You might also like
- Rapport Stage de Lear CorporationDocument47 pagesRapport Stage de Lear CorporationAhlam Nciri100% (2)
- Catalogue Technique. Pièces de Rechange CARUELLE SEGUIP VERSION - 2013 - WEB - PDFDocument60 pagesCatalogue Technique. Pièces de Rechange CARUELLE SEGUIP VERSION - 2013 - WEB - PDFmecanikka6romaniaNo ratings yet
- Rapport de Stage LEAR CorporationDocument106 pagesRapport de Stage LEAR CorporationFleurita Fofita50% (6)
- Stage Ouvrier Rapport FinalDocument26 pagesStage Ouvrier Rapport FinalHoussèmBayar50% (2)
- Rapport de Stage Smed - Sara LaaredDocument63 pagesRapport de Stage Smed - Sara LaaredEl Mehdi Ltrs50% (2)
- Memoire: Etude, Mise en Place Et Amélioration de L'efficience de Processus de Montage de Câblage Au Sein de LEONIDocument87 pagesMemoire: Etude, Mise en Place Et Amélioration de L'efficience de Processus de Montage de Câblage Au Sein de LEONIZied ben saidNo ratings yet
- Optimisation de Flux Et D'espa - SAISSI Mouhcine - 3362 PDFDocument101 pagesOptimisation de Flux Et D'espa - SAISSI Mouhcine - 3362 PDFazipNo ratings yet
- Rapport de StageDocument27 pagesRapport de Stageمصطفىالشويخ80% (10)
- Rapport de Stage Leonipdf 59bc7e871723dde9e816d6d7Document49 pagesRapport de Stage Leonipdf 59bc7e871723dde9e816d6d7soufiane8fka100% (3)
- Rapport de StageDocument47 pagesRapport de StageTimo Shmitt67% (3)
- Coficab Rapport 2.0Document26 pagesCoficab Rapport 2.0Reda Lahlou100% (3)
- Banque Mécanique MOTO 2015Document45 pagesBanque Mécanique MOTO 2015abbyarmyNo ratings yet
- Rapport StageDocument39 pagesRapport StageSabah KabbouNo ratings yet
- Rapport SOMACA Sarah Farah 20093Document130 pagesRapport SOMACA Sarah Farah 20093Ahmad WhabiNo ratings yet
- Rapport de Stage (CHATER SOUHAIL, À Delphi) PDFDocument27 pagesRapport de Stage (CHATER SOUHAIL, À Delphi) PDFSouhail Chater57% (14)
- Stage Ouvrier SouhirDocument30 pagesStage Ouvrier SouhirrimNo ratings yet
- Rapport Stage PDFDocument23 pagesRapport Stage PDFMadani El Farssi100% (11)
- I .Présentation de SEWS CABIND MAROC: 1. Le Groupe SUMITOMODocument8 pagesI .Présentation de SEWS CABIND MAROC: 1. Le Groupe SUMITOMOمحمد بن موسى الخوارزمي67% (3)
- Mon Rapport de Stage D OuvrierDocument26 pagesMon Rapport de Stage D OuvrierSalah ELOUAER50% (4)
- Rapport Final PDFDocument44 pagesRapport Final PDFSup Sup71% (14)
- Stage PerfDocument22 pagesStage PerfNa DerNo ratings yet
- Pfa LEONI 2020Document30 pagesPfa LEONI 2020Moudi Bouhlel100% (1)
- Formation ComprDocument24 pagesFormation Comprallagramdane100% (1)
- VW SSP 582 - Le Systeme de Post-Traitement Des Gaz Dechappement Reduction Catalytique Selective Du Touareg 2019Document36 pagesVW SSP 582 - Le Systeme de Post-Traitement Des Gaz Dechappement Reduction Catalytique Selective Du Touareg 2019Bruno Santos FerreiraNo ratings yet
- Rapport de Stage TechniqueDocument50 pagesRapport de Stage TechniqueMohammed bajjouNo ratings yet
- Rapport de Stage (ABDENBI ELMARZOUKI)Document30 pagesRapport de Stage (ABDENBI ELMARZOUKI)iraoui jamal (Ebay)100% (9)
- Rapport de Stage PerfectionnementDocument48 pagesRapport de Stage PerfectionnementRayen AbNo ratings yet
- Rapport Khalil HsiniDocument35 pagesRapport Khalil Hsiniخليل Ayari100% (1)
- Rapport de Stage de Fin D'étudesDocument49 pagesRapport de Stage de Fin D'étudesSoumaya SoufianiNo ratings yet
- Rapport de Stage CoficabDocument32 pagesRapport de Stage Coficabmochakiss67% (6)
- Rapport de Stage NessDocument33 pagesRapport de Stage NessM'dimegh Khouloud Fce SalemNo ratings yet
