You might also like
- MathMammoth-Grade5B noPWDocument217 pagesMathMammoth-Grade5B noPWNguyễn Bá Minh Luân100% (1)
- Constellations PowerpointDocument51 pagesConstellations Powerpointrenz herreraNo ratings yet
- Plastic Notes ShortsDocument4 pagesPlastic Notes ShortsTejas MahadikNo ratings yet
- GE Bently Nevada System 1 Basic Ds 102M7750rD 2017 04Document4 pagesGE Bently Nevada System 1 Basic Ds 102M7750rD 2017 04Nadi Jothidan KLNo ratings yet
- Effect of Stress On Academic Performance of StudentsDocument32 pagesEffect of Stress On Academic Performance of StudentsAnonymous mtE8wnTfz100% (1)
- Course Hero - BUSI 880 - Global Strategy and Strategic Man. Assignment 1-2-3Document5 pagesCourse Hero - BUSI 880 - Global Strategy and Strategic Man. Assignment 1-2-3Ankita T. MooreNo ratings yet
- Astm D 5882-96Document5 pagesAstm D 5882-96gauravgoel.cer3995No ratings yet
- TOX Clinching-Technology 80 enDocument24 pagesTOX Clinching-Technology 80 enKIRANNo ratings yet
- Identification of The Quality Spot Welding Used Non Destructive Test-Ultrasonic TestingDocument9 pagesIdentification of The Quality Spot Welding Used Non Destructive Test-Ultrasonic TestingPepe MotaNo ratings yet
- PSD 323 Module 4 Compression MembersDocument21 pagesPSD 323 Module 4 Compression MembersEdrick BelerNo ratings yet
- Schmale 2021 IOP Conf. Ser. Mater. Sci. Eng. 1157 012006Document14 pagesSchmale 2021 IOP Conf. Ser. Mater. Sci. Eng. 1157 012006Mauricio SánchezNo ratings yet
- Review DMCDocument14 pagesReview DMCHangi TakimlisinNo ratings yet
- BÖLHOFF-EJOT Self Tapping Fasteners-EnDocument40 pagesBÖLHOFF-EJOT Self Tapping Fasteners-EnVasfiddin EnginNo ratings yet
- Introduction To Joining A Process and A TechnologyDocument33 pagesIntroduction To Joining A Process and A TechnologyMàhàdàsyàm Sai ĶrishñàNo ratings yet
- DILIP 2011 Use of Friction Surfacing For Additive ManufacturingDocument7 pagesDILIP 2011 Use of Friction Surfacing For Additive Manufacturingapt.dwdi.iitbNo ratings yet
- Not Destruction ProvesDocument6 pagesNot Destruction ProvesXheko Kalaka MendoskakoreNo ratings yet
- Abrasive Machining Techniques For BiomedDocument11 pagesAbrasive Machining Techniques For BiomedMuhammed AslamNo ratings yet
- Jurnal 1Document13 pagesJurnal 1reszaNo ratings yet
- A Review On Machining of Fiber Reinforced Plastic Using Abrasive WaterjetDocument8 pagesA Review On Machining of Fiber Reinforced Plastic Using Abrasive WaterjetIhab El SawiNo ratings yet
- A Review On Use of Damping Materials To Reduce Vibrations During Turning in Lathe MachineDocument4 pagesA Review On Use of Damping Materials To Reduce Vibrations During Turning in Lathe MachineEditor IJTSRDNo ratings yet
- NCD IcaestDocument6 pagesNCD IcaestNaresh DeshpandeNo ratings yet
- Methods of Improving Cutting Tool Life - A ReviewDocument3 pagesMethods of Improving Cutting Tool Life - A ReviewShweta YadavNo ratings yet
- SSRN Id3683003Document5 pagesSSRN Id3683003Usman AhmadNo ratings yet
- Friction Stir WeldingDocument12 pagesFriction Stir WeldingAnish AmanNo ratings yet
- Elastic Emission MachiningDocument21 pagesElastic Emission Machiningvaibhav0% (1)
- A Review On Ductile Mode Cutting of Brittle MaterialsDocument13 pagesA Review On Ductile Mode Cutting of Brittle Materialsmoharb996No ratings yet
- A Study On Monitoring The Curing Process of Structural Adhesives Using Wave PropagationDocument18 pagesA Study On Monitoring The Curing Process of Structural Adhesives Using Wave PropagationZs TangNo ratings yet
- En 353 - 2Document5 pagesEn 353 - 2senthil kumarNo ratings yet
- Surface Finishing ProcessesDocument21 pagesSurface Finishing Processesjigar daveNo ratings yet
- Abrassive Glass Cutting SynopsyDocument39 pagesAbrassive Glass Cutting SynopsyTejas GaikwadNo ratings yet
