You might also like
- NEWS CENTER Maine (NCM) Sent A List of Questions To The FDA and These Were Their ResponsesDocument2 pagesNEWS CENTER Maine (NCM) Sent A List of Questions To The FDA and These Were Their ResponsesNEWS CENTER MaineNo ratings yet
- 16 Notification For Clinical Research or Performance EvaluationDocument57 pages16 Notification For Clinical Research or Performance EvaluationrevathiNo ratings yet
- Statistical Methods for Evaluating Safety in Medical Product DevelopmentFrom EverandStatistical Methods for Evaluating Safety in Medical Product DevelopmentA. Lawrence GouldNo ratings yet
- Cardiac Ultrasound: Hoan My Medical Corporation ContactDocument11 pagesCardiac Ultrasound: Hoan My Medical Corporation Contactlê hùng anhNo ratings yet
- FDA Fact Sheet: The FDA's Role in Medical Device CybersecurityDocument1 pageFDA Fact Sheet: The FDA's Role in Medical Device CybersecurityMaryAnn VanValkenburgNo ratings yet
- Applying Human Factors and Usability Engineering To Medical Devices Printable SlidesDocument40 pagesApplying Human Factors and Usability Engineering To Medical Devices Printable SlidesSuresh AnandNo ratings yet
- Clinical Trial Protocol TempDocument17 pagesClinical Trial Protocol Tempapi-3842711100% (2)
- 10035480AM00 - Product Requirements Document PDFDocument67 pages10035480AM00 - Product Requirements Document PDFgameel alabsiNo ratings yet
- Regulatory Requirements For Medical Device ManufacturersDocument24 pagesRegulatory Requirements For Medical Device ManufacturersDCG CandyNo ratings yet
- MDARR No 1 First Revision November 15Document26 pagesMDARR No 1 First Revision November 15popopioNo ratings yet
- Procedure Medical Devices MaintenanceeeeDocument8 pagesProcedure Medical Devices MaintenanceeeeMikhael RanteNo ratings yet
- Risk Assessment Report - Proposal & Annotated BibliographyDocument7 pagesRisk Assessment Report - Proposal & Annotated BibliographyDaniel KounahNo ratings yet
- BVOC Hospital EquipmentDocument72 pagesBVOC Hospital EquipmentYagnesh MakwanaNo ratings yet
- Top 10 Hazards ECRIDocument18 pagesTop 10 Hazards ECRIamirali.bme4527No ratings yet
- Stone ExtractorDocument4 pagesStone ExtractorcrystalNo ratings yet
- Critical Review of The TransCelerate Template ForDocument10 pagesCritical Review of The TransCelerate Template Forbdvd1007092No ratings yet
- Imdrf Cons PPMDCDocument45 pagesImdrf Cons PPMDCAndres CañaveralNo ratings yet
- Complexities of Medical Device TestingDocument2 pagesComplexities of Medical Device TestingKeri Gobin SamarooNo ratings yet
- FDA Guidance Use of International Standard ISO - 10993, Biological Evaluation of Medical Devices Part 1 Evaluation and Testing - DraftDocument38 pagesFDA Guidance Use of International Standard ISO - 10993, Biological Evaluation of Medical Devices Part 1 Evaluation and Testing - DraftTecothaneNo ratings yet
- Malaysian Guideline For Application of Clinical Trial Import Licence & Clinical Trial Exemption, 7th EdDocument89 pagesMalaysian Guideline For Application of Clinical Trial Import Licence & Clinical Trial Exemption, 7th EdJonash Mallari100% (1)
- Determine Efficacy of Disinfection Processes For Reusable Medical Devices (Simulated Use Test)Document5 pagesDetermine Efficacy of Disinfection Processes For Reusable Medical Devices (Simulated Use Test)Eric GozzerNo ratings yet
- SS ISO 10993-1-2018 - PreviewDocument14 pagesSS ISO 10993-1-2018 - PreviewmarkNo ratings yet