- Jdidi Nesrine MaintenanceDocument56 pagesJdidi Nesrine MaintenanceGhofrane GhofraneNo ratings yet
- Rapport APTIVDocument11 pagesRapport APTIVimane nzoulouNo ratings yet
- Rapport de Stage de Formation: Minimisation Du Temps D'arrêt Des Machines de Coupe Au Niveau Des Stations de DouillesDocument59 pagesRapport de Stage de Formation: Minimisation Du Temps D'arrêt Des Machines de Coupe Au Niveau Des Stations de DouillesInssaf KaramNo ratings yet
- Rapport de Stage D'initiationDocument33 pagesRapport de Stage D'initiationCHAYMAA LAKHDARNo ratings yet
- Pfe Nourhen Copie Final 1Document66 pagesPfe Nourhen Copie Final 1Mohamed GaraNo ratings yet
- Rapport de Stage D'initiationDocument28 pagesRapport de Stage D'initiationEya ChahlaouiNo ratings yet
- Rapport Version Finale - Safa KAABDocument82 pagesRapport Version Finale - Safa KAABEya Belhaj Sghaier100% (1)
- YAZAKIDocument46 pagesYAZAKIhadhami gtayatNo ratings yet
- Rapport de Stage 3Document57 pagesRapport de Stage 3ali belouch100% (2)
- Rapport de Stage de RenaultDocument18 pagesRapport de Stage de Renaultyoumna youyou100% (1)
- Rapport de StageDocument38 pagesRapport de StageAsmae Asseraou88% (8)
- Rapport de Stage 2KHDocument54 pagesRapport de Stage 2KHMech Memmo100% (1)
- Rapport de Stage D'initiation ProfessionnelleDocument32 pagesRapport de Stage D'initiation Professionnelleucef elNo ratings yet
- Copie PFE À Corrigée Le 14 Juillet 2020Document105 pagesCopie PFE À Corrigée Le 14 Juillet 2020Lahkiri Abdelkodous100% (2)
- Etude de La Machine de Coupe: Rapport de Projet de Fin D'annéeDocument34 pagesEtude de La Machine de Coupe: Rapport de Projet de Fin D'annéeخليل Ayari100% (1)
- PST Tanger LearDocument67 pagesPST Tanger LearYoussef BerradaNo ratings yet
- Rapport de Stage Perfectionnement: Département Parcours: Entreprise D'accueilDocument42 pagesRapport de Stage Perfectionnement: Département Parcours: Entreprise D'accueiljbeli yosraNo ratings yet
- Amdec Sur Komax Alpha 355Document44 pagesAmdec Sur Komax Alpha 355Anas El Ghazi0% (1)
- Présentation de Machine de Soudage SchunkDocument10 pagesPrésentation de Machine de Soudage SchunkYahya Hassani100% (1)
- Rapport de Stage-Output PDFDocument37 pagesRapport de Stage-Output PDFben abdalla Abdelfattah100% (4)
- Rapport de Stage JEBARI FADOUADocument25 pagesRapport de Stage JEBARI FADOUAfatimaNo ratings yet
- Rapport-Final PFEDocument96 pagesRapport-Final PFEZaroui Benamor Ali100% (2)
- Rapport de Stage LeoniDocument23 pagesRapport de Stage LeoniAli Amara100% (1)
- RAPPORT de STAGE Finalllll (Enregistré Automatiquement)Document29 pagesRAPPORT de STAGE Finalllll (Enregistré Automatiquement)Mohamed SelmiNo ratings yet
- Rapport de Stage PFE SEWS MFZDocument36 pagesRapport de Stage PFE SEWS MFZAchraf DonNo ratings yet
- Exemple Rapport de Stage PFE RTE (2022) (B)Document56 pagesExemple Rapport de Stage PFE RTE (2022) (B)Said BoujnanNo ratings yet
- Rapport PFE Mounir WADOUD - Version Finale.Document84 pagesRapport PFE Mounir WADOUD - Version Finale.Abder AlamiNo ratings yet
- Mariem Matoussi MaintenanceDocument26 pagesMariem Matoussi MaintenanceFourat PipoNo ratings yet
- Certification Leoni ImprimDocument122 pagesCertification Leoni ImprimMouna ElNo ratings yet
- Rapport PFADocument35 pagesRapport PFAAyman EL100% (1)
- Rapport NEMMOU BtissameDocument31 pagesRapport NEMMOU Btissamehachm ayoubNo ratings yet
- Rapport de StageDocument25 pagesRapport de Stagessafouen4No ratings yet
- Ay RapportDocument47 pagesAy RapportGse IngénieurNo ratings yet
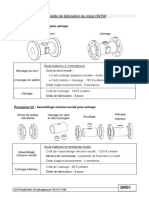
- Procédés de Fabrication Du Corps DN100: Processus C1: Moulage Puis UsinageDocument10 pagesProcédés de Fabrication Du Corps DN100: Processus C1: Moulage Puis UsinageHichem ArfaouiNo ratings yet
- V - Problèmes de Montage Des SatellitesDocument5 pagesV - Problèmes de Montage Des SatellitesHichem ArfaouiNo ratings yet
- III - Trains Épicycloïdaux SimplesDocument6 pagesIII - Trains Épicycloïdaux SimplesHichem ArfaouiNo ratings yet
- PDF CintreuseDocument67 pagesPDF CintreuseHichem Arfaoui100% (1)
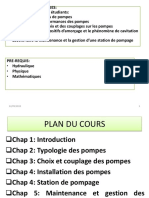
- Tout Le Cours Organisation Et Gestion de La MaintenanceDocument61 pagesTout Le Cours Organisation Et Gestion de La MaintenanceMohamed Ali MsaadiaNo ratings yet
- Tank Calibration TableDocument16 pagesTank Calibration TablePrince Christian MirandaNo ratings yet
- Garoua - 09 03 2024 1Document14 pagesGaroua - 09 03 2024 1aminaddine98No ratings yet
- Mimoir Mouteur Diesl Khaled Bouzidi Et AmraouiiDocument26 pagesMimoir Mouteur Diesl Khaled Bouzidi Et Amraouiikhaled bouzidiNo ratings yet
- Tracteur AgricoleDocument20 pagesTracteur AgricoleArsène TIA MAN100% (2)
- NMRV DimensionesDocument1 pageNMRV DimensionesJorge RuizNo ratings yet
- Turbo Compress EursDocument7 pagesTurbo Compress Eursrabah amine100% (1)
- 1.20.91810 Umbauanleitung Kone ADC Auf TSG V2.4 FRDocument23 pages1.20.91810 Umbauanleitung Kone ADC Auf TSG V2.4 FRBradhert MayaNo ratings yet
- Variante 3: Pot de ReserveDocument1 pageVariante 3: Pot de Reserveamara touréNo ratings yet
- Manuel D'atelier YAMAHA YZ125 - 2010Document172 pagesManuel D'atelier YAMAHA YZ125 - 2010Christophe LestienneNo ratings yet
- Quelques Risques Professionnels Résultants de La Co - ActivitéDocument12 pagesQuelques Risques Professionnels Résultants de La Co - ActivitéAly OUEDRAOGONo ratings yet
- Cours - Courroies - Chaines - PR - CopieDocument2 pagesCours - Courroies - Chaines - PR - CopieBouchra BourassNo ratings yet
- DT 3ST 2016 2017Document2 pagesDT 3ST 2016 2017Nejib JallouliNo ratings yet
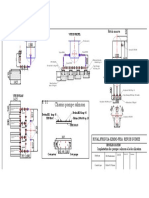
- Station de Pompage PDFDocument74 pagesStation de Pompage PDFOusmane GueyeNo ratings yet
- PneuDocument146 pagesPneughadaNo ratings yet
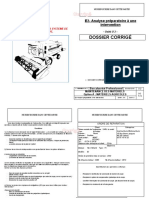
- U2 Dossier Corrige CopieDocument6 pagesU2 Dossier Corrige CopieZouhaier GhanmiNo ratings yet
- 0350194R1-0 C3e120-200 Dal Ce306399Document300 pages0350194R1-0 C3e120-200 Dal Ce306399alexsandrNo ratings yet
- Fonction Convertir Machines Synchrones Triphases CoursDocument5 pagesFonction Convertir Machines Synchrones Triphases CoursdddddNo ratings yet
- Fond D'écran Xadv 4k - Recherche GoogleDocument1 pageFond D'écran Xadv 4k - Recherche Google54r4p2ckbmNo ratings yet
- Mas2016tr53 PDFDocument106 pagesMas2016tr53 PDFAmin MinouNo ratings yet
- Exercice Base Donnees RelativeDocument5 pagesExercice Base Donnees RelativeAziz YAGONo ratings yet
- Abreviações Usadas em PIDDocument2 pagesAbreviações Usadas em PIDEraldo Moreira LemesNo ratings yet
- Tabel LungimiDocument3 pagesTabel LungimiRusu AndreiNo ratings yet
- Elsa Online. ElsaWin. ElsaWeb. AudiDocument3 pagesElsa Online. ElsaWin. ElsaWeb. Audikarim.elkaidNo ratings yet
- Ce2 Exercices AbreviationsDocument4 pagesCe2 Exercices AbreviationsMaria FavataNo ratings yet
- F 5590 1 D8T SpecDocument20 pagesF 5590 1 D8T Specel ghoul bessemNo ratings yet