You might also like
- Article QP SynchrotronDocument10 pagesArticle QP SynchrotronMatteo CarusoNo ratings yet
- TMP CBECDocument14 pagesTMP CBECFrontiersNo ratings yet
- Tempering BainiteDocument26 pagesTempering Bainitewasatiah05No ratings yet
- Examination of carbon partitioning into austenite during tempering of bainiteDocument4 pagesExamination of carbon partitioning into austenite during tempering of bainiteJotaNo ratings yet
- Effect of Carbon Content On Bainite Transformation Kinetics and Microstructure of 4140/4150 SteelsDocument18 pagesEffect of Carbon Content On Bainite Transformation Kinetics and Microstructure of 4140/4150 Steelselmaalouf oumaimaNo ratings yet
- 31 10 PDFDocument10 pages31 10 PDFJhohan JimenezNo ratings yet
- Powder metallurgical nanostructured medium carbon bainitic steel__Kinetics, structure, and in situ thermal stability studiesDocument9 pagesPowder metallurgical nanostructured medium carbon bainitic steel__Kinetics, structure, and in situ thermal stability studiesJotaNo ratings yet
- Bainite Transformation During Continuous Cooling: Analysis of Dilatation DataDocument6 pagesBainite Transformation During Continuous Cooling: Analysis of Dilatation DataVanina DuttoNo ratings yet
- Quenching and Partitioning Heat Treatment in Ductile Cast IronsDocument9 pagesQuenching and Partitioning Heat Treatment in Ductile Cast Irons2022353017No ratings yet
- Investigation On Improve Ash Fusion Temperature (AFT) of low-AFT Coal by Biomass AdditionDocument9 pagesInvestigation On Improve Ash Fusion Temperature (AFT) of low-AFT Coal by Biomass AdditionPrakash WarrierNo ratings yet
- Martensite to AusteniteDocument9 pagesMartensite to AustenitedfgdegNo ratings yet
- CFB steelDocument6 pagesCFB steeldzb2022No ratings yet
- Materials and Design: Carola Celada-Casero, Jilt Sietsma, Maria Jesus Santo FimiaDocument10 pagesMaterials and Design: Carola Celada-Casero, Jilt Sietsma, Maria Jesus Santo FimiaHan Hisyam PratamaNo ratings yet
- Tempering of BainiteDocument26 pagesTempering of BainiteEfvan Adhe Putra PradanaNo ratings yet
- Study of Carbide Dissolution and Austenite FormatiDocument17 pagesStudy of Carbide Dissolution and Austenite FormatiAndress SsalomonnNo ratings yet
- High-Strength Bainitic SteelsDocument9 pagesHigh-Strength Bainitic SteelsabanzabalNo ratings yet
- Effect of Prior Austenite Grain Size On Pearlite Transformation in A Hypoeuctectoid Fe-C-Mn SteelDocument30 pagesEffect of Prior Austenite Grain Size On Pearlite Transformation in A Hypoeuctectoid Fe-C-Mn SteelAmit Ranjan KumarNo ratings yet
- PRIMARY CARBIDES IN ALLOY 718Document7 pagesPRIMARY CARBIDES IN ALLOY 718Julio Cesar Garcia GuerreroNo ratings yet
- Primary Carbides in Alloy 718Document7 pagesPrimary Carbides in Alloy 718Sinan YıldızNo ratings yet
- Articulo 4Document11 pagesArticulo 4Cristian David Briceño RNo ratings yet
- Quench and Partitioning OpportunityDocument9 pagesQuench and Partitioning OpportunityJoselo HRNo ratings yet
- The Role of Manganese and Copper in The Eutectoid Transformation of Spheroidal Graphite Cast IronDocument11 pagesThe Role of Manganese and Copper in The Eutectoid Transformation of Spheroidal Graphite Cast IronChanthar SoeNo ratings yet
- Time-Temperature-Transformation Diagram Within The Bainitic Temperature Range in A Medium Carbon SteelDocument10 pagesTime-Temperature-Transformation Diagram Within The Bainitic Temperature Range in A Medium Carbon SteelAnonymous Fty6OOHlNo ratings yet
- 1 s2.0 S0264127519305611 MainDocument14 pages1 s2.0 S0264127519305611 Mainfiroz uddinNo ratings yet
- Bansal 2018Document14 pagesBansal 2018Matteo CarusoNo ratings yet
- 2011 Lee (ScrMet) MN Partitioning UF 6Mn SteelDocument4 pages2011 Lee (ScrMet) MN Partitioning UF 6Mn Steelchandan kumarNo ratings yet
- Evolution of Microstructural BandingDocument8 pagesEvolution of Microstructural BandingvishalNo ratings yet
- Article Alloys CompoundsDocument11 pagesArticle Alloys CompoundsAbdelmagid El BakaliNo ratings yet
- Choi ThesisDocument86 pagesChoi ThesisAlex CostaNo ratings yet
- Austenite Formation in Plain Carbon SteelDocument14 pagesAustenite Formation in Plain Carbon SteelAndress SsalomonnNo ratings yet
- Development of An Austenitization Kinetics Model For 22MnB5 SteelDocument11 pagesDevelopment of An Austenitization Kinetics Model For 22MnB5 SteelAndress SsalomonnNo ratings yet
- Interaction of Carbon Partitioning, Carbide Precipitation and Bainite Formation During The Q&P Process in A Low C SteelDocument13 pagesInteraction of Carbon Partitioning, Carbide Precipitation and Bainite Formation During The Q&P Process in A Low C SteelspawnmeaddowNo ratings yet
- 1 s2.0 S0025540820315373 MainDocument11 pages1 s2.0 S0025540820315373 Mainswaminathan G.No ratings yet
- Effect of Carbon and Manganese On The Quenching and Partitioning Response of Cmnsi SteelsDocument8 pagesEffect of Carbon and Manganese On The Quenching and Partitioning Response of Cmnsi SteelsDr-Dinesh KumarNo ratings yet
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesFrom EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNo ratings yet
- Nanoausferritic Matrix of Ductile IronDocument7 pagesNanoausferritic Matrix of Ductile IronMostafa OthmanNo ratings yet
- Prelims - PMD - Heat-Treatment-Principles-And-Techniques-Short-No-QDocument36 pagesPrelims - PMD - Heat-Treatment-Principles-And-Techniques-Short-No-Qkitolaw123No ratings yet
- AIST2018Grain PDFDocument12 pagesAIST2018Grain PDFAjeeth KumarNo ratings yet
- Artigo 1Document9 pagesArtigo 1Santa MariaNo ratings yet
- Insight Into The Induction Hardening of A New 0,4 C Microalloyed SteelDocument19 pagesInsight Into The Induction Hardening of A New 0,4 C Microalloyed SteelGscoelhoNo ratings yet
- Integrated Modeling and Heat Treatment Simulation of Austempered Ductile IronDocument11 pagesIntegrated Modeling and Heat Treatment Simulation of Austempered Ductile Ironhrk100No ratings yet
- Acta Materialia: Svea Mayer, Manuel Petersmann, Franz Dieter Fischer, Helmut Clemens, Thomas Waitz, Thomas AntretterDocument8 pagesActa Materialia: Svea Mayer, Manuel Petersmann, Franz Dieter Fischer, Helmut Clemens, Thomas Waitz, Thomas AntretterAbdullah UYSALNo ratings yet
- Keywords: TRIP Steel, "Hot" Drawing Process, WiresDocument6 pagesKeywords: TRIP Steel, "Hot" Drawing Process, WiresSahabudinNo ratings yet
- Materials Science & Engineering A: SciencedirectDocument11 pagesMaterials Science & Engineering A: SciencedirectDaniel TibataNo ratings yet
- A Study of Microstructure and Phase Transformations of Medium Carbon Dual Phase SteelsDocument9 pagesA Study of Microstructure and Phase Transformations of Medium Carbon Dual Phase Steelsahmed ezwaiNo ratings yet
- Double Bainitic Step Full (B)Document5 pagesDouble Bainitic Step Full (B)HICHAM SBAITINo ratings yet
- Hannover SR 2010Document10 pagesHannover SR 2010KaanMertNo ratings yet
- Tracking Solute Atoms During Bainite ReaDocument21 pagesTracking Solute Atoms During Bainite ReamirosekNo ratings yet
- Author's Accepted Manuscript: 10.1016/j.ceramint.2014.09.091Document49 pagesAuthor's Accepted Manuscript: 10.1016/j.ceramint.2014.09.091Alfiansyah DarmawanNo ratings yet
- Application of Dilatometric Analysis To The Study of Solid-Solid Phase Transformations in SteelsDocument32 pagesApplication of Dilatometric Analysis To The Study of Solid-Solid Phase Transformations in SteelsGretel HanselNo ratings yet
- Reversion of Martensite to Austenite in Stainless SteelsDocument2 pagesReversion of Martensite to Austenite in Stainless Steelssuvransu bagNo ratings yet
- Cabibbo Et Al, 2003Document4 pagesCabibbo Et Al, 2003soham senNo ratings yet
- 7Document8 pages7Milena StajicNo ratings yet
- SSRN Id3989475Document23 pagesSSRN Id3989475Antoine ThierryNo ratings yet
- Journal of Materials Processing Technology: M. Soliman, H. Ibrahim, A. Nofal, H. PalkowskiDocument10 pagesJournal of Materials Processing Technology: M. Soliman, H. Ibrahim, A. Nofal, H. PalkowskiDouglas VidalNo ratings yet
- Microstructure characterization of nanocrystalline bainitic steel during temperingDocument7 pagesMicrostructure characterization of nanocrystalline bainitic steel during temperingJotaNo ratings yet
- Materials Science & Engineering A: G.M.A.M.El Fallah, H.K.D.H. Bhadeshia TDocument9 pagesMaterials Science & Engineering A: G.M.A.M.El Fallah, H.K.D.H. Bhadeshia Tsayyed bassir ajellehNo ratings yet
- Catalysis Today: Oscar G Omez C Apiro, Karen A. Aravena Riquelme, Romel Jim Enez, Luis E. Arteaga-P Erez, PHDDocument7 pagesCatalysis Today: Oscar G Omez C Apiro, Karen A. Aravena Riquelme, Romel Jim Enez, Luis E. Arteaga-P Erez, PHDEcNo ratings yet
- On Measurement of Carbon Content in Retained Austenite in A Nanostructured Bainitic SteelDocument7 pagesOn Measurement of Carbon Content in Retained Austenite in A Nanostructured Bainitic SteelFred RozendoNo ratings yet
- Hwang 2005Document17 pagesHwang 2005Edmar Souza SilvaNo ratings yet
- Gorni Slides ABMWeek 2018Document25 pagesGorni Slides ABMWeek 2018Edmar Souza SilvaNo ratings yet
- Baek 2014Document42 pagesBaek 2014Edmar Souza SilvaNo ratings yet
- 1 s2.0 S2452321616304826 MainDocument8 pages1 s2.0 S2452321616304826 MainEdmar Souza SilvaNo ratings yet
- 10.1007@s12540 020 00841 3Document12 pages10.1007@s12540 020 00841 3Edmar Souza SilvaNo ratings yet
- Bhattacharya2016 Article AStudyToEstablishCorrelationBeDocument9 pagesBhattacharya2016 Article AStudyToEstablishCorrelationBeEdmar Souza SilvaNo ratings yet
- Relation Between Inclusion Surface and Acicular Ferrite in Low Carbon Low Alloy Steel WeldDocument5 pagesRelation Between Inclusion Surface and Acicular Ferrite in Low Carbon Low Alloy Steel WeldEdmar Souza SilvaNo ratings yet
- Materials 12 00527Document15 pagesMaterials 12 00527Edmar Souza SilvaNo ratings yet
- Color Metallography: Microscopy and Microanalysis August 2004Document8 pagesColor Metallography: Microscopy and Microanalysis August 2004Edmar Souza SilvaNo ratings yet
- Non-Metallic Inclusions in Steels - Origin and Control: Review ArticleDocument17 pagesNon-Metallic Inclusions in Steels - Origin and Control: Review ArticleEdmar Souza SilvaNo ratings yet
- Bainitic Steel Microstructures and Tribological PropertiesDocument6 pagesBainitic Steel Microstructures and Tribological PropertiesEdmar Souza SilvaNo ratings yet
- Multivariable CalculusDocument24 pagesMultivariable Calculussaketh.s.tandigeNo ratings yet
- Metrology FundamentalsDocument51 pagesMetrology FundamentalsRahul PathakNo ratings yet
- Calculus For Gate Jam Set 143pages49Document12 pagesCalculus For Gate Jam Set 143pages49kishan mauryaNo ratings yet
- 1 s2.0 0169534786900637 MainDocument3 pages1 s2.0 0169534786900637 MainBruno Rover Dal PraNo ratings yet
- Math 121A: Midterm 1 Solutions: AnswerDocument5 pagesMath 121A: Midterm 1 Solutions: AnswercfisicasterNo ratings yet
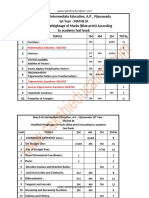
- Board of Intermediate Education, A.P., Vijayawada 1st Year - MATHS IA Modified Weightage BlueprintDocument4 pagesBoard of Intermediate Education, A.P., Vijayawada 1st Year - MATHS IA Modified Weightage BlueprintNookala Yaswanth123No ratings yet
- Camouflage 140 MM Crema D'orcia Stone: Technical SpecificationsDocument3 pagesCamouflage 140 MM Crema D'orcia Stone: Technical SpecificationsDarja RakocevicNo ratings yet
- Chemical and Physical Changes, Intrinsic Vs Extrinsic PropertiesDocument4 pagesChemical and Physical Changes, Intrinsic Vs Extrinsic PropertiesJSM320No ratings yet
- CHE 4613 Radfrac ModelingDocument6 pagesCHE 4613 Radfrac ModelingHuda AlkhouriNo ratings yet
- Signature Assignment Related RatesDocument4 pagesSignature Assignment Related Ratesapi-306799768No ratings yet
- Built-in Air Conditioner Saves EnergyDocument11 pagesBuilt-in Air Conditioner Saves EnergyAtchaya SivanthinathanNo ratings yet
- CE-632 Foundation Analysis and Design: Shallow FoundationsDocument33 pagesCE-632 Foundation Analysis and Design: Shallow FoundationsMadhu SulaniyaNo ratings yet
- A study of the geophysical response of distributed fibre optic acoustic sensorsDocument19 pagesA study of the geophysical response of distributed fibre optic acoustic sensorsERIK TARLLES SILVEIRANo ratings yet
- Strength of Material Lab ManualDocument31 pagesStrength of Material Lab ManualAnonymous mRBbdopMKfNo ratings yet
- Special DPP 2Document6 pagesSpecial DPP 2twinntower.9.11No ratings yet
- Term 3 Topics Integrated Science Form 3Document2 pagesTerm 3 Topics Integrated Science Form 3api-508592459100% (1)
- Iit BooksDocument3 pagesIit BooksshubhamNo ratings yet
- GGB FW - Us - 200505Document48 pagesGGB FW - Us - 200505Edson FelixNo ratings yet
- Plates 1Document32 pagesPlates 1drhrteNo ratings yet
- 1st Quarter - Curriculum Map - Math 8Document6 pages1st Quarter - Curriculum Map - Math 8Grace Perez0% (2)
- B 654 - B 654M - 04 - Qjy1nc9cnju0tqDocument5 pagesB 654 - B 654M - 04 - Qjy1nc9cnju0tqZahid AnwerNo ratings yet
- How To Publish A Mathematical Research Paper?!Document55 pagesHow To Publish A Mathematical Research Paper?!Ranjit Kadlag PatilNo ratings yet
- Electrical Control System Components: Topic 5 - 1Document37 pagesElectrical Control System Components: Topic 5 - 1Vedant .ChavanNo ratings yet
- TestDocument9 pagesTestArgielJohn LlagasNo ratings yet
- PHYSICS Form Four District 2023Document4 pagesPHYSICS Form Four District 2023Mukhusini SudiNo ratings yet
- Born Oppenheimer ApproximationDocument8 pagesBorn Oppenheimer Approximationsreyansu satpathyNo ratings yet
- Phil 104 Philosophy and SocietyDocument79 pagesPhil 104 Philosophy and SocietyAbu Adam Ibrahim100% (2)
- The Thermodynamics of Refrigeration - Principles of Natural Gas Cryogenic Process PDFDocument13 pagesThe Thermodynamics of Refrigeration - Principles of Natural Gas Cryogenic Process PDFRatnin PanityingNo ratings yet
- Appendix K PDFDocument28 pagesAppendix K PDFquyenbk92No ratings yet
- Infiltration Rate TestDocument6 pagesInfiltration Rate TestasadNo ratings yet