- Regulatory Affairs Certification (Drugs) : Candidate GuideDocument24 pagesRegulatory Affairs Certification (Drugs) : Candidate GuideAmarNo ratings yet
- InnoSpireGo Euro2 IFU 2B 1128271Document164 pagesInnoSpireGo Euro2 IFU 2B 1128271stevetkwongNo ratings yet
- MDS G2Document133 pagesMDS G2mohamed radwanNo ratings yet
- MDAGD0020 Change Notification 3rd Ed November 2018 PDFDocument31 pagesMDAGD0020 Change Notification 3rd Ed November 2018 PDFoytNo ratings yet
- MDA - GD0026 - Requirement On Labelling of MD 3rd EdDocument13 pagesMDA - GD0026 - Requirement On Labelling of MD 3rd Ednaravichandran3662No ratings yet
- Infusion Pumps Standards GuideDocument33 pagesInfusion Pumps Standards GuideVignesh SekarNo ratings yet
- Usability Specification Document TemplateDocument9 pagesUsability Specification Document Templateeko1980No ratings yet
- Medical Device Reporting21 CFR Part 803Document26 pagesMedical Device Reporting21 CFR Part 803vinaysetty100% (1)
- Guidance Technical Documentation and Design Dossiers Fornon Active Medical DevicesDocument25 pagesGuidance Technical Documentation and Design Dossiers Fornon Active Medical DevicesCamila CamposNo ratings yet
- Department of Health & Human ServicesDocument17 pagesDepartment of Health & Human ServicesVitor Hugo G CorreiaNo ratings yet
- White Paper - Introduction ISO TR 21954 Guidance Selection VentilatorDocument8 pagesWhite Paper - Introduction ISO TR 21954 Guidance Selection VentilatorRicardo Olmos MentadoNo ratings yet
- LIfe TimeDocument15 pagesLIfe TimeMadyo Puguh SusantoNo ratings yet
- Optiflow Plus BrochureDocument2 pagesOptiflow Plus BrochurePhan100% (1)
- Guide To Risk Management For ISO 13485:2016 and Your Medical DeviceDocument15 pagesGuide To Risk Management For ISO 13485:2016 and Your Medical DeviceAravind rajNo ratings yet
- Surgical Manual - PremiumDocument80 pagesSurgical Manual - PremiumJadranka DjorgievaNo ratings yet
- GN-13-R2 Guidance On The Risk Classification of General Medical Devices (18Jun-Pub)Document36 pagesGN-13-R2 Guidance On The Risk Classification of General Medical Devices (18Jun-Pub)Gina ArcNo ratings yet
- AAMI FDA Summit Report PDFDocument48 pagesAAMI FDA Summit Report PDFNoe Muñoz QuitoNo ratings yet
- An FDA Perspective On Medical Device EMC and Wireless - Jeff SilberbergDocument128 pagesAn FDA Perspective On Medical Device EMC and Wireless - Jeff Silberberghai100% (1)
- Biometrix - FDA-510K and Usability StudiesDocument17 pagesBiometrix - FDA-510K and Usability StudiesgabababaNo ratings yet
- Digital Imaging Systems, Computed RadiographyDocument39 pagesDigital Imaging Systems, Computed RadiographyJonathan DuranNo ratings yet
- Medical Device Product Development Life CycleDocument8 pagesMedical Device Product Development Life CycleSuresh Anand100% (1)
- Lecture4 Introduction To Medical Devices ManagementDocument9 pagesLecture4 Introduction To Medical Devices ManagementRula BastoniNo ratings yet
- Cybersecurity of Medical DevicesDocument12 pagesCybersecurity of Medical DevicesppisupaNo ratings yet
- Medical DeviceDocument8 pagesMedical DeviceHarshvardhan ChoudharyNo ratings yet
- Medical Devices Guideline 2017Document70 pagesMedical Devices Guideline 2017Robert SplinterNo ratings yet
- Guidance For Installation and Testing AcceptanceDocument32 pagesGuidance For Installation and Testing AcceptanceMun WaiNo ratings yet
