You might also like
- Improvement of Enzymatic SaccharificationDocument11 pagesImprovement of Enzymatic SaccharificationpepandradeNo ratings yet
- An Innovative Approach of Mixed Enzymatic Venture For 2G Ethanol Production From Lignocellulosic Feedstock PDFDocument10 pagesAn Innovative Approach of Mixed Enzymatic Venture For 2G Ethanol Production From Lignocellulosic Feedstock PDFRajiv Chandra RajakNo ratings yet
- Thermochemical Conversion of Sugarcane Bagasse by Fast Pyrolysis Highyield of Levoglucosan ProductionDocument8 pagesThermochemical Conversion of Sugarcane Bagasse by Fast Pyrolysis Highyield of Levoglucosan ProductionAlbert LimNo ratings yet
- Granular Activated Carbon Supplementation Enhances Anaerobic Digestion of Lipid-Rich WastewatersDocument13 pagesGranular Activated Carbon Supplementation Enhances Anaerobic Digestion of Lipid-Rich WastewatersJoël KoffiNo ratings yet
- BLANCO - 2019 - Dark Fermentative Biohydrogen Production From Synthetic CheeseDocument10 pagesBLANCO - 2019 - Dark Fermentative Biohydrogen Production From Synthetic CheeseThobiasNo ratings yet
- 1 s2.0 S001623612102771X MainDocument14 pages1 s2.0 S001623612102771X MainbrajaNo ratings yet
- 2016 - Co-Processing Potential of HTL Bio-Crude at Petroleum Refineries (Pak Mhdy)Document11 pages2016 - Co-Processing Potential of HTL Bio-Crude at Petroleum Refineries (Pak Mhdy)mirulNo ratings yet
- Sub/Supercritical Carbon Dioxide Induced Phase Switching For The Reaction and Separation in Ils/MethanolDocument5 pagesSub/Supercritical Carbon Dioxide Induced Phase Switching For The Reaction and Separation in Ils/MethanolDoni RopawandiNo ratings yet
- Lipase Biodiesel ProductionDocument10 pagesLipase Biodiesel Productioncmoncada1408No ratings yet
- Chang - ESPECIFICAÇÕES CG - Conversão Eficiente de Palha de Trigo em Levulinato de MetilDocument8 pagesChang - ESPECIFICAÇÕES CG - Conversão Eficiente de Palha de Trigo em Levulinato de MetilPoliana PinheiroNo ratings yet
- Biotechnology Reports: Preshanthan Moodley, E.B. Gueguim KanaDocument8 pagesBiotechnology Reports: Preshanthan Moodley, E.B. Gueguim Kanasmvdu007No ratings yet
- Song - 2023 - IndustrialCropProd-Using Citric Acid To Suppress Lignin Repolymerization in The Organosolv Pretreatment of Corn StalkDocument10 pagesSong - 2023 - IndustrialCropProd-Using Citric Acid To Suppress Lignin Repolymerization in The Organosolv Pretreatment of Corn StalkvituruchNo ratings yet
- Chemical Modification For Improving Catalytic Performance of Lipase B From Candida Antarctica With Hydrophobic Proline Ionic LiquidDocument11 pagesChemical Modification For Improving Catalytic Performance of Lipase B From Candida Antarctica With Hydrophobic Proline Ionic LiquidLeandro AlvesNo ratings yet
- 1-S2.0-S0920586121004065-Main Argentinian RefineryDocument9 pages1-S2.0-S0920586121004065-Main Argentinian RefineryBruce ClozzaNo ratings yet
- Improving Biogas Production From Wheat Plant Using Alkaline PretreatmentDocument6 pagesImproving Biogas Production From Wheat Plant Using Alkaline PretreatmentMaryam TaherdanakNo ratings yet
- Synthesis of G-Valerolactone From Carbohydrates and Its ApplicationsDocument16 pagesSynthesis of G-Valerolactone From Carbohydrates and Its ApplicationsFun DuniyaNo ratings yet
- Journal of The Taiwan Institute of Chemical Engineers: Musa AcuminataDocument7 pagesJournal of The Taiwan Institute of Chemical Engineers: Musa AcuminataMEGHANo ratings yet
- Techno Economic Analysis of Methanol Synthesis From Syngas Derived From Steam Reforming of Crude GlycerolDocument18 pagesTechno Economic Analysis of Methanol Synthesis From Syngas Derived From Steam Reforming of Crude GlycerolAditiya RamadhanNo ratings yet
