Professional Documents
Culture Documents
R H Tupkary Ironmaking
Uploaded by
Entertainment Gaming0 ratings0% found this document useful (0 votes)
389 views363 pagesvery good book
Original Title
492344534 R H Tupkary Ironmaking
Copyright
© © All Rights Reserved
Available Formats
PDF or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this Documentvery good book
Copyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
0 ratings0% found this document useful (0 votes)
389 views363 pagesR H Tupkary Ironmaking
Uploaded by
Entertainment Gamingvery good book
Copyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
You are on page 1of 363
Iron Making—Historical
1-1. Ancient lron Making
Although evidence of the use of iron is found in Egypt dating as
far back as 6000 years B.C. it is believed that these were the remains
of meteoric origin and not the product of smelting. In this connection it
is of interest to note that the word iron is derived from words meaning
something hard from the sky indicating that the ancients believed in
iron to be of extra-terrestrial origin.
The antiquity of iron has been the subject of considerable discus-
sion among pre-historians, archeologists, anthropologists and others.
The vedic hymns do have several reference to iron.The word ayas has
been interpreted by some to mean iron and it closely resembles eisen
which means iron in German.
It is most likely that iron, as a product of smelting, was first
found in ashes of a fire, set up by chance, near some outcrop of an iron
rich mineral. In the history of human civilization the intentional heat-
ing of iron mineral with charcoal heralded the beginning of iron ore
smelting or ironmaking and subsequently, its fabrication into imple-
ments and weapons marked the emergence of the Jron Age from the
prior Brone Age. It should also be noted that in ancient times the term
steel as distinct from iron was not known. Iron Age means in fact iron
and steel age in the modern sense of the term.
It may appear strange that although rich iron ores are widely
distributed and even readily and abundantly available as outcrops the
Tron Age followed the- Bronze Age much later. The anomaly can how-
ever be easily understopod by the study of metallurgy of iron vis-a-vis
copper. Being more nobler and having a lower melting point as com-
pared to iron it is easier to smelt copper ore than iron ore, producing, a
malleable product. Smelting of an iron ore to produce a malleable
product developed later. This product which is now known as wrought
iron did not attract enough attention until it was realised that repeated
heating, in contact with charcoal, and hammering, followied by quench-
Scanned with CamScanner
2 MODERN IRON MAKING
ing hardened the metal to an extent very much superior to brone.
Ironmaking flourished rapidly thereafter. t
India's most notable achievement in ancient metallurgy has been
in the field of iron and steel and the products were renowned all over
the then civilized world?. ‘A concise History of Science in India’ by'the
Indian National Academy, gives details of the metallurgical develop-
ments in the pre-historic and classical periods. Similarly N.R. Banerjee's
"The Iron. Age in India’ mainly deals with the archeological studies per-
taining to the production of iron and its related processing. These his-
torical records indicate a highly developed iron culture in India for more
than 3000 years old, producing wootz—the oldest steel. The records of
the period earlier to 3000 years is however lost in antiquity.
‘The Ashok Iron Pillar near Kutub-Minar in Delhi is nearly 1500
years old. It is nearly 7 m tall and weighs nearly 7 tonnes. The diam-
eter is 41 cm at the bottom and 30 cm at the top. It is considered to be
a metallurgical wonder and stand& as the prestigeous monument to
the skill and craftsmanship of the early metallurgist in India. It has
been a challange to metallurgists all over the world ‘as to how it was
made and why it has stood the ravages of atmospheric corrosion for
over fifteen centuries}. Similarly the iron.pillars of Mandu, near Dhar
and Mount Abu, in Rajasthan and, the iron pillars of the famous sun
temple at Konark, Orissa are yet other important monuments of early
Indian metallurgists.
The art of smelting iron ore passed on from generation to gen-
eration in the typical Indian verbal style observing meticulously all the
finer details as laid down carlier. This tradition still continues in the
tribal regions of some of the provinces in India. For further details the
readers should refer ‘Iron in Ancient India® by P. Neogi or Iron Ores,
Iron and Steel’ by M.S. Krishnan (G.S.I. Bulletin No.9) which describes
the indigeneous processes of making iron and steel in different parts of
India. There is a documentary film by Government of India on
ironmaking by the tribles of Koraput district of Orissa.