- Computer Aided Analysis of Vibration in Machine Tool and Design of Damping SystemDocument4 pagesComputer Aided Analysis of Vibration in Machine Tool and Design of Damping SystemInternational Journal of Innovations in Engineering and ScienceNo ratings yet
- Awjm Using Grey Wolf OptimiserDocument14 pagesAwjm Using Grey Wolf OptimiserPunit TrivediNo ratings yet
- Stifness and Damping of Expoy GraniteDocument4 pagesStifness and Damping of Expoy GranitenikkeNo ratings yet
- Machining Performance Optimization For Minimizing Material Losses by Thickness Variation MethodDocument7 pagesMachining Performance Optimization For Minimizing Material Losses by Thickness Variation MethodGogyNo ratings yet
- Journal of Materials Processing Tech.: Research PaperDocument9 pagesJournal of Materials Processing Tech.: Research PaperAnonymous 5AmJ13mLkNo ratings yet
- Water Jet Cutting Influence On Lignin-Based PolymerDocument8 pagesWater Jet Cutting Influence On Lignin-Based PolymerJavier Ramírez AldanaNo ratings yet
- Friction Stir Welding - Process Parameters and Its Variables: A ReviewDocument4 pagesFriction Stir Welding - Process Parameters and Its Variables: A ReviewDenbe SantosNo ratings yet
- Masiagutova Et Al. (2021) - Side Surface Topography Generation During Laser Powder Bed Fusion of AlSi10MgDocument24 pagesMasiagutova Et Al. (2021) - Side Surface Topography Generation During Laser Powder Bed Fusion of AlSi10Mgfrankypanky123No ratings yet
- Prediction and Selection of The Best ProDocument9 pagesPrediction and Selection of The Best Proahmed aliNo ratings yet
- Turning Process, Defects, EquipmentDocument7 pagesTurning Process, Defects, Equipmentvinaybaba100% (1)
- Friction Stir Welding of Aluminum 7075 AlloysDocument28 pagesFriction Stir Welding of Aluminum 7075 AlloysIJRASETPublicationsNo ratings yet
- Non-Conventional Manufacturing Methods: Dhruv Lalit AashutoshDocument34 pagesNon-Conventional Manufacturing Methods: Dhruv Lalit AashutoshAashutoshkNo ratings yet
- The Selection Process: Material Selection Criteria For Engineering ApplicationDocument9 pagesThe Selection Process: Material Selection Criteria For Engineering ApplicationEahbm KaduNo ratings yet
- Manufacturing Technologies Toward Extreme PrecisionDocument23 pagesManufacturing Technologies Toward Extreme PrecisionVladimirAgeevNo ratings yet
- IntJAdhesAdhes67 (2016) 38-43 BoutarYDocument6 pagesIntJAdhesAdhes67 (2016) 38-43 BoutarYPaulo UtargNo ratings yet
- Surface Coating: TechnologyDocument30 pagesSurface Coating: TechnologyAditya v ShandilyaNo ratings yet
- A Review On Current Research and Development in Abrasive Waterjet MachiningDocument10 pagesA Review On Current Research and Development in Abrasive Waterjet MachiningRawad BorghiahNo ratings yet
- Vibration AnalysisDocument7 pagesVibration Analysisvishwajeet patilNo ratings yet
- FSW Stirs Up Welding Process CompetitionDocument7 pagesFSW Stirs Up Welding Process CompetitionKaushik SenguptaNo ratings yet
- DM ZG531-High Precision Manufacturing: M Tech Digital ManufacturingDocument26 pagesDM ZG531-High Precision Manufacturing: M Tech Digital Manufacturingnikhiljith o uNo ratings yet
- Sheet Lamination Processes: This ChapterDocument8 pagesSheet Lamination Processes: This ChapterHarsh BansalNo ratings yet
- Anton PaarDocument13 pagesAnton PaarDusan FetakNo ratings yet
- Automation in Burr Removal TechniquesDocument4 pagesAutomation in Burr Removal TechniquesInternational Journal of Innovations in Engineering and ScienceNo ratings yet
- Basavaraj 2016 IOP Conf. Ser. Mater. Sci. Eng. 149 012035Document12 pagesBasavaraj 2016 IOP Conf. Ser. Mater. Sci. Eng. 149 012035lakshmi narayanaNo ratings yet
- Materials Today: Proceedings: C. Joel, T. JeyapoovanDocument5 pagesMaterials Today: Proceedings: C. Joel, T. JeyapoovanPadmanabhan SNo ratings yet
- Influence of Raw Material Surface Roughening On THDocument17 pagesInfluence of Raw Material Surface Roughening On THyasminaNo ratings yet