- Energy Conversion and Management: Sumit H. Dhawane, Tarkeshwar Kumar, Gopinath HalderDocument11 pagesEnergy Conversion and Management: Sumit H. Dhawane, Tarkeshwar Kumar, Gopinath HalderDyuthi ThampanNo ratings yet
- Coproducts and Co-HydrotreatingDocument10 pagesCoproducts and Co-HydrotreatingPauline BLAISNo ratings yet
- Production and Catalytic Upgrading of 2,3-Butanediol Fermentation BrothDocument11 pagesProduction and Catalytic Upgrading of 2,3-Butanediol Fermentation BrothUliana MakhovaNo ratings yet
- Ayodele 2019Document52 pagesAyodele 2019Aya Sono DiversoNo ratings yet
- Computers and Chemical Engineering: Alberto Mian, Adriano V. Ensinas, Franc Ois MarechalDocument14 pagesComputers and Chemical Engineering: Alberto Mian, Adriano V. Ensinas, Franc Ois MarechalAhmed AlNoussNo ratings yet
- Magnetite Doped Granular Activated Carbon As An Additive For High-Performance Anaerobic DigestionDocument8 pagesMagnetite Doped Granular Activated Carbon As An Additive For High-Performance Anaerobic DigestionAtul UttamNo ratings yet
- Reducing Byproduct Formation During Conversion of Glycerol To Propylene GlycolDocument7 pagesReducing Byproduct Formation During Conversion of Glycerol To Propylene GlycolMohanad El-HarbawiNo ratings yet
- Jackson 2019 Artigo Resting CellsDocument10 pagesJackson 2019 Artigo Resting CellsCaio ToledoNo ratings yet
- Catalytic Cracking of Glycerol To Fine Chemicals Over Equilibrium Fluid Catalytic Cracking CatalystDocument6 pagesCatalytic Cracking of Glycerol To Fine Chemicals Over Equilibrium Fluid Catalytic Cracking CatalystgabrielaNo ratings yet
- Anto, Et Al ('21) - Activation Strategies For Biochar To Use As An Efficient Catalyst in Various Applications (Fuel)Document8 pagesAnto, Et Al ('21) - Activation Strategies For Biochar To Use As An Efficient Catalyst in Various Applications (Fuel)aida-69No ratings yet
- Yan 2009Document6 pagesYan 2009theressa julietaNo ratings yet
- Catalytic Fast Pyrolysis - Influencing Bio-Oil Quality With The Catalyst-to-Biomass RatioDocument11 pagesCatalytic Fast Pyrolysis - Influencing Bio-Oil Quality With The Catalyst-to-Biomass RatioThuan HuynhNo ratings yet
- Flexible Biore Wnery For Producing Fermentation Sugars, Lignin and Pulp From Corn StoverDocument12 pagesFlexible Biore Wnery For Producing Fermentation Sugars, Lignin and Pulp From Corn StoverLeonardo JaimesNo ratings yet
- Kiani 2021Document20 pagesKiani 2021Stiven Loaiza CastroNo ratings yet
- 甘油 丙烯醇 丙烯酸Document8 pages甘油 丙烯醇 丙烯酸gg oggNo ratings yet
- Lignin Removal and Benzene-Alcohol Extraction Effects On Lignin Measurements of The Hydrothermal Pretreated Bamboo Substrate PDFDocument5 pagesLignin Removal and Benzene-Alcohol Extraction Effects On Lignin Measurements of The Hydrothermal Pretreated Bamboo Substrate PDFjiiNo ratings yet
- Insights On Guerbet Reaction Production of BiobutaDocument10 pagesInsights On Guerbet Reaction Production of BiobutaWassachol SumarasinghaNo ratings yet
- Biomass and Bioenergy: Malthe Fredsgaard, Laura Sini Sofia Hulkko, Tanmay Chaturvedi, Mette Hedegaard ThomsenDocument16 pagesBiomass and Bioenergy: Malthe Fredsgaard, Laura Sini Sofia Hulkko, Tanmay Chaturvedi, Mette Hedegaard ThomsenMarcos TavaresNo ratings yet
- Catalytic Conversion of Biomass Using Solvents Derived From LigninDocument4 pagesCatalytic Conversion of Biomass Using Solvents Derived From LigninYosef Juliyus KevinNo ratings yet
