You might also like
- Wip Hands On Engineering Mechanics With A Three Dimensional Laboratory UnitDocument14 pagesWip Hands On Engineering Mechanics With A Three Dimensional Laboratory UnitDanny Bendezú EstebanNo ratings yet
- A Product Dissection Project Designed For Student Motivation and Retention in An Introduction To Engineering CourseDocument8 pagesA Product Dissection Project Designed For Student Motivation and Retention in An Introduction To Engineering CourseJ.C.VNo ratings yet
- An Introductory Engineering Design Project Utilizing Finite Element Analysis and Rapid PrototypingDocument11 pagesAn Introductory Engineering Design Project Utilizing Finite Element Analysis and Rapid Prototypingoai.etu2No ratings yet
- Material and Processing Basics Through Reverse EngineeringDocument15 pagesMaterial and Processing Basics Through Reverse EngineeringAhmed HamoudaNo ratings yet
- Designing a Data Acquisition System for Split Hopkinson Pressure BarDocument24 pagesDesigning a Data Acquisition System for Split Hopkinson Pressure BarnarwalNo ratings yet
- Industry-Based Projects in Academia - What Works and What Doesn'tDocument14 pagesIndustry-Based Projects in Academia - What Works and What Doesn'tPravin sawantNo ratings yet
- Senior Capstone Project in Green Technologies Study of Electromagnetic Braking As Prospective Enhancement of Friction Based Automotive Braking SystemDocument15 pagesSenior Capstone Project in Green Technologies Study of Electromagnetic Braking As Prospective Enhancement of Friction Based Automotive Braking Systemaashma sigdelNo ratings yet
- Integrated Use of Programming in Machine Design CourseDocument17 pagesIntegrated Use of Programming in Machine Design Coursetechnologie collegeNo ratings yet
- Project Proposal (Vibration Engineering)Document15 pagesProject Proposal (Vibration Engineering)Yhan Sombilon100% (1)
- ASEE 2015 Final PDFDocument10 pagesASEE 2015 Final PDFothmaneNo ratings yet
- Research Paper Topics Structural EngineeringDocument4 pagesResearch Paper Topics Structural Engineeringpntrxjwgf100% (1)
- Research Paper Topics For Chemical EngineeringDocument5 pagesResearch Paper Topics For Chemical Engineeringafnhdqfvufitoa100% (1)
- Research Paper On Manufacturing EngineeringDocument8 pagesResearch Paper On Manufacturing Engineeringgw2x60nw100% (1)
- M.tech Dissertation MechanicalDocument4 pagesM.tech Dissertation MechanicalWriteMyPaperReviewsCanada100% (1)
- Observations on Student Performance in Materials and Manufacturing Course ProjectDocument25 pagesObservations on Student Performance in Materials and Manufacturing Course ProjectJustin ButilNo ratings yet
- 2006 Asee VCVD PaperDocument21 pages2006 Asee VCVD PaperAika AshimbayevaNo ratings yet
- Materials Science and Engineering - Stanford UniversityDocument22 pagesMaterials Science and Engineering - Stanford Universityteerth_brahmbhattNo ratings yet
- Research Paper On Solid MechanicsDocument8 pagesResearch Paper On Solid Mechanicsfvg4bacd100% (1)
- Undergraduate Research Projects Using Micro Uidic Devices: January 2013Document18 pagesUndergraduate Research Projects Using Micro Uidic Devices: January 2013Ilyas PashaNo ratings yet
- About Materials EngineeringDocument3 pagesAbout Materials EngineeringJemar Pabico BorsongNo ratings yet
- Civil Engineering Thesis Titles in The PhilippinesDocument7 pagesCivil Engineering Thesis Titles in The Philippinessow1vosanyv3100% (1)
- M Tech Thesis TopicsDocument7 pagesM Tech Thesis Topicsandreaolinspringfield100% (2)
- Synthesis of A Correcting Equation For 3 Point Bending Test DataDocument16 pagesSynthesis of A Correcting Equation For 3 Point Bending Test DataÖmer faruk SilNo ratings yet
- Structural Engineering Thesis PDFDocument5 pagesStructural Engineering Thesis PDFOrderPapersOnlineCanada100% (2)
- Dissertation Topics For Civil EngineeringDocument4 pagesDissertation Topics For Civil EngineeringOrderPaperOnlineUK100% (1)
- Integrating Rapid Prototyping Into Product and Process DevelopmentDocument12 pagesIntegrating Rapid Prototyping Into Product and Process DevelopmentAmit BakshiNo ratings yet
- Thesis Topics On Production EngineeringDocument7 pagesThesis Topics On Production Engineeringafknojbcf100% (2)
- Uptu M.tech Thesis FormatDocument6 pagesUptu M.tech Thesis FormatLisa Cain100% (2)
- Mit Research Papers Mechanical EngineeringDocument6 pagesMit Research Papers Mechanical Engineerings1bivapilyn2100% (1)
- Civil Engineering Master Thesis PDFDocument8 pagesCivil Engineering Master Thesis PDFjacquelinedonovanevansville100% (2)
- A Web Based Case Study For The Chemical Engineering Capstone CourseDocument9 pagesA Web Based Case Study For The Chemical Engineering Capstone CourseMikael SalamancaNo ratings yet
- Chemical Engineering Undergraduate Thesis TopicsDocument4 pagesChemical Engineering Undergraduate Thesis Topicskimberlygomezgrandrapids100% (2)
- Thesis On Chemical Engineering PDFDocument7 pagesThesis On Chemical Engineering PDFxnehytwff100% (2)
- Innovative STEM-preneur Learning Modules For A FreDocument10 pagesInnovative STEM-preneur Learning Modules For A FreWONG LING WEI KPM-GuruNo ratings yet
- Assessment and Applications of The Conversion of Chemical EnergyDocument26 pagesAssessment and Applications of The Conversion of Chemical EnergyAditya IngleNo ratings yet
- Holm Fluid Lab Kits FinalDocument24 pagesHolm Fluid Lab Kits FinalNasser AlshalwyNo ratings yet
- Engineering Masters Thesis LengthDocument7 pagesEngineering Masters Thesis Lengthamhtnuwff100% (1)
- Mechanical Engineering Case Studies On The Web PDFDocument9 pagesMechanical Engineering Case Studies On The Web PDFHua Hidari YangNo ratings yet
- Introduction of CNC Milling To First-Year Engineering Students With Interests inDocument10 pagesIntroduction of CNC Milling To First-Year Engineering Students With Interests ineliiiiiiNo ratings yet
- Me Thesis Topics For Structural EngineeringDocument6 pagesMe Thesis Topics For Structural EngineeringBuyEssaysAnchorage100% (2)
- Chapter 1-Magnetic Holder For FastenerDocument4 pagesChapter 1-Magnetic Holder For FastenerjoyNo ratings yet
- Chemical Engineering Dissertation ExamplesDocument8 pagesChemical Engineering Dissertation ExamplesNeedHelpWithPaperErie100% (1)
- Chemical Engineering: Lesson SummaryDocument8 pagesChemical Engineering: Lesson SummaryLeo OrtegaNo ratings yet
- Mechatronic Mechanism Design and Implementation Process Applied in Senior Mechanical Engineering Capstone DesignDocument17 pagesMechatronic Mechanism Design and Implementation Process Applied in Senior Mechanical Engineering Capstone DesignTony K.PNo ratings yet
- The Vertical Integration of Design in Chemical Engineering: Session 2213Document22 pagesThe Vertical Integration of Design in Chemical Engineering: Session 2213Calvin Lin Jia RongNo ratings yet
- Research StatementDocument2 pagesResearch Statementapi-297430557No ratings yet
- Nelson - Literacy and Leadership Management Skills of Sustainable Product DesignersDocument11 pagesNelson - Literacy and Leadership Management Skills of Sustainable Product DesignersISSSTNetworkNo ratings yet
- Thesis On Production Engineering PDFDocument5 pagesThesis On Production Engineering PDFkellyratkovicnorman100% (2)
- Uq Civil Engineering ThesisDocument7 pagesUq Civil Engineering Thesissarahgriegoalbuquerque100% (1)
- Term Paper Topics Related To Mechanical EngineeringDocument8 pagesTerm Paper Topics Related To Mechanical Engineeringc5pcnpd6No ratings yet
- MSC Thesis in Communication EngineeringDocument7 pagesMSC Thesis in Communication EngineeringWriteMyBiologyPaperSingapore100% (2)
- Dissertation Topics (Manufacturing Engineering)Document7 pagesDissertation Topics (Manufacturing Engineering)AcademicPaperWritersUK100% (1)
- Teaching and Assessing Engineering Design Thinking With Virtual InternshipDocument14 pagesTeaching and Assessing Engineering Design Thinking With Virtual InternshipEngr. Ronnie SantelicesNo ratings yet
- M Tech Thesis Topics For Civil EngineeringDocument6 pagesM Tech Thesis Topics For Civil Engineeringtracyjimenezstamford100% (2)
- How To Make M.tech ThesisDocument8 pagesHow To Make M.tech ThesisBuyPapersOnlineForCollegeSingapore100% (4)
- Thesis Title Medical TechnologyDocument8 pagesThesis Title Medical Technologymarypricecolumbia100% (2)
- Introducing Lab On A Chip Type Experimental Activities in A Thermodynamics and Heat Transfer Laboratory CourseDocument17 pagesIntroducing Lab On A Chip Type Experimental Activities in A Thermodynamics and Heat Transfer Laboratory CourseharshitNo ratings yet
- Marine Engineering Thesis TitleDocument6 pagesMarine Engineering Thesis Titlesherryfergusonarlington100% (2)
- Ac 2007-1906: Materials Selection Exercises Based On Current EventsDocument18 pagesAc 2007-1906: Materials Selection Exercises Based On Current EventsArthur AlmeidaNo ratings yet
- Asynchronous Control System For Stepper Motor With An Incremental Encoder FeedbackDocument12 pagesAsynchronous Control System For Stepper Motor With An Incremental Encoder FeedbackEdgar VasquezNo ratings yet
- Generate Stepper Motor Linear Speed Profile in Real TimeDocument14 pagesGenerate Stepper Motor Linear Speed Profile in Real TimeClaudio PinheiroNo ratings yet
- Overview of Load Cells: October 2021Document9 pagesOverview of Load Cells: October 2021Edgar VasquezNo ratings yet
- Scanned by TapscannerDocument4 pagesScanned by TapscannerEdgar VasquezNo ratings yet
- Three-phase circuit analysisDocument7 pagesThree-phase circuit analysisEdgar VasquezNo ratings yet
- Fh17.en - E5949 3 WSM06020W 01 - 0913Document2 pagesFh17.en - E5949 3 WSM06020W 01 - 0913Nguyễn HoàngNo ratings yet
- TX2A/RX2A: UHF FM Data Transmitter and Receiver ModulesDocument10 pagesTX2A/RX2A: UHF FM Data Transmitter and Receiver ModulesMoisesNo ratings yet
- Opcdaconnector Doku v1 1 eDocument43 pagesOpcdaconnector Doku v1 1 ekristyan kawayNo ratings yet
- Cummins Engine Type S38Document3 pagesCummins Engine Type S38edspt8No ratings yet
- Agricultural Management SystemDocument8 pagesAgricultural Management SystemMaster TNo ratings yet
- Research Paper On Integration TestingDocument6 pagesResearch Paper On Integration Testingfvf6r3ar100% (1)
- Buy, Sell, Rent or Trade-In Product Pressure CalibratorDocument8 pagesBuy, Sell, Rent or Trade-In Product Pressure CalibratorJoão Pedro AlmeidaNo ratings yet
- Concrete International 2011 Media PlannerDocument10 pagesConcrete International 2011 Media Plannerbday23No ratings yet
- zDQnFHi6EeiMwApe4i-fLg Project1av2Document24 pageszDQnFHi6EeiMwApe4i-fLg Project1av2Pranay SuryaraoNo ratings yet
- Using Technology Appropriately in ClassroomDocument12 pagesUsing Technology Appropriately in ClassroomjiyaskitchenNo ratings yet
- Modeling and Simulation of Discrete Event SystemsDocument8 pagesModeling and Simulation of Discrete Event Systemssar1988No ratings yet
- Sample .PDF Download - File Examples DownloadDocument2 pagesSample .PDF Download - File Examples DownloadAbdullah Al-AwhadNo ratings yet
- CVE4215. Topic 1-Introduction To EstimatingDocument27 pagesCVE4215. Topic 1-Introduction To EstimatingCTLiewEuGene100% (1)
- Configurator 810 UserGuideDocument80 pagesConfigurator 810 UserGuidechristan vivalloNo ratings yet
- JJDocument3 pagesJJSceva AquilaNo ratings yet
- Trane Pacu Voyager RT-PRC028AH-EN - 12152021Document156 pagesTrane Pacu Voyager RT-PRC028AH-EN - 12152021brian mmec2020No ratings yet
- A Nano Car in Every Driveway PDFDocument8 pagesA Nano Car in Every Driveway PDFAshwani MattooNo ratings yet
- Mi MalaysiaDocument1 pageMi Malaysiaasc stuffzNo ratings yet
- FT Historian SE Upgrade and Migration GuideDocument96 pagesFT Historian SE Upgrade and Migration Guidefrancois lecreuxNo ratings yet
- Thermo Fluids Ime-241L Lab Report: Prof. DR Salman Habib Hassan Ali Butt 2017-IM-39Document19 pagesThermo Fluids Ime-241L Lab Report: Prof. DR Salman Habib Hassan Ali Butt 2017-IM-39Mahrukh ChaudharyNo ratings yet
- Book I.KovaeviS - Didi HighRiseBuildingsStructuresandMaterials RGDocument46 pagesBook I.KovaeviS - Didi HighRiseBuildingsStructuresandMaterials RGKiro AnisNo ratings yet
- Linux PhilosophyDocument4 pagesLinux Philosophyjohn098iop100% (1)
- 02 Task Performance 1 - Assembly Language BasicsDocument4 pages02 Task Performance 1 - Assembly Language BasicsNice MoveNo ratings yet
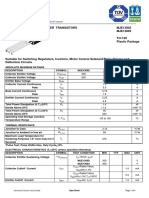
- NPN Epitaxial Silicon Power Transistors MJE13002 MJE13003 TO-126 Plastic PackageDocument4 pagesNPN Epitaxial Silicon Power Transistors MJE13002 MJE13003 TO-126 Plastic PackageJavier Mendoza CastroNo ratings yet
- Vendors for H.T. Line MaterialsDocument587 pagesVendors for H.T. Line MaterialsAnonymous RjIueYSlNo ratings yet
- MIL SLeM - Superable, Edwin M. - WK4 - The Evolution of Traditional To New MediaDocument6 pagesMIL SLeM - Superable, Edwin M. - WK4 - The Evolution of Traditional To New MediaDwine SuperableNo ratings yet
- Carel μRack - mRack - User manual Eng PDFDocument44 pagesCarel μRack - mRack - User manual Eng PDFAnonimo100% (1)
- Microprocessor and InterfacingDocument2 pagesMicroprocessor and InterfacingDharmendra ParmarNo ratings yet
- Vics CPFRDocument26 pagesVics CPFRVinceWijayaNo ratings yet
- Unit 5 - Digital System Design - WWW - Rgpvnotes.inDocument8 pagesUnit 5 - Digital System Design - WWW - Rgpvnotes.intejasshroff0303No ratings yet