- 1 s2.0 S2212827116312987 MainDocument6 pages1 s2.0 S2212827116312987 Mainnferreira_245024No ratings yet
- Metallic Additive ManufacturingDocument61 pagesMetallic Additive Manufacturingashok gadewalNo ratings yet
- Brazing - Joining Process Where Just TheDocument56 pagesBrazing - Joining Process Where Just TheEduardo Leal SalgadoNo ratings yet
- Alternative Adhesive MaterialsDocument4 pagesAlternative Adhesive MaterialsJournalNX - a Multidisciplinary Peer Reviewed JournalNo ratings yet
- AMT Module 4 1Document33 pagesAMT Module 4 1Pranav MgNo ratings yet
- NCM 1Document10 pagesNCM 1xepame1503No ratings yet
- Journal of Materials Processing Technology: Arshpreet Singh, Anupam AgrawalDocument8 pagesJournal of Materials Processing Technology: Arshpreet Singh, Anupam AgrawalLuisaEspitiaChaconNo ratings yet
- Ijaerv13n14 44 PDFDocument12 pagesIjaerv13n14 44 PDFmatheswaran a sNo ratings yet
- 1 s2.0 S092401360900168X MainDocument8 pages1 s2.0 S092401360900168X MainÖnder AyerNo ratings yet
- Abrasive Jet MachiningDocument20 pagesAbrasive Jet Machiningsenthil kannan vNo ratings yet
- Rothman Greenland 05 Types Epi StudiesDocument12 pagesRothman Greenland 05 Types Epi StudiesÁdám MolnárNo ratings yet
- CbarDocument11 pagesCbarapi-615586274No ratings yet
- Product Overview: MT9P031: 5 MP 1/3" CMOS Image SensorDocument1 pageProduct Overview: MT9P031: 5 MP 1/3" CMOS Image SensorsampleGeekNo ratings yet
- GTO RectifierDocument13 pagesGTO RectifierBijay PoudelNo ratings yet
- Analisis Estructural Hibbeler - SolucionarioDocument403 pagesAnalisis Estructural Hibbeler - SolucionarioMarvin Joel Seminario AlvarezNo ratings yet
- SEAWAT Elder Model TutorialDocument33 pagesSEAWAT Elder Model TutorialCordy Jourvel Itoua-TseleNo ratings yet
- Acsanm.9b02407 IMPDocument14 pagesAcsanm.9b02407 IMPDharmesh VaradeNo ratings yet
- Dept of Transportation Budget PresentationDocument7 pagesDept of Transportation Budget PresentationWVXU NewsNo ratings yet
- 2 HSG ANH PHÚ THỌ 2010 2011Document6 pages2 HSG ANH PHÚ THỌ 2010 2011Nguyễn Kiều ThanhNo ratings yet
- Owner's ManualDocument24 pagesOwner's ManualЯрослав КовальNo ratings yet
- Grade 9Document217 pagesGrade 9Rowena CamusNo ratings yet
- Chapter 5 Fuel Characteristics and Properties Coal 2020Document80 pagesChapter 5 Fuel Characteristics and Properties Coal 2020Bassam RiachiNo ratings yet
- Scientific ReportDocument60 pagesScientific ReportKiya DasigNo ratings yet
- CAT Catalogue 210x150 RZ 15Document18 pagesCAT Catalogue 210x150 RZ 1531363547No ratings yet
- PDF Perhitungan Flash Tank Vle - CompressDocument10 pagesPDF Perhitungan Flash Tank Vle - CompressAsti Wida TriyanaNo ratings yet
- What Are The Structures in A CommunityDocument19 pagesWhat Are The Structures in A CommunityChristian Joy PerezNo ratings yet
- Mulitilayer Winindg - Grooves - KOMAGDocument14 pagesMulitilayer Winindg - Grooves - KOMAGkazdanoNo ratings yet
- Micro-Influencers, Kocs and Private PoolsDocument49 pagesMicro-Influencers, Kocs and Private PoolsCNo ratings yet
- Module 4&5 in Philosophy 11Document11 pagesModule 4&5 in Philosophy 11marlon anzanoNo ratings yet
- System Development - Behavioral TheoryDocument31 pagesSystem Development - Behavioral TheoryEdisi MyNo ratings yet
- Mega City Infrastructure Week 2020 Full Event Brochure7grFZFAdgOsvNE92dczaizMJDCjv9Iq6XAPQ6SQODocument37 pagesMega City Infrastructure Week 2020 Full Event Brochure7grFZFAdgOsvNE92dczaizMJDCjv9Iq6XAPQ6SQOGayatri AtishNo ratings yet
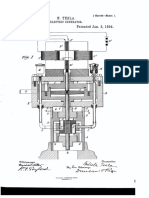
- No. 511916, Patented Jan. 2, 1894,: N TeslaDocument6 pagesNo. 511916, Patented Jan. 2, 1894,: N TeslaVince GiustiNo ratings yet
- Data Sheet: BTL6-A - 10-M - A1-S115Document6 pagesData Sheet: BTL6-A - 10-M - A1-S115Moises Jose dos SantosNo ratings yet