You might also like
- Purchasing, Inventory, and Cash Disbursements: Common Frauds and Internal ControlsFrom EverandPurchasing, Inventory, and Cash Disbursements: Common Frauds and Internal ControlsRating: 5 out of 5 stars5/5 (1)
- SCM Mod3 PatelDocument25 pagesSCM Mod3 PatelAdam ali Adam aliNo ratings yet
- Warehouse management and stock valuationDocument25 pagesWarehouse management and stock valuationAmir RajaNo ratings yet
- SCM Module3 Questions and AnswersDocument21 pagesSCM Module3 Questions and AnswersibdiubuvNo ratings yet
- University of Luzon materials control guideDocument6 pagesUniversity of Luzon materials control guideLACONSAY, Nathalie B.No ratings yet
- Chapter Four: 2. Audit of Inventory, Cost of Sales and Related AccountsDocument8 pagesChapter Four: 2. Audit of Inventory, Cost of Sales and Related AccountsZelalem HassenNo ratings yet
- Accounting For Material SolutionsDocument36 pagesAccounting For Material Solutionsdanish khan100% (1)
- Store Keeping and Clearing and ForwardingDocument10 pagesStore Keeping and Clearing and ForwardingSooraj PurushothamanNo ratings yet
- Auditing InventoriesDocument8 pagesAuditing Inventorieshabtamu tadesseNo ratings yet
- Managing MaterialsDocument15 pagesManaging MaterialsDavid DavidNo ratings yet
- Chapter 3Document7 pagesChapter 3Jarra AbdurahmanNo ratings yet
- JIT inventory system reduces costs through timely deliveryDocument9 pagesJIT inventory system reduces costs through timely deliverySigei LeonardNo ratings yet
- Inventory Control, Asset and Store Management and Distibution - ErickDocument30 pagesInventory Control, Asset and Store Management and Distibution - ErickBoard ArundaNo ratings yet
- SITXINV401 Control Stock - Student Guide WMDocument7 pagesSITXINV401 Control Stock - Student Guide WMOm LalchandaniNo ratings yet
- 4-Auditing 2 - Chapter FourDocument8 pages4-Auditing 2 - Chapter Foursamuel debebeNo ratings yet
- Chapter 2 Accounting For Materials: Review SummaryDocument15 pagesChapter 2 Accounting For Materials: Review SummaryGileah ZuasolaNo ratings yet
- Chapter 4 Audit of Inventory and CGSDocument9 pagesChapter 4 Audit of Inventory and CGSminichelNo ratings yet
- B.S.ABDURRAHMAN UNIVERSITY CRESCENT BUSINESS SCHOOL STORES MANAGEMENTDocument40 pagesB.S.ABDURRAHMAN UNIVERSITY CRESCENT BUSINESS SCHOOL STORES MANAGEMENTSashi RajNo ratings yet
- Procedure of Material Management SyestemDocument25 pagesProcedure of Material Management SyestemNitesh Bhura100% (1)
- Chapter 2 Material PDFDocument73 pagesChapter 2 Material PDFShwetaJainNo ratings yet
- Module 2 Materia Costing, Planning and ControlDocument18 pagesModule 2 Materia Costing, Planning and Controlazra khanNo ratings yet
- Aud ch4Document9 pagesAud ch4kitababekele26No ratings yet
- Periodic Inventory SystemDocument16 pagesPeriodic Inventory SystemSohel Bangi100% (1)
- MA & CA-Accounting For Materials-Class 1 & 2Document14 pagesMA & CA-Accounting For Materials-Class 1 & 2Rashfi RussellNo ratings yet
- TUMAINI UNIVERSITY DAR ES SALAAM COLLEGE ACCT313 COURSE TEST 1Document8 pagesTUMAINI UNIVERSITY DAR ES SALAAM COLLEGE ACCT313 COURSE TEST 1Helena Thomas75% (4)
- TOPIC FOUR: ISSUE AND DISPATCH PROCESSDocument23 pagesTOPIC FOUR: ISSUE AND DISPATCH PROCESSScott Tchaller100% (1)
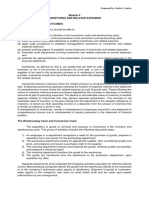
- Module 5 INVENTORIES AND RELATED EXPENSESDocument4 pagesModule 5 INVENTORIES AND RELATED EXPENSESNiño Mendoza MabatoNo ratings yet
- Stores Accounting & Stock VerificationDocument8 pagesStores Accounting & Stock VerificationDhanraj KumawatNo ratings yet
- Controlling and Costing MaterialsDocument70 pagesControlling and Costing Materialstotongop100% (1)
- Cut-Off For Inventory/Stocks RisksDocument4 pagesCut-Off For Inventory/Stocks RisksSultan RanaNo ratings yet
- Audit Procedure of InventoryDocument3 pagesAudit Procedure of Inventoryd_idayu87No ratings yet
- AssignmentPGPM 33Document15 pagesAssignmentPGPM 33Santosh Thakur100% (1)
- AA Chapter21Document28 pagesAA Chapter21Jia Hui PekNo ratings yet
- Unit 1, Topic 3 (Materials)Document14 pagesUnit 1, Topic 3 (Materials)Ana Marie AllamNo ratings yet
- From PC DirectDocument16 pagesFrom PC DirectNabirye ShakiraNo ratings yet
- Materi Minggu 8Document89 pagesMateri Minggu 8Zihan AbdullahNo ratings yet
- Activity in Module 5 AISDocument9 pagesActivity in Module 5 AISLovely Sheen AbisNo ratings yet
- Costs Involved in InventoryDocument41 pagesCosts Involved in InventoryTeena ChawlaNo ratings yet
- Direct Materials NotesDocument6 pagesDirect Materials NotesAizat HakimiNo ratings yet
- What Is The Definition of The Expenditure Cycle: Chapter 13Document8 pagesWhat Is The Definition of The Expenditure Cycle: Chapter 13Bunbun 221No ratings yet
- Conclusion: Purchasing Procedures For A Well-Run Purchasing DepartmentDocument7 pagesConclusion: Purchasing Procedures For A Well-Run Purchasing DepartmentABDELRHMAN ALINo ratings yet
- Internal Controls for Purchasing & Inventory ManagementDocument7 pagesInternal Controls for Purchasing & Inventory Managementtemedebere100% (2)
- 1) Answer: 13 Important Function of Purchasing Department of An OrganisationDocument21 pages1) Answer: 13 Important Function of Purchasing Department of An OrganisationBerihun EngdaNo ratings yet
- Expenditure CycleDocument5 pagesExpenditure Cyclengkqd29fsyNo ratings yet
- AnswersDocument13 pagesAnswersalexanderNo ratings yet
- After MidDocument15 pagesAfter MidDarshitNo ratings yet
- DPS 202 AssingmentDocument13 pagesDPS 202 AssingmentsharonNo ratings yet
- Purchasing Cycle: PurposeDocument4 pagesPurchasing Cycle: PurposeEtnadia SuhartonoNo ratings yet
- Review Questions for Accounting Information Systems Chapter 5Document2 pagesReview Questions for Accounting Information Systems Chapter 5Beny MoldogoNo ratings yet
- Chapter 21 Solutions ManualDocument28 pagesChapter 21 Solutions ManualDewiair100% (3)
- The Expenditure Cycle (Latest)Document4 pagesThe Expenditure Cycle (Latest)Ashiqur Ansary100% (1)
- Chapter Four-Auditing IIDocument9 pagesChapter Four-Auditing IIBantamkak FikaduNo ratings yet
- Rais12 IM CH13Document13 pagesRais12 IM CH13Alan OsorioNo ratings yet
- ACCTSYS Unit 4Document13 pagesACCTSYS Unit 4Finneth AchasNo ratings yet
- Module - Expenditure CycleDocument4 pagesModule - Expenditure CycleGANNLAUREN SIMANGANNo ratings yet
- Audit II 4newDocument22 pagesAudit II 4newTesfaye Megiso BegajoNo ratings yet
- SCM23Document11 pagesSCM23Ison PereiraNo ratings yet
- The Expenditure CycleDocument8 pagesThe Expenditure Cyclemoknetone100% (1)
- Procedure and Documentation in Supply Chain Management: Business strategy books, #1From EverandProcedure and Documentation in Supply Chain Management: Business strategy books, #1No ratings yet
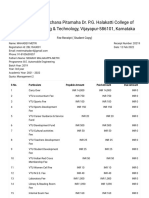
- Mahadev Fee2Document3 pagesMahadev Fee2Madu MetriNo ratings yet
- BLDEA Vachana Pitamaha Dr. P.G. Halakatti College of Engineering & Technology, Vijayapur-586101, KarnatakaDocument3 pagesBLDEA Vachana Pitamaha Dr. P.G. Halakatti College of Engineering & Technology, Vijayapur-586101, KarnatakaMadu MetriNo ratings yet
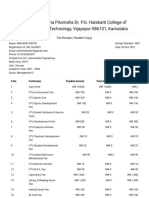
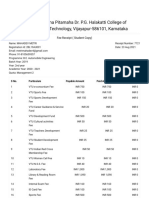
- Mahadev Fee1Document3 pagesMahadev Fee1Madu MetriNo ratings yet
- Mahadev Fee1Document3 pagesMahadev Fee1Madu MetriNo ratings yet
- Coll PollDocument3 pagesColl PollMadu MetriNo ratings yet
- Maharaja Institute Material Science Module 2 FailuresDocument50 pagesMaharaja Institute Material Science Module 2 FailuresMadu MetriNo ratings yet
- MIT Mysore Materials Science Module 5 Other MaterialsDocument29 pagesMIT Mysore Materials Science Module 5 Other MaterialsMadu MetriNo ratings yet
- Maharaja Institute Material Science Module 3 Heat TreatmentDocument24 pagesMaharaja Institute Material Science Module 3 Heat TreatmentMadu MetriNo ratings yet