- Effects of Operating Parameters on SAME ProductionDocument8 pagesEffects of Operating Parameters on SAME ProductionabdulwahabgiwaNo ratings yet
- Maktum - BioresTech - Reduced SizeDocument8 pagesMaktum - BioresTech - Reduced SizeArief WidjajaNo ratings yet
- Chemical Engineering Journal: SciencedirectDocument13 pagesChemical Engineering Journal: SciencedirectRicardo RodríguezNo ratings yet
- Chiu Et. Al., 2006Document6 pagesChiu Et. Al., 2006Mohanad El-HarbawiNo ratings yet
- Ajala Et Al. (2021)Document17 pagesAjala Et Al. (2021)Alhassan I MohammedNo ratings yet
- Raikova Et Al., 2016. Towards - An - Aviation - Fuel - Through - The - HydrothermalDocument24 pagesRaikova Et Al., 2016. Towards - An - Aviation - Fuel - Through - The - HydrothermalMelquiades ArizaNo ratings yet
- Lactic Acid Production From Glycerol Using CaO As Solid Base CatalystDocument8 pagesLactic Acid Production From Glycerol Using CaO As Solid Base CatalystlarguedasNo ratings yet
- Industrial Crops and ProductsDocument9 pagesIndustrial Crops and ProductsAlfin AdiNo ratings yet
- Mendaros 2020Document11 pagesMendaros 2020JohnNo ratings yet
- 1 s2.0 S0268005X23000917 MainDocument11 pages1 s2.0 S0268005X23000917 MainLau MartínNo ratings yet
- Optimization of Nutritional Requirements and Ammonium Feeding Strategies For Improving Vitamin B Production by Pseudomonas DenitrificansDocument11 pagesOptimization of Nutritional Requirements and Ammonium Feeding Strategies For Improving Vitamin B Production by Pseudomonas DenitrificansSithambaran KamacheeNo ratings yet
- 1170 2034 1 SMDocument10 pages1170 2034 1 SMMohammed HeshamNo ratings yet
- Green Biodiesel Production A Review On Feedstook Catalyst Monolithic Reactor and Supercritical Fluid TechnologyDocument17 pagesGreen Biodiesel Production A Review On Feedstook Catalyst Monolithic Reactor and Supercritical Fluid TechnologyLuis LopezNo ratings yet
- Industrially Relevant Hydrolyzability and Fermentability of Sugarcane Bagasse Improved Effectively by Glycerol Organosolv PretreatmentDocument13 pagesIndustrially Relevant Hydrolyzability and Fermentability of Sugarcane Bagasse Improved Effectively by Glycerol Organosolv PretreatmentHarshad Vinay SavantNo ratings yet
- 1 s2.0 S0920586109000984 MainDocument11 pages1 s2.0 S0920586109000984 MainClaudia Elizabeth Ruiz DávilaNo ratings yet
- Cassava Pulp Enzymatic Hydrolysis Process As A Preliminary Step in Bio-AlcoholsDocument7 pagesCassava Pulp Enzymatic Hydrolysis Process As A Preliminary Step in Bio-AlcoholsProfessor Douglas TorresNo ratings yet
- A Comparison of Sol-Gel and Impregnated PT or and Ni Based - Alumina CatalystsDocument14 pagesA Comparison of Sol-Gel and Impregnated PT or and Ni Based - Alumina CatalystsMahdy HajienayatiNo ratings yet
- Scenedesmus Obliquus 3Document9 pagesScenedesmus Obliquus 3LAURA LUC�A ATENCIA CASTILLONo ratings yet
- Perspectives and Actions Moving Forward: Jun GuDocument10 pagesPerspectives and Actions Moving Forward: Jun GuJhoneErnestoNo ratings yet
- Applied Catalysis B: Environmental: SciencedirectDocument10 pagesApplied Catalysis B: Environmental: SciencedirectRicardo RodríguezNo ratings yet
- Cakirca Et Al 2018 Catalytic Activity of Cao Based Catalyst in Transesterification of Microalgae Oil With MethanolDocument12 pagesCakirca Et Al 2018 Catalytic Activity of Cao Based Catalyst in Transesterification of Microalgae Oil With MethanolsylvieliraNo ratings yet
- Advances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsFrom EverandAdvances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsLalit Kumar SinghNo ratings yet
