abbasiNo ratings yet
- Easy-Laser - Shaft Alignment WorksheetDocument2 pagesEasy-Laser - Shaft Alignment WorksheetJR Medel F100% (3)
- Security AuditDocument24 pagesSecurity Auditneovik82No ratings yet
- Carlene G Marable Resume2015Document3 pagesCarlene G Marable Resume2015api-279976771No ratings yet
- Murder CaseDocument2 pagesMurder CaseAnnie KuhnNo ratings yet
- Truckpulling TL165Document61 pagesTruckpulling TL165Phạm Nhất100% (1)
- Lesson Plan Grade 1Document4 pagesLesson Plan Grade 1Nhuquyen NguyenNo ratings yet
- Electropolishing Parameters Optimization For Enhanced Performance of Nickel Coating Electroplated On Mild SteelDocument8 pagesElectropolishing Parameters Optimization For Enhanced Performance of Nickel Coating Electroplated On Mild Steelqnk7No ratings yet
- Self Assess Comp RhetoricDocument2 pagesSelf Assess Comp Rhetoricapi-535588010No ratings yet
- Villanova PowerpointDocument14 pagesVillanova Powerpointapi-387888664No ratings yet
- Appendix 3 Study On The Impact On Stress and Anxiety Through Yoga Nidra Indian Journal of Traditional Knowledge Vol. 7 No 3Document4 pagesAppendix 3 Study On The Impact On Stress and Anxiety Through Yoga Nidra Indian Journal of Traditional Knowledge Vol. 7 No 3blanquiloNo ratings yet
- Igneous RockDocument9 pagesIgneous Rockdeboline mitraNo ratings yet
- Huawei eLTE Multimedia Critical Communication System Solution 高清印刷版 (刷新)Document8 pagesHuawei eLTE Multimedia Critical Communication System Solution 高清印刷版 (刷新)Alejandro RojasNo ratings yet
- Unit 1 - Surveying - WWW - Rgpvnotes.inDocument27 pagesUnit 1 - Surveying - WWW - Rgpvnotes.inmadhavi likharNo ratings yet
- IntroductionDocument10 pagesIntroductionapi-416865625No ratings yet
- Sales Force and Channel ManagementDocument5 pagesSales Force and Channel Managementyacine ouchiaNo ratings yet
- Ellipse Technical OverviewDocument33 pagesEllipse Technical OverviewAlejandro MartínezNo ratings yet
- Governmental & Not-For-Profit Accounting: By: Gurmu - EphDocument66 pagesGovernmental & Not-For-Profit Accounting: By: Gurmu - EphBeka Asra50% (2)
- Application Research On VSC-HVDC in Urban Power NetworkDocument5 pagesApplication Research On VSC-HVDC in Urban Power NetworkjorgeNo ratings yet
- Instruction Bulletin Electronic Timing Relays: Class 9050 Type JCKDocument4 pagesInstruction Bulletin Electronic Timing Relays: Class 9050 Type JCKKamran IbadovNo ratings yet
- Terberg Benschop Yt182 222 Yard Tractor BC 182 Body Carrier Electrical Wiring DiagramDocument22 pagesTerberg Benschop Yt182 222 Yard Tractor BC 182 Body Carrier Electrical Wiring Diagramkathleenterry260595mjz97% (31)
- PH Module-4 Work-Habits FINAL May-2017Document24 pagesPH Module-4 Work-Habits FINAL May-2017Christian Surio Ramos100% (1)
- Sample Paper YTSE 2013 Class VIIDocument12 pagesSample Paper YTSE 2013 Class VIIsamridh guptaNo ratings yet
- Written Activity For The Asynchronous SessionDocument11 pagesWritten Activity For The Asynchronous SessionArnie Juliene AbogadoNo ratings yet
- Natural Hygiene Part 2 - The Miracle of FastingDocument3 pagesNatural Hygiene Part 2 - The Miracle of Fastingraweater75% (4)
- Plagiarism Checker X - Report: Originality AssessmentDocument22 pagesPlagiarism Checker X - Report: Originality AssessmentMuhamad Ichsan YogaNo ratings yet
- Romantic Relationship Research PaperDocument5 pagesRomantic Relationship Research Paperutwvgkxgf100% (1)
- Philippine Baselines LawDocument14 pagesPhilippine Baselines LawtrebororNo ratings yet
- MD-11 Systems Description-Aircraft GeneralDocument20 pagesMD-11 Systems Description-Aircraft GeneralJohn BallekomNo ratings yet
- A Grade Poetry Assessment Task From Scaffold Provided StudentDocument2 pagesA Grade Poetry Assessment Task From Scaffold Provided Studentapi-618196299No ratings yet