You might also like
- Adams 2013 Training 740 WorkbookDocument458 pagesAdams 2013 Training 740 WorkbookAnonymous ZC1ld1CLm100% (1)
- Scrum ALL AnswersDocument27 pagesScrum ALL AnswersGaryNo ratings yet
- Forrester Total Economic Impact HR Service Delivery Research ReportDocument31 pagesForrester Total Economic Impact HR Service Delivery Research ReportLakshmi Siva100% (1)
- Commercial Building Maintenance and External Cleaning CompanyDocument8 pagesCommercial Building Maintenance and External Cleaning Companybisankhe2No ratings yet
- Impact Mapping: Focus on OutcomesDocument13 pagesImpact Mapping: Focus on OutcomesmamahsenNo ratings yet
- SYSTEM DESIGN OVERVIEWDocument54 pagesSYSTEM DESIGN OVERVIEWMohd JunedNo ratings yet
- Kaizen Blitz For Project TeamsDocument3 pagesKaizen Blitz For Project TeamsomuntuNo ratings yet
- 013 State DiagramsDocument30 pages013 State Diagramsvidhya_bineeshNo ratings yet
- Strategic Project Alignment in An Agile WorldDocument45 pagesStrategic Project Alignment in An Agile WorldShreyas PuttigeNo ratings yet
- The Information System An Accountant's PerspectiveDocument71 pagesThe Information System An Accountant's PerspectiveGUDATA ABARANo ratings yet
- Mining Structures of Factual Knowledge From Text - 9781681733937 - WEB PDFDocument199 pagesMining Structures of Factual Knowledge From Text - 9781681733937 - WEB PDFsomnath_iiiNo ratings yet
- Product Development WorkshopDocument39 pagesProduct Development Workshopasma_kaNo ratings yet
- M5 Validating An Opportunity HypothesisDocument50 pagesM5 Validating An Opportunity HypothesissearchfameNo ratings yet
- Presentation: A Look Into Data EngineeringDocument54 pagesPresentation: A Look Into Data EngineeringPatrick HugoNo ratings yet
- Real Situation Meeting Explains Digital MarketingDocument47 pagesReal Situation Meeting Explains Digital MarketingPatrick HugoNo ratings yet
- Essential Kanban Condensed Guide v0.9.3Document27 pagesEssential Kanban Condensed Guide v0.9.3Gaurav SharmaNo ratings yet
- How To Use Trello A Basic Tutorial - Jenrose Arellano - Your Legendary VPDocument112 pagesHow To Use Trello A Basic Tutorial - Jenrose Arellano - Your Legendary VPJenrose Arellano100% (1)
- Contextual Topic Discovery Using Unsupervised Keyphrase Extraction and Hierarchical Semantic Graph ModelDocument19 pagesContextual Topic Discovery Using Unsupervised Keyphrase Extraction and Hierarchical Semantic Graph Modelياسر سعد الخزرجيNo ratings yet
- STID3023 Week11-StateDiagramDocument35 pagesSTID3023 Week11-StateDiagramCik UnguNo ratings yet
- (WEEK 2) Process Identification 1Document36 pages(WEEK 2) Process Identification 1AVICENA NAUFALDONo ratings yet
- Design Thinking: Phase I: Understanding and EmpathyDocument5 pagesDesign Thinking: Phase I: Understanding and EmpathyAlly Mar ZafarallaNo ratings yet
- Agile User Story MappingDocument16 pagesAgile User Story MappingRaghavendra KuthadiNo ratings yet
- Different Phases of Software Lifecycle Model and Software Case ToolsDocument8 pagesDifferent Phases of Software Lifecycle Model and Software Case ToolsShubham kumarNo ratings yet
- The Guiding Principles of The Product Planning Process by ProductPlanDocument31 pagesThe Guiding Principles of The Product Planning Process by ProductPlanTony Espinosa AtocheNo ratings yet
- MS Projects Day 2 FinalDocument183 pagesMS Projects Day 2 FinalDushan SenarathneNo ratings yet
- 1 P2A PRACT Questions PAPER 1Document28 pages1 P2A PRACT Questions PAPER 1Zoe TanNo ratings yet
- Semantic Web Vision and TechnologiesDocument15 pagesSemantic Web Vision and TechnologiesUDayNo ratings yet
- Project Management Foundations Course MaterialsDocument208 pagesProject Management Foundations Course MaterialshomepoetNo ratings yet
- Physics 123 Experiment No. 7 Simple Harmonic Motion: EquipmentDocument4 pagesPhysics 123 Experiment No. 7 Simple Harmonic Motion: EquipmentTommy J HamiltonNo ratings yet
- 7 - Integrating Circular Business Models and Development Tools in The Circular Economy TransitionDocument12 pages7 - Integrating Circular Business Models and Development Tools in The Circular Economy TransitionPós- Graduação Meio Ambiente UNINTERNo ratings yet
- Principles of Software EngineeringDocument93 pagesPrinciples of Software EngineeringSama A ShurrabNo ratings yet