- Bioenergy: Biomass to Biofuels and Waste to EnergyFrom EverandBioenergy: Biomass to Biofuels and Waste to EnergyAnju DahiyaNo ratings yet
- Duarte Et Al - Resin CementsDocument28 pagesDuarte Et Al - Resin Cementsjfrascarolo100% (4)
- Quality Assurance in The Manufacture of Light Unmanned Aircraft SystemDocument4 pagesQuality Assurance in The Manufacture of Light Unmanned Aircraft SystemAhmad Zubair RasulyNo ratings yet
- Brooks MT 3018Document16 pagesBrooks MT 3018Martin AndradeNo ratings yet
- Lab Manual - Skull Bones - English - Student - Fill inDocument6 pagesLab Manual - Skull Bones - English - Student - Fill inthejaskumar2026No ratings yet
- EMBRYOLOGYDocument4 pagesEMBRYOLOGYbhagavan prasadNo ratings yet
- DC-FAST 1.000, 2.000, 3.000, 5.000, 6.000 e 7.000 - New Project - 2021 - PT - BRDocument65 pagesDC-FAST 1.000, 2.000, 3.000, 5.000, 6.000 e 7.000 - New Project - 2021 - PT - BRCentrifugal SeparatorNo ratings yet
- Structural Notes and Specifications for ConcreteDocument1 pageStructural Notes and Specifications for Concreteroger100% (2)
- HN E-Catalog CableDocument36 pagesHN E-Catalog CableMin Min AungNo ratings yet
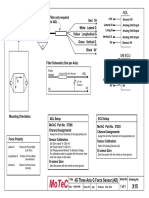
- Filter and wiring schematic for 3-axis ADL G-force sensorDocument1 pageFilter and wiring schematic for 3-axis ADL G-force sensorJuan Ramón Pérez LorenzoNo ratings yet
- 14 People V Manalo (Verba Legis)Document15 pages14 People V Manalo (Verba Legis)zeynNo ratings yet
- Simplex 4100ES 5 Days Customer TrainingDocument1 pageSimplex 4100ES 5 Days Customer TrainingBrahmantyo HadiprasetyoNo ratings yet
- Lab Report (Experiment 5)Document2 pagesLab Report (Experiment 5)Adrian FlorinNo ratings yet
- Cronidur 30: Maximum Demand by Maximum Demand by Corrosive Stress WearDocument24 pagesCronidur 30: Maximum Demand by Maximum Demand by Corrosive Stress WearVlad PopescuNo ratings yet
- Group 3Document11 pagesGroup 3Sharp MIER TVNo ratings yet
- GER Bangladesh EngDocument12 pagesGER Bangladesh Engfarhan.anjum20032004No ratings yet
- Ibsen in PracticeDocument17 pagesIbsen in PracticevictorkalkaNo ratings yet
- ANIMAL BEHAVIOR SCIENCEDocument37 pagesANIMAL BEHAVIOR SCIENCEZ AlbertNo ratings yet
- Wazaif Totaky Home Remedies Receiver Software Powervu Key-1Document18 pagesWazaif Totaky Home Remedies Receiver Software Powervu Key-1Habib MohammedNo ratings yet
- MEH B1 Video Book Answer KeyDocument6 pagesMEH B1 Video Book Answer KeyTru CallingNo ratings yet
- Storage Tank: Data Sheet ForDocument2 pagesStorage Tank: Data Sheet ForAmanNo ratings yet
- Dissertation - December 2022Document71 pagesDissertation - December 2022Musasa TinasheNo ratings yet
- ASME B16.5 Flange Rating CalculatorDocument10 pagesASME B16.5 Flange Rating Calculatorfaizal100% (2)
- VR-ForM-F06.10 (Hot Work Permit Request Form)Document1 pageVR-ForM-F06.10 (Hot Work Permit Request Form)imtz2013No ratings yet
- Dyna Lift Flyer 500 FL 000010 enDocument20 pagesDyna Lift Flyer 500 FL 000010 enErdinc SenmanNo ratings yet
- DCM601A51 - Technical DataDocument405 pagesDCM601A51 - Technical Datathanhthuan100% (1)
- Ecosystem Components and InteractionsDocument31 pagesEcosystem Components and InteractionsBirraa TajuNo ratings yet
- Maximize muscle gains with reverse pyramid trainingDocument8 pagesMaximize muscle gains with reverse pyramid trainingMusadiq Ahmed100% (1)
- Moisture Sorption Isotherms Characteristics of Food ProductsDocument10 pagesMoisture Sorption Isotherms Characteristics of Food ProductsMustapha Bello50% (2)
- FBSUPRAPAKENDocument6 pagesFBSUPRAPAKENKontczey DavidNo ratings yet
- Warm Vs Cold ShockDocument8 pagesWarm Vs Cold ShockmarleeramirezNo ratings yet