- Reference UMDNS Codes PDFDocument69 pagesReference UMDNS Codes PDFPumps RnDNo ratings yet
- 01 Introduction To The New Paradigm ICH Q 8,9, 10Document12 pages01 Introduction To The New Paradigm ICH Q 8,9, 10Sa'ed Abu YahiaNo ratings yet
- Face Masks, Including Surgical Masks, and Respirators For COVID-19 - FDADocument14 pagesFace Masks, Including Surgical Masks, and Respirators For COVID-19 - FDAAlfaroNo ratings yet
- Metrology and Industrial InspectionDocument1 pageMetrology and Industrial InspectionarshadnsiddiquiNo ratings yet
- 510 (K) Program Comparison Chart - Greenlight GuruDocument1 page510 (K) Program Comparison Chart - Greenlight GuruSACHIN KUMARNo ratings yet
- Group 1Document46 pagesGroup 1Samson OkumuNo ratings yet
- Relibility in Medical Device IndustryDocument14 pagesRelibility in Medical Device IndustryFrancisco Bernal GómezNo ratings yet
- Engineer in Society Report: 1 - IntroductionDocument5 pagesEngineer in Society Report: 1 - Introductionchoonkiat.leeNo ratings yet
- Activity 2: Prescription Drug Development and The Pharmaceutical IndustryDocument3 pagesActivity 2: Prescription Drug Development and The Pharmaceutical IndustryNics PedrezuelaNo ratings yet
- Managing Medical Devices within a Regulatory FrameworkFrom EverandManaging Medical Devices within a Regulatory FrameworkBeth Ann FiedlerRating: 5 out of 5 stars5/5 (1)
- Cost-Contained Regulatory Compliance: For the Pharmaceutical, Biologics, and Medical Device IndustriesFrom EverandCost-Contained Regulatory Compliance: For the Pharmaceutical, Biologics, and Medical Device IndustriesNo ratings yet
- Amd Portable Ultrasound DevicesDocument3 pagesAmd Portable Ultrasound DevicesSubramani KarurNo ratings yet
- India National Multidimentional Poverty Index 2023 16 AugDocument410 pagesIndia National Multidimentional Poverty Index 2023 16 AugSubramani KarurNo ratings yet
- Sinpro Hpu40 DatasheetDocument2 pagesSinpro Hpu40 DatasheetSubramani KarurNo ratings yet
- Med ClearDocument2 pagesMed ClearSubramani KarurNo ratings yet
- IES DsDocument14 pagesIES DsSubramani KarurNo ratings yet
- Piston: Pulmonary Waveform Generator PWG-33Document2 pagesPiston: Pulmonary Waveform Generator PWG-33Subramani KarurNo ratings yet
- List of BIS Standards As On 07.9.2021Document55 pagesList of BIS Standards As On 07.9.2021Subramani KarurNo ratings yet
- MITSUMI Stepping MotorsDocument2 pagesMITSUMI Stepping MotorsSubramani KarurNo ratings yet
- STM8L051F3: 8-Bit Ultra-Low-Power MCU, 8-Kbyte Flash Memory, 256-Byte Data EEPROM, RTC, Timers, USART, I2C, SPI, ADCDocument96 pagesSTM8L051F3: 8-Bit Ultra-Low-Power MCU, 8-Kbyte Flash Memory, 256-Byte Data EEPROM, RTC, Timers, USART, I2C, SPI, ADCSubramani KarurNo ratings yet
- Esp32-S3 Hardware Design Guidelines enDocument33 pagesEsp32-S3 Hardware Design Guidelines enSubramani KarurNo ratings yet
- DRV8881 2.5-A Dual H-Bridge Motor Driver: 1 Features 2 ApplicationsDocument48 pagesDRV8881 2.5-A Dual H-Bridge Motor Driver: 1 Features 2 ApplicationsSubramani KarurNo ratings yet
- 960 X 240 TFT LCD Single Chip Digital Driver: Himax ConfidentialDocument72 pages960 X 240 TFT LCD Single Chip Digital Driver: Himax ConfidentialSubramani KarurNo ratings yet
- Aseptic TechniqueDocument34 pagesAseptic TechniqueJessa Adenig100% (1)
- Helium MsdsDocument7 pagesHelium MsdssalcabesNo ratings yet
- Essay On School BullyingDocument6 pagesEssay On School Bullyingzaimfaizah50% (2)