The primitive ironmaking involved construction of a furnace
using stone and clay. Its-operation. consisted of charging a mixture of
ore and charcoal and, after initial ignition blowing of air through the
charge continuously until the operation was over. A simple, inexpen-
sive and easy to work with furnace passed successively through
various stages of developments which finally culminated into a giant
modern blast furnace complex and expensive operation using computor
control over all the related activities. This however. simultaneously in-
creased the production rate from merely a few kilograms to several
thousand tonnes of molten iron per ‘day per furnace.
Scanned with CamScanner
IRON MAKING—HISTORICAL 3
1-2. Historical Ironmaking Processes
Study of inronmaking would be incomplete without understand-
ing the successive stage of developments in ironmaking technology over
the few hundred years in general and in the last few decades in
particular.
The primitive iron smelter constructed his smelting furnace
either against a hillock or as bow] in the ground using clay and stones.
Remains of the bow] design have been discovered dating around 400
B.C. Charcoal was used as a fuel and natural draught supplied the
blast for burning the fuel. Oxygen of the blast burned the charcoal to
produce heat and the carbon monoxide that was generated reduced the
iron oxide to iron. The size of such a primitive furnace was nearly 30-60
cm in dia and nearly 50-60 cm deep bow] producing a spongy mass of
iron weighing 1-3 kgs. The product was called a bloom and the place of
production as bloomery in Europe.
Once it was realised that the poor yield was due to the short time
of contact of carbon monoxide with the ore it led to the construction of
a shaft above the bowl. The increased height allowed longer contact of
ore with the reducing gases and a higher recovery of iron was achieved.
Such a furnace was constructed, with respect to the wind direction, in
such a way that it operated on natural draught, with an opening pro-
vided at the bottom of the furnace to admit air in and the exhaust gases
to escape from the open top. Later the natural draught was replaced by
forced air blast generated by the use of crude bellows made from
animal hides. The designs persisted until the thirteen century.
The next development took place in the thirteen century in the
Spanish province of Catlonia for increasing the production rate and
decreasing the fuel consumption. The smelting unit came to be known
as Catalan Forge. The air bellow was replaced by a falling water device
known as trompe to force air blast through the furnace. A pair of trompes
was used for each furnace to keep an uninterrupted supply of blast to
the furnace. In such a furnace about 0-5 t of 40-50% iron ore yielded
about 100 kg of metal consuming nearly 1-5+ of charcoal and the opera-
tion occupying nearly 12 hours.
In Europe as the demand for iron grew the size of the Catalan
furnace progressively increased resulting in the evolution of the Ger-
man stukofen as shown in Fig: 1-1. This is considered to be the progeni-
tor of the modern blast furnace. It was about 3-0—4-5 m in height, built
of stone and clay and having a round or a rectangular cross-section. Air
blast was supplied through two tuyeres by water-driven bellows and a
false door was provided for the extraction of the blooms. Output of such
a furnace was about 45-50 t per annum.
Scanned with CamScanner
4 MODERN IRON MAKING
In the course of development using more dense charcoal, increased
height of the furnace and maximum blast pressure eventually resulted
in the generation of adequate temperature in the furnace such that the
product was molten iron which flowed out from the furnace, as distinct
from the slag impregnated blooms obtained from the earlier furnaces.
The product, on solidification, was not malleable but it was soon
realised that it could be cast into useful shapes. This perhaps is the
origin of foundry.
Ss
SSS
Fig. 1-1. Stukofen—The progenitor of the modern blast furnace.
The product of Stukofen was run into a series of parallel chan-
nels, where it cooled-and solidified, somewhat distantly resembling a
nursing litter of pigs. This is how the term pig iron originated for the
metallic product from an iron ore smelting furnace and it continues
even today. The pig iron, after solidfication, was broken up, remelted
and used for the production of castings. Thus cast iron was discovered.
Once the product was obtained in molten condition the furnace
operation could be made continuous by charging the material from the
open top and tapping the liquid product from the bottom without inter-
ruption. A simple and inexpensive process was thus superseded by a
complex process to inerease the production rate and the same spirit
Scanned with CamScanner
IRON MAKING—HISTORICAL 5
continues to dominate this field even today. The data relevant to these
different types of the furnaces are given in Table I-1.