- Suply Chain Management-4Document9 pagesSuply Chain Management-4Madu MetriNo ratings yet
- Crystal Structure Module for Materials ScienceDocument33 pagesCrystal Structure Module for Materials ScienceMadu MetriNo ratings yet
- Ms Mod4@Azdocuments - inDocument28 pagesMs Mod4@Azdocuments - inMadu MetriNo ratings yet
- New Doc 07-11-2022 11.17Document6 pagesNew Doc 07-11-2022 11.17Madu MetriNo ratings yet
- Mahadev ReportDocument17 pagesMahadev ReportMadu MetriNo ratings yet
- Mahadev JajajDocument3 pagesMahadev JajajMadu MetriNo ratings yet
- PCD Notes - Unit - 1Document15 pagesPCD Notes - Unit - 1Jaga DeesanNo ratings yet
- 20NCT2 1784 SampleDocument12 pages20NCT2 1784 Samplekimjohn dejesusNo ratings yet
- Remote Environment: - Concern The Nature and Direction of Economy in Which A Firm Operates - Types of FactorsDocument27 pagesRemote Environment: - Concern The Nature and Direction of Economy in Which A Firm Operates - Types of FactorsmikiyingNo ratings yet
- Final Investigative Report - MaSUDocument4 pagesFinal Investigative Report - MaSUinforumdocsNo ratings yet
- FINA2209 Financial Planning: Week 3: Indirect Investment and Performance MeasurementDocument43 pagesFINA2209 Financial Planning: Week 3: Indirect Investment and Performance MeasurementDylan AdrianNo ratings yet
- Engleza Cls A 11 A A VarDocument4 pagesEngleza Cls A 11 A A VarMariusEc0No ratings yet
- PharmacophoreDocument7 pagesPharmacophoresatheeshpharma6No ratings yet
- Tesco AnalysisDocument12 pagesTesco Analysisdanny_wch7990No ratings yet
- Hi Flow GroutDocument2 pagesHi Flow Groutpravi3434No ratings yet
- Unit 1Document176 pagesUnit 1kassahun meseleNo ratings yet
- Citroen C4 Picasso/Grand Picasso BilmetropolenDocument5 pagesCitroen C4 Picasso/Grand Picasso BilmetropolenAlberto Miglino100% (1)
- 9 Principles of Income Tax LawsDocument82 pages9 Principles of Income Tax LawsVyankatesh GotalkarNo ratings yet
- Forms of Hooke's Law: C C C C CDocument2 pagesForms of Hooke's Law: C C C C Cali dimaNo ratings yet
- Colloquium: A Learner-Centric View of Mobile Seamless Learning Lung-Hsiang WongDocument5 pagesColloquium: A Learner-Centric View of Mobile Seamless Learning Lung-Hsiang WongWayne LeungNo ratings yet
- Setup Manual 0if-Plus B-64647en - 01 - 01Document400 pagesSetup Manual 0if-Plus B-64647en - 01 - 01Aloisio Gonzaga100% (1)
- Quy Trình AgencyDocument4 pagesQuy Trình Agencyson nguyenNo ratings yet
- Modern Control Systems Linear Approximation Laplace TransformDocument3 pagesModern Control Systems Linear Approximation Laplace TransformramNo ratings yet
- Business Plan ForbesDocument4 pagesBusiness Plan ForbesMoiz AhmedNo ratings yet
- Es Q1 WK 3 Module Sep 12 16 2022Document42 pagesEs Q1 WK 3 Module Sep 12 16 2022Vinz AlilingNo ratings yet
- Free V Bucks Generator Vbucks1Document2 pagesFree V Bucks Generator Vbucks1Paula BoulesNo ratings yet
- Token Economics BookDocument81 pagesToken Economics BookNara E Aí100% (3)
- Guide Spec DX Air Outdoor Condensing Unit 2 2017Document5 pagesGuide Spec DX Air Outdoor Condensing Unit 2 2017JamesNo ratings yet
- SCL 3711Document2 pagesSCL 3711MikeNo ratings yet
- 4 AppleDocument9 pages4 AppleSam Peter GeorgieNo ratings yet
- Network Fundamentals - Chapter 4 Exam AnswersDocument4 pagesNetwork Fundamentals - Chapter 4 Exam AnswersBart AbraasNo ratings yet
- Draytek 2 Cisco VPNDocument8 pagesDraytek 2 Cisco VPNMarco ManzanoNo ratings yet
- Boiler Tube LeakageDocument20 pagesBoiler Tube LeakageSayan AichNo ratings yet
- 1978 Damage - To Rock Tunnels From Earthquake ShakingDocument18 pages1978 Damage - To Rock Tunnels From Earthquake Shakingofelix505100% (1)
- 2019Document164 pages2019Nguyễn Sơn CaNo ratings yet
- Web Browsing and Communication NotesDocument19 pagesWeb Browsing and Communication NotesRahul PandeyNo ratings yet