- v4n2 9pdfDocument10 pagesv4n2 9pdfissaninNo ratings yet
- 2024 USFSSTG001V4 US DeLorean STG Rev1aDocument70 pages2024 USFSSTG001V4 US DeLorean STG Rev1aNathaly GuevaraNo ratings yet
- DLL - Mapeh 5 - Q3 - W6Document7 pagesDLL - Mapeh 5 - Q3 - W6Reniel SabacoNo ratings yet
- Introduction To FracturesDocument40 pagesIntroduction To FracturesAnisah Pangandag MapandiNo ratings yet
- Sulit 013 (B) : Berdasarkan Gambar Yang Diberi, Berikan Jawapan Yang Lengkap. Tulis Jawapan Kamu Di Tempat Yang DisediakanDocument7 pagesSulit 013 (B) : Berdasarkan Gambar Yang Diberi, Berikan Jawapan Yang Lengkap. Tulis Jawapan Kamu Di Tempat Yang DisediakanMar OmarNo ratings yet
- Pediatric Rehabilitation ServicesDocument10 pagesPediatric Rehabilitation ServicesRiris NariswariNo ratings yet
- Symbicort Rapihaler (Budesonide and Formoterol Fumarate Dihydrate) Drug MediciDocument14 pagesSymbicort Rapihaler (Budesonide and Formoterol Fumarate Dihydrate) Drug Medicijr7mondo7edoNo ratings yet
- PHC Assignment 1Document5 pagesPHC Assignment 1Florenze Laiza Donor Lucas100% (1)
- USAA Tax Exempt Intermediate-Term Fund 2Q '22Document2 pagesUSAA Tax Exempt Intermediate-Term Fund 2Q '22ag rNo ratings yet
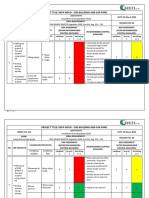
- 013 HIRARC Installation of Hoisting BeamDocument8 pages013 HIRARC Installation of Hoisting Beambdiey100% (1)
- Patient Care ConferenceDocument3 pagesPatient Care ConferenceValarmathiNo ratings yet
- Muscle Stretching in Manual TherapyDocument3 pagesMuscle Stretching in Manual TherapyEmad Eldin Mohamed AbdelatiefNo ratings yet
- YANG SHENG 2011 October B PDFDocument70 pagesYANG SHENG 2011 October B PDFSasa PuiuNo ratings yet
- Cruz Marissa Resume CsusbDocument3 pagesCruz Marissa Resume Csusbapi-341233003No ratings yet
- IPO Vijaya Diagnostic - 01092021 1630476491Document6 pagesIPO Vijaya Diagnostic - 01092021 1630476491Neil MannikarNo ratings yet
- Practical Interpretation and Application of Exoc Rine Panc Rea Tic Tes Ting in Small AnimalsDocument20 pagesPractical Interpretation and Application of Exoc Rine Panc Rea Tic Tes Ting in Small Animalsl.fernandagonzalez97No ratings yet
- Glomerulopathy: Acute Nephritic SyndromeDocument109 pagesGlomerulopathy: Acute Nephritic SyndromekamalNo ratings yet
- FYREWASH F2 - (GB) - Vs8.6.engDocument11 pagesFYREWASH F2 - (GB) - Vs8.6.engsyahril boonieNo ratings yet
- Summary Report For:: 29-1131.00 - VeterinariansDocument6 pagesSummary Report For:: 29-1131.00 - Veterinariansapi-266289406No ratings yet
- ACCU20 (Encrypted)Document35 pagesACCU20 (Encrypted)kakiteNo ratings yet
- Forthcoming Grand Chamber Case Vavricka and Others v. Czech RepublicDocument3 pagesForthcoming Grand Chamber Case Vavricka and Others v. Czech RepublicZiarul de GardăNo ratings yet
- JHA-H011 Scrubbing and Mopping FloorsDocument2 pagesJHA-H011 Scrubbing and Mopping Floorstjeng syuwenNo ratings yet
- Neonatal Antiepileptic Medication Treatment Patterns A Decade of ChangeDocument8 pagesNeonatal Antiepileptic Medication Treatment Patterns A Decade of ChangeEduardo Rios DuboisNo ratings yet
- Nonlinear PharmacokineticsDocument22 pagesNonlinear PharmacokineticsNadya Prafita100% (1)
- Abnormal PuerperiumDocument23 pagesAbnormal PuerperiumLynee OlvianaNo ratings yet
- BS1 - 1 - Ms. Marizza GrandeDocument77 pagesBS1 - 1 - Ms. Marizza GrandeRandy Castañares100% (1)
- Afmp FMRDocument173 pagesAfmp FMRRonel Dimaya CañaNo ratings yet