- An Approach To Owl Concept Extraction and Integration Across Multiple OntologiesDocument19 pagesAn Approach To Owl Concept Extraction and Integration Across Multiple OntologiesijwestNo ratings yet
- The Agile Glossary of Terms: Aspe Resource SeriesDocument19 pagesThe Agile Glossary of Terms: Aspe Resource SeriesAnkith naiduNo ratings yet
- M3 Understand Customers & ProblemsDocument81 pagesM3 Understand Customers & ProblemssearchfameNo ratings yet
- M7 Start BuildingDocument40 pagesM7 Start BuildingsearchfameNo ratings yet
- Using Data Flow Diagrams (DFDs) to Graphically Depict System ProcessesDocument49 pagesUsing Data Flow Diagrams (DFDs) to Graphically Depict System ProcessesPang Pang PangNo ratings yet
- Introducing Agile Software Development - Training - Day1Document131 pagesIntroducing Agile Software Development - Training - Day1abobakr gamalNo ratings yet
- Agile and Scrum GlossaryDocument100 pagesAgile and Scrum Glossaryfood villa100% (1)
- Week 02 - 3 - Introducing Agile, Scrum, XP, and KanbanDocument38 pagesWeek 02 - 3 - Introducing Agile, Scrum, XP, and Kanbanharsha_295725251No ratings yet
- Iteration Planning Guide: What Is It? Right Sizing Backlog ItemsDocument2 pagesIteration Planning Guide: What Is It? Right Sizing Backlog ItemsAdetya Gupta100% (1)
- The Official PRINCE2 Agile Accreditor Sample Examination Papers Terms of UseDocument8 pagesThe Official PRINCE2 Agile Accreditor Sample Examination Papers Terms of UseFriendNo ratings yet
- CommomMistakesDonebyAgileTeams 30 Dec 2013 v2Document15 pagesCommomMistakesDonebyAgileTeams 30 Dec 2013 v2Ashish JoshiNo ratings yet
- Software Configuration Management With Team Foundation ServerDocument30 pagesSoftware Configuration Management With Team Foundation ServerSandeep RaoNo ratings yet
- Techniques of Text ClassificationDocument28 pagesTechniques of Text ClassificationHouda KamoussNo ratings yet
- Agile Planning and EstimationDocument32 pagesAgile Planning and Estimationnone tore100% (1)
- H1405Document22 pagesH1405Manu TambrahalliNo ratings yet
- BSBPMG515 Manage Project Human Resources LG V2 Sept 2016Document81 pagesBSBPMG515 Manage Project Human Resources LG V2 Sept 2016Donald ChivangeNo ratings yet
- M & A PMO MethodologyDocument153 pagesM & A PMO MethodologythehrscientistNo ratings yet
- Introduction To Backlog GroomingDocument24 pagesIntroduction To Backlog GroomingRoshni KurianNo ratings yet
- SDLC and Model Selection: A StudyDocument5 pagesSDLC and Model Selection: A StudyInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Python Basics for Business AnalyticsDocument55 pagesPython Basics for Business AnalyticsdennyNo ratings yet
- Agile Release Planning with JiraDocument108 pagesAgile Release Planning with Jiraeduardo vallejosNo ratings yet
- Whitepaper Integration of Business Decision Modeling in Organization DesignDocument16 pagesWhitepaper Integration of Business Decision Modeling in Organization DesignSiddhartha BrahmaNo ratings yet
- Agile Models PresentationDocument47 pagesAgile Models PresentationRaúlNo ratings yet
- Product Roadmaps - Extra ResourcesDocument27 pagesProduct Roadmaps - Extra Resourcesgreen9svsNo ratings yet
- Agile Guideline EstimationDocument17 pagesAgile Guideline EstimationIvonneNo ratings yet
- Guideline - Introduction Agile and Safety in Automotive Software DevelopmentDocument22 pagesGuideline - Introduction Agile and Safety in Automotive Software DevelopmentFederico ViterboNo ratings yet
- Agile Lean PrinciplesDocument18 pagesAgile Lean Principlesajit.alweNo ratings yet
- Scrumstudy Sbok Guide TocDocument13 pagesScrumstudy Sbok Guide TocRaghu VenkataNo ratings yet
- RFP-2015-01 Request For Proposal IT-LTADocument29 pagesRFP-2015-01 Request For Proposal IT-LTAJashika PattnaikNo ratings yet
- BPMN Symbols and Naming ConventionsDocument11 pagesBPMN Symbols and Naming ConventionsasadshoaibNo ratings yet
- An Introduction To Value Stream Mapping and Analysis: Jostein LangstrandDocument28 pagesAn Introduction To Value Stream Mapping and Analysis: Jostein LangstrandShah ZaibNo ratings yet
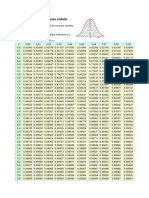
- Normal Distribution CDF TableDocument5 pagesNormal Distribution CDF Tablekenza bouaalamNo ratings yet
- 1677153021241Document251 pages1677153021241Duy NguyenNo ratings yet
- BOOK Lean ManufacturingDocument245 pagesBOOK Lean Manufacturingkenza bouaalamNo ratings yet
- Application of Value Stream Mapping in E-Commerce: A Case Study On An Amazon RetailerDocument16 pagesApplication of Value Stream Mapping in E-Commerce: A Case Study On An Amazon Retailerkenza bouaalamNo ratings yet
- Templates Package 8 ContentDocument1 pageTemplates Package 8 Contentkenza bouaalamNo ratings yet
- Final Year Project TopicsDocument112 pagesFinal Year Project TopicsJyothi BurlaNo ratings yet
- ANSYS Parametric Design Language Guide 18.2Document110 pagesANSYS Parametric Design Language Guide 18.2Panda HeroNo ratings yet
- An Efficient Approach of Taking Quick and Simple Notes in The Air Through Smart Note TakerDocument9 pagesAn Efficient Approach of Taking Quick and Simple Notes in The Air Through Smart Note TakerRoney George100% (1)
- 5-V Low-Drop Voltage Regulator TLE 4263: FeaturesDocument17 pages5-V Low-Drop Voltage Regulator TLE 4263: FeaturesWelleyNo ratings yet
- Contoh CVDocument2 pagesContoh CVBetty Pasaribu100% (1)
- Part - 05 Join An Additional Ubuntu DC To Samba4 AD DCDocument17 pagesPart - 05 Join An Additional Ubuntu DC To Samba4 AD DCSujit KumarNo ratings yet
- Banlga Text To Bangla Sign Language Parvez For ConferenceDocument6 pagesBanlga Text To Bangla Sign Language Parvez For ConferenceDr. Muhammad Aminur RahamanNo ratings yet
- Emenuhan Kebutuhan Nutrisi Balita Yang Dirawat Inap Di Rumah SakitDocument7 pagesEmenuhan Kebutuhan Nutrisi Balita Yang Dirawat Inap Di Rumah SakitAnnisa Nur Majidah100% (1)
- MSI Packaging Questions: What Is Application Packaging?Document33 pagesMSI Packaging Questions: What Is Application Packaging?supraja shettyNo ratings yet
- Artificial Intelligence Adversarial Search TechniquesDocument62 pagesArtificial Intelligence Adversarial Search TechniquesKhawir MahmoodNo ratings yet
- Toy Shell AssignmentDocument5 pagesToy Shell AssignmentPrafulla SaxenaNo ratings yet
- AQA Physics A-Level Electricity Questions (Pack 3)Document90 pagesAQA Physics A-Level Electricity Questions (Pack 3)BDNo ratings yet
- HDS Storage Foundations Exam Questions and AnswersDocument42 pagesHDS Storage Foundations Exam Questions and Answersthuralwin85No ratings yet
- Audio Encryption Optimization: Harsh Bijlani Dikshant Gupta Mayank LovanshiDocument5 pagesAudio Encryption Optimization: Harsh Bijlani Dikshant Gupta Mayank LovanshiAman Kumar TrivediNo ratings yet
- The Integration of Social Media Technologies For Teaching and Learning in Kenyan SchoolsDocument7 pagesThe Integration of Social Media Technologies For Teaching and Learning in Kenyan SchoolsIJRIT JournalNo ratings yet
- Xh31a 0000 0002 - R1BDocument30 pagesXh31a 0000 0002 - R1Bs07081991100% (1)
- Lab 3 SimulationDocument9 pagesLab 3 SimulationEmily SwanNo ratings yet
- Final Year Project Format - UnerDocument5 pagesFinal Year Project Format - UnerDangyi GodSeesNo ratings yet
- Advanced SAS Interview Questions You'll Most Likely Be AskedDocument27 pagesAdvanced SAS Interview Questions You'll Most Likely Be AskedVibrant PublishersNo ratings yet
- E-Tutorial - Online Correction - Resolution For Overbooked Challan (Movement of Dedcutee Row)Document36 pagesE-Tutorial - Online Correction - Resolution For Overbooked Challan (Movement of Dedcutee Row)Raj Kumar MNo ratings yet
- Toaz - Info Module 1 Mathematics in The Modern World PRDocument14 pagesToaz - Info Module 1 Mathematics in The Modern World PRElizabeth GonzagaNo ratings yet
- Alzheimers Assistant PDFDocument34 pagesAlzheimers Assistant PDFabhirami manikandanNo ratings yet
- Pressure Calibrators: Low, Medium and High PressureDocument2 pagesPressure Calibrators: Low, Medium and High PressureMarcelo PellizzaNo ratings yet
- Life Elementary A2 Teachers Book Resources For TeaDocument1 pageLife Elementary A2 Teachers Book Resources For TeaNguyenhuuhoiNo ratings yet
- Pinouts ICRDocument38 pagesPinouts ICRAdal Vera100% (1)
- LogDocument57 pagesLogEva AriantiNo ratings yet
- One Pager v2Document2 pagesOne Pager v2JuanCarlosMarrufoNo ratings yet
- Mt8870 DTMF DecoderDocument17 pagesMt8870 DTMF DecoderLawrence NgariNo ratings yet