TABLE I-1
Weight of Fuel Recovery Production
iron per cocnsumption % t/week
smelting % of the ore
operation
(kgs)
Blooming hearth 60—70 450 20 0-03—0-15
Catalan Forge 140—160 360 31 0-5—0-7
Stukofen 300—900 250 40 1-0—3-0
The solidified product of Stukofen i.e. pig iron was not workable
in contrast te the malleable bloom secured from the blooming hearth
and the Catalan Forge. The Stukofen therefore could not replace the
earlier iron ore smelting processes until the development of puddling
process by Cort in 1784 for conversion of iron into a malleable
wrought iron.
1-3. Developments that led to Modern Ironmaking
After the successful adoption of blast furnace for ironmaking in
the fifteenth century the process continued to be adopted at an increas-
ing number of places for nearly 200 years without any significant
changes in its design and practice. Charcoal was universally used in
those days as a fuel although it suffered from some disadvantages.
Because of its friable nature charcoal as a fuel imposed severe limita-
tions on the height of the furnace shaft. This resulted in restricting the
size of the furnace and consequently its production rate. Charcoal was
also expensive since the conversion of wood to charcoal itself accounted
for nearly half of the total operatimg cost. The enormous amount of
forest wood that was being consumed for this purpose finally led to the
imposition of restrictive legislation on wood burning for charcoal.
These reasons forced the rion smelters to look for an laternative
to charcoal and obviously attention was forcussed on to coal which was
far more widely available. Although the sulphur content of coal had
earlier prevented its use in bloomeries fresh endeavours had to be
started to find a way out of the sulphur problem ; presence of sulphur
makes iron brittle during hot working. Another major difficulty was
how to produce air blast at pressures capable of penetrating a column
of material 6-8 m in height with water-powered bellows ? After several
Scanned with CamScanner
6 i MODERN IRON MAKING
abortive attempts Dud Dudley successfully smelted iron ore with coal
at the iron works in Worcestor in 1621.
1-3-1. Coke Furnace
Areal breakthrough however had to wait until the advent of ‘coked
coal’ with good strength and cellular structure. Abraham Darby
successsfully smelted iron ore with coked coal, that is coke as is now
called, in 1709. His success was mainly due to the employment of a
large furnace and a powerful blast to cause ignition of the coke. This
was made possible by the invention of steam engine by James Watt
and its ingeneous adoption by John Wilkinson for producing a powerful
blast. Being sufficiently strong, the use of coke permitted construction
of much bigger furnaces for it could stand much taller overlying burden
in the furnace. With its open cellular structure penetration of blast for
efficient combustion could also be achieved.
_1-3-2. Exhaust Gas Utilization
Until the middle of the previous century the furnaces were open
at the top and the waste gases used to burn at the top on their coming
in contact with atmospheric air. In 1845 Bunsen and Playfair demon-
strated the enormous wastage of heat in allowing the gases to burn at
the top. They also concluded that these gases could be conducted
elsewhere without in any way-interfering with the furnace operation
for. burning of lime or brick kilns.
The effective use of gas was however far from easy since it con-
tained high amount of dust. The enlargement of the down-comer in the
beginning served as a dust catcher and the gas thus cleaned could be
used for preheating purposes with some difficulties.
1-3-3. Hot Blast Generation
Several important discoveries, which led to improvement in ther-
mal efficiency of the blast furnace, were made in the first half of the
previous century. The observation that blast furnace output was better
in winter months than in summer was quite erroneously attributed to
its lower temperature in winter months than in summer. Neilson, a
Scotish engineer, however conceived correctly in 1829 that the thermal
efficiency of a blast furnace could be improved by using a preheated
blast. Cast iron pipes were used to preheat the blast. The mechanical
ingenuity of Cowper in 1857 finally led to the development of a stove to
preheat the blast. The hot waste gases from the furnace-top were drawn,
off to preheat the stove checker bricks, which in turn heated the blast
later. This led to a very large saving in fuel consumption. The most
modern blast furnace stove has still several of the features originally
developed by Cowper himself.
Scanned with CamScanner
IRON MAKING—HISTORICAL 7
A minimum of three stoves, preferably four, one of which is on
the blast while the others are being heated up, are attached to a mod-
ern blast furnace. The clean gas lends itself to effective untilization
and this contributes in no small measusre to the economy-of blast
furnance operation.
The successful adoption of Cowper stove for a blast furnace was
possible mainly due to the development of cone and bell (or cup and
cone) charging arrangement in 1850. In this a conical hopper was fitted
on the furnace top. The hopper was closed or opened for charging by
the bell. The exhaust gases could thus be carried through pipes to wher-
ever required. The single bell design was later on improved to a
double bell arrangement which continues to be used even today.
1.3.4. Blast Furnace Gas Cleaning
‘The use of Cowper stove for preheating the air blast necessitated
the blast furnace exhaust gases to be thoroughly cleaned to avoid the
dust contained in the gas from clotting the checker work in the stove.
This led to the addition of an elaborate gas cleaning system to the blast
furnace complex.” .
In the beginning the coarse particles in the exhaust gases were
removed by passing the gases through a large brick lined chamber in
which.the velocity of the gases was reduced to allow their settling. This
has now been developed into the dust-catcher. The finer particles which
still remained in the ‘gas were removed in wet scrubbers wherein the
gas was subjected to water sprays. Obstruction to the upward flow of
gases by means of baffles ensured intimate contact of gas and water.
The use of scrubbers could decrease the dust to a level of few grains per
cubic meter. The cleanliness had to be improved still further in order to
ensure smooth stove operation without clotting. The electrostatic
precipitator was developed for this purpose by F.G. Cotrell in the early
part of the present century.
| An. assembly of dust catcher, scrubber and an electrostatic
precipitator forms the gas cleaning system even in the modern blast
-furnace plants.
1-3.5. Charging Devices
The blast furnace could not have inerecsed its production rate
but for the parallel developments in mechanical methods for handling
of raw materials and the products of the furnace. By 1870 vertical hoits
were used to lift the charge barrows to the furnace top where they were
wheeled on to the-edge and the contents were dumped on to the bell.
The job at the furnace top and pig casting bed had then been described
as “tasks beyond human endurance”. In 1883 skip hoist was intro-
duced on the famous Lucy furnace near Pittsburg. The bucket hoist
Scanned with CamScanner
8 . MODERN IRON MAKING
also came into vogue in Germany around the same time. It was nota
difficult matter to obtain the desired uniform distribution of the charge
by manual charging. The mechanical charging however gave rise to a
serious problem of distribution of charge in the furnace, a factor so
vital to the smooth running of any furnace. The mechanical charging
therefore led to the development of Brown, Neeland, and Mckee distri-
bution systems to. distribute the charge more evenly in the, furnace.
Although the distribution systems continue to improve in their design
the principles are essentially the same.
The mechanical charging led to the development-of stock bins,
the high line and increasing level of automation in charging and weigh-
ing, so much so that in a modern furnace these operations are carried
out nearly fully automatically.
By the beginning of the present century daily production of an
individual furnace had reached nearly 100 tonnes of pig iron per day.
Such a furnace required nearly a tone of air blast per minute i.e. nearly
1000 m3/min at atmospheric pressure. This was possible only by using
centrifugal fan blower for it could only force such a large volume of
blast across the resistance offered by the stove, the tuyers, the charge,
ete. A 100 t/day furnace required nearly 200 t of ore, 100 t of coke, 50 t
of limestone, etc. to be charged in the furnace daily. The eariler bucket
charging arrangement had to be dispensed with to make way for a two-
skiphoist charging arrangement.
1-2-6. Pig Casting Machine
Until towards the end of the last century the liquid pig iron was
cast in sand bed. The furnace was generally tapped once every eight
hours and this allowed enough time for solidification, removal of solid
pigs and preparation of the cast house for the next tapping. As the
capacity of the furnace increased the amount of metal tapped at any
time and the frequency of tapping increased and, in consequence the
casting operation became too arduous and costly to be carried out manu-
ally. Pig casting machine was therefore invented in 1894 by Uehling to
expedite and mechanise the casting operation. The introduction of ba-
sic open hearth hot-metal practice around the same time for conver-
sion of molten iron into steel required the metal to be kept in stock and
for which the mixer was developed. This thus eliminated much of the
casting operation and only the foundry grade pig iron required pig cast-
ing machine. +,, :
1-4, Modern Ironmaking
The general outline of the modern blast furnace including its
accessories like the stove, the gas cleaning sytem, the raw material
storage facilities, charging system, etc. had been developed by the
beginning of the present.century. The increase in production rate by
Scanned with CamScanner
IRON MAKING—HISTORICAL 9
this time had been m: ein the size of the furnace
rather than due to any other significant innovation and changes in the
furnace design and its operation.
The works of Carnot, Clapeyron, Clausius, Helmohltz, Gibbs, Stir-
ling and several others led t6 the establishment of the science of
Physical sciences and having a remarkable mechanical ingenuity
Bessemer, Kelly, Thomas, Siemens brothers, Martin, Heroult and sev-
eral other could set the pace of large scale steelmaking by the end of
the previous century. The advent of twentieth century marked the
beginning of systematic investigations towards understanding of the
physico-chemical - principles underlying the iron and steelmaking
processes. The blast furnace operation underwent several modifications
in its design and practice in the light of this understanding. The advan-
tages of using screened raw materials, particularly sized ore and coke,
became quite apparent. The agglomeration of ore fines as sinter or
pellets proved as an economic burden in spite of the additional process-
ing cost involved in these operations. These changes in the quality of
burden resulted in a considerable increase in production rates from the
same furnaces.
The pace for developing the blast furnace operation to improve
its production rate and decrease the fuel consumption, in particular
that of coke, was set during and after the second world war. The use of
fluxed and superfluxed sinter and/or pellets proved to be technically
feasible and qualitatively a better burden than the sized ore or unfluxed
agglomerate. Blast furnaces are now generally operated with at least
some proportion of sinter and/or pellets. The proportion of sinter and/
or pellets has been progressively increased since 1950's so much so
that in some of the most modern Japanese furnaces the enitre ore charge
is in the form of sinter and/or pellets.
The use of oxygen enriched blast and humidified blast is increas-
ingly being used and is soon to become a common practice. Similarly
blast furnaces are now being operated under high top pressure to the
tune of 2-0-2.5 kg/cm? gauge.
Since the second world war, in order to maintain the increasing
rate of production, good quality coking coal has become scarce and there-
fore a costly commodity in relation to its consumption. Since coke serves
two functions viz. a heat producer and a reducing agent, attempts are
underway to substitute at least a part of the coke requirement by other
available fuels. Various liquid, gaseous and fluidised fuels have been
successfully injected through the tuyeres to substitute as much of the
coke requirement as is possible without impairing in any way the pro-
Scanned with CamScanner
10 MODERN IRON MAKING
duction rate. All these attempts along with other innovations and modi-
fications in furnace design and operation have borne fruits and the
coke rate has been brought down to an average of 0-7 t/t of pig iron
produced with lowest value of 0-4—0-5 t/t in some of the most modern
Japanese furnaces. It may be of interest to recall here that the coke
consumption was nearly 2-5—3-0 t/t of iron production nearly a century
ago and about 0-9-1-1 t/t of iron around 1950. The present low coke
rate value therefore is in itself a substantial single achievement in the
development of the blast furnace technology.
15. Alternative Methods of Iron Production
! Coking coal is a valuable and scarce commodity on which smelt-
ing of iron ore in a blast furnace inescapably depends. The availability
of the right type of coking coal is the chief obstacle for installation of
the economic size of blast.furnace which are becoming bigger and big-
ger. Attempts have therefore been made to establish alternative proc-
esses of ironmaking bypassing the traditional route of blast furnace:
These methods fall in three different categories :
‘Use of an electric arc furnace to minimise the requirement of
coke which is then needed mainly as a reduci ent and not
ag a fuel.
obs shaft furnace such that poorer quality coke or even
c
could be used.
roduction of spong iron using gaseous or cheap and abun-
dantly available solid reductants.
The Tysland-Hole electric furnace for iron ore smelting was
introduced in.early 1930's in the Scandinayian countries where cheap
electric power was available and no coking coal reserves were present.
This led to the development of the modern submerged electric arc fur-
nace and which is commonly used. now for smelting of iron ores.
The low shaft furnace was developed during the second world
war in Germany and was extensively used. Although it continues to be
used in Germany it has not found much applicablity elsewhere. -
A number of different techniques for direct reduction of iron ore
have been developed over the last one hundred years since this idea
was first put forth in 1873 in England. The Wiberg and the Hoganas
processes were successful in Sweden solely due to the peculiar local
conditions. The first viable direct reduction operation that attracted
widespread interest was the HyL plant established in Mexio in 1954.
Several other processes employing either a vertical shaft or an inclined
rotating kiln have since been developed for the production of sponge
Scanned with CamScanner
IRON MAKING—AISTORICAL di
iron. In all these processes the iron ore is reduced in solid state thereby
producing a honeycomb type porous structure commonly known as
sponge iron or pre-reduced iron or directly réduced iron or in short DR
iron. The processes for the production of these are often called as DR
processes.
The technology has now reached a level where direct reduction
and electric are furnace steelmaking complex could very well compete
with the traditional established route of blast furnace and oxygen
steelmaking under certain conditions and in this respect the future of
this technology appears to be bright.
16. History of Ironmaking in India
From the pre-historic times the tradition ofiron and steelmaking
continued uniterrupted until the last century in India. The swords, the
daggers and such other articles belonging to the various periods of his-
tory bear testimony to the skill of iron workers in India. The tradi-
tional ironmaking throughout the ages more or less consisted of pro-
ducing the pasty and malleable iron bloom which was later worked to
produce wrought iron and therefrom the steel by the process now called
cementation. Molten iron was not obtained until the end of the previ-
ous century.
The first recorded effort for producing molten iron in modern times
is that of Motte and Farquhar in 1779 in Birbhum. They were unsuc-
cessful. The credit of establishing first iron works go to Josiah Marshall
Heath, a civil servant in East India Co. around 1830. He brought in
knowhow as well as workmen from England and constructed the fur-
maces at Porto Novo on the south coast of Madras. These were charcoal
furnaces and used sea shell as flux. It is a fact that his blowing engines
were bullock-driven. He produced excellent quality of iron but at pro-
hibitive cost. It was therefore closed in 1854. Many such attempts were
made but proved abortive for they relied on charcoal as a fuel and they
also lacked in technical knowhow. The ruins of later attempts in Chota
Nagpur still stand today as monuments of their misguided
efforts.
The pioneering efforts to make iron using coke led to the
establishement of Bengal Iron Works at Kulti in 1870. The blast fur-
paces were commissioned in 1875. The charge was ore and coke made
rom Jharia coals.-The furnace individually had a capacity of 20 t/day.
It was a open top furnace and the iron produced had an average compo-
Sition as follows :
C-2.84%, Mn-0.97%, Si-1-13%, P-0:36% and S—0-12%.
Scanned with CamScanner
12 MODERN [RON MAKING
This establishment suffered many reverses and the undertaking
passed successively into the hands of Bengal Iron and Steel Co. and
then in the hands of the Indian Iron and Steel Co.
These efforts however inspired Jamshedji Tata whose efforts,
against many odds, finally culminated in the establishment of an inte-
erated steel plant in the town now named after him. This is the Tata
Iron and Steel Co. (TISCO for short), Jamshedpur, established in 1908
and it started production
“Phe Indian Iron and Steel Co. was started in 1918 at Hirapur
near Assansol for the production of pig iron aloné-In-1936%t acquired
the Bengal Iron and Steel Co. and in 1953 both were amalgamated into
an integrated steel plant now known as the Indian Iron and Steel Co.
(ISCO for short) at Burnpur. In 1974 it was taken over by the then
Hindustan Steel Ltd., a Government of India undertaking.
Mysore Iron and Steel works at Bhadravati (Karnataka) now
named as the Visvesvaraya Iron and Steel Ltd. (VISL for short) was
started in 1918 with a small charcoal blast furnace of 60 Uday capacity
t& produce 20,000 t cf pig iron per annum. The capacity was later on
increased to 100 t/day. In 1936 it was converted into an integrated steel
plant. In 1952 one electric arc furnace of 100 t/day capcity was installed
for pigiron production and later on two more furnaces of each 200 Uday
capacity were added to it. The charcoal blast furnace was dismantled
finally to make way for electric smelting only.
Real development in iron and steel production began with the
onset of Second Five Year Plan by the Government of India emphasis-
ing the need to rapidly industrialise the country for its onward march
towards progress. Steel production for next few five year plans were
worked out. The then existing steel plants were asked to expand as
follows :
Steel Plant Existing Expansion to
Capacity, Mt Me
TISCO 1-00 2.00
1IScO 0.35 1-00
Vist 0-06 0-15
Since it was not possible to invest large sums required for set-
ting up of steel plants on private level, Government of India set up
‘Hindusthan Steel Pvt. Lid.' wholly owned by the Government to in-
stall new steel plants. The Five Year Plans had envisaged to set up
three stec! plants initially at Rourkela. Bhilai and Durgrapur and later
at Bokaro, Vishakhapatanam, Hospet and Salem. