You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- PIA Modelado y SimuladoDocument11 pagesPIA Modelado y SimuladoBrayanNo ratings yet
- 2 - Metodologia para Elegir Variable de EstadoDocument41 pages2 - Metodologia para Elegir Variable de EstadoBrayanNo ratings yet
- Articulo Workflow UNLZ de Hector TorchanDocument24 pagesArticulo Workflow UNLZ de Hector TorchanSimon StuartNo ratings yet
- Abracadabra - Chords CM - Full ScoreDocument2 pagesAbracadabra - Chords CM - Full ScoreEmilieNo ratings yet
- Práctica 2Document10 pagesPráctica 2BrayanNo ratings yet
- Práctica 1Document8 pagesPráctica 1BrayanNo ratings yet
- Practica 4Document7 pagesPractica 4BrayanNo ratings yet
- Practica 3Document9 pagesPractica 3BrayanNo ratings yet
- Componentes CNCDocument28 pagesComponentes CNCBrayanNo ratings yet
- Operaciones de MecanizadoDocument7 pagesOperaciones de MecanizadoBrayanNo ratings yet
- Ejemplo #1. Ejemplo #1.: Análisis Del Lugar Geométrico de Las Raíces (LGR) Ó Método de EvansDocument42 pagesEjemplo #1. Ejemplo #1.: Análisis Del Lugar Geométrico de Las Raíces (LGR) Ó Método de EvansBrayan100% (1)
- BodeDocument35 pagesBodeBrayanNo ratings yet
- Modelado Y SimulacionDocument3 pagesModelado Y SimulacionBrayanNo ratings yet
- BODE TabulaciónDocument7 pagesBODE TabulaciónBrayanNo ratings yet
- Tarea 9 Modelado Y SimulacionDocument3 pagesTarea 9 Modelado Y SimulacionBrayanNo ratings yet
- Tarea 3 Modelado Y SimulacionDocument18 pagesTarea 3 Modelado Y SimulacionBrayanNo ratings yet
- Modelado Y SimulacionDocument7 pagesModelado Y SimulacionBrayanNo ratings yet
- 10 - Diseño de Observadores PDFDocument25 pages10 - Diseño de Observadores PDFBrayanNo ratings yet
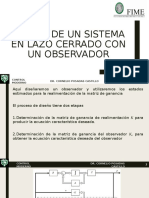
- 11 - Diseño en LC Con Observadores PDFDocument57 pages11 - Diseño en LC Con Observadores PDFBrayanNo ratings yet
- 9 - ServosistemasDocument34 pages9 - ServosistemasBrayanNo ratings yet
- Tarea 2 Modelado Y SimulacionDocument3 pagesTarea 2 Modelado Y SimulacionBrayanNo ratings yet
- 4 - Matriz de Transferencia PDFDocument19 pages4 - Matriz de Transferencia PDFBrayanNo ratings yet
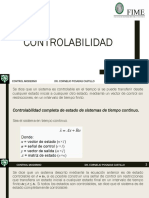
- 6 - Controlabilidad PDFDocument23 pages6 - Controlabilidad PDFBrayanNo ratings yet
- Lecture 9. Middle English Dialects. Word-Building.Document2 pagesLecture 9. Middle English Dialects. Word-Building.aniNo ratings yet
- UNAM EPN MATEMATICAS IV (Temas 1-8) PDFDocument221 pagesUNAM EPN MATEMATICAS IV (Temas 1-8) PDFIsrael Robles AlarcónNo ratings yet
- Aula Sobre Propaganda de Medicamentos e BioéticaDocument27 pagesAula Sobre Propaganda de Medicamentos e BioéticaAlberto Malta JúniorNo ratings yet
- Fiche Technique Plixus MME Televic Conference 71.98.2900 CompresseDocument5 pagesFiche Technique Plixus MME Televic Conference 71.98.2900 CompresseLavisse KouadioNo ratings yet
- Brick SolingDocument13 pagesBrick SolingM ShahidNo ratings yet
- 07 - Depresión Niños Adolescentes (Antología)Document75 pages07 - Depresión Niños Adolescentes (Antología)Nati ChiappuzzoNo ratings yet
- Infinitiv ZuDocument2 pagesInfinitiv ZuPetraFilarNo ratings yet
- Pud2 3ro BguDocument1 pagePud2 3ro BguMayra TorresNo ratings yet
- Fis Quimica 2 A Tp2 3Document5 pagesFis Quimica 2 A Tp2 3Citlali MendozaNo ratings yet
- PolíticaDocument6 pagesPolíticaLaura RojasNo ratings yet
- Calendario Liga y Equipos BenjaminDocument3 pagesCalendario Liga y Equipos BenjaminTiffany SmithNo ratings yet
- How To Be An Effective Charge NurseDocument4 pagesHow To Be An Effective Charge NurseKarel LuNo ratings yet
- SÁNCHEZ-La Revolución Rural FrancesaDocument214 pagesSÁNCHEZ-La Revolución Rural FrancesarebenaqueNo ratings yet
- Technical Assesment Form-Invisa SkyDocument5 pagesTechnical Assesment Form-Invisa SkyGerald TashingaNo ratings yet
- Placa PDFDocument3 pagesPlaca PDFBenja ApaquiNo ratings yet
- Taller de Propiedades de La Materia GTerminado 11112Document7 pagesTaller de Propiedades de La Materia GTerminado 11112Samuel ito manNo ratings yet
- Lec No. 02 MeasurementsDocument52 pagesLec No. 02 MeasurementsUmer NaveedNo ratings yet
- Серебряное Копытце сценарий для самостоятельной сказкиDocument8 pagesСеребряное Копытце сценарий для самостоятельной сказкиodyboNo ratings yet
- Manejo de Residuos Sólidos en HuayopataDocument6 pagesManejo de Residuos Sólidos en HuayopataCARLO STALYN COLL CARDENAS CARREÑONo ratings yet
- Proceso de CrsitalizaciónDocument7 pagesProceso de CrsitalizaciónMR QMNo ratings yet
- 4eme GEOGRAPHIEDocument18 pages4eme GEOGRAPHIEdjafarNo ratings yet
- Encontrar Você (Vous Revoir) - Marc Levy-Www - LivrosGratisDocument224 pagesEncontrar Você (Vous Revoir) - Marc Levy-Www - LivrosGratisLuanaroncattoNo ratings yet
- Enhanced - Research Summary-Recto - Visitacion-Baybay City DivisionDocument22 pagesEnhanced - Research Summary-Recto - Visitacion-Baybay City DivisionVISITACION RECTONo ratings yet
- Osteología (3 Clase)Document38 pagesOsteología (3 Clase)Yorgelis GuzmanNo ratings yet
- DAM - Documento de Arrecadação Mercantil: Cavalcante Construcao LtdaDocument2 pagesDAM - Documento de Arrecadação Mercantil: Cavalcante Construcao LtdaJamileNo ratings yet
- Thesis EditedDocument16 pagesThesis EditedCarol Jane Abalos DechosNo ratings yet
- SNIE 1012 PDF Rift VDocument32 pagesSNIE 1012 PDF Rift VUkash sukarmanNo ratings yet
- Se Présenter Au Travers D'une BDDocument9 pagesSe Présenter Au Travers D'une BDHouriaNo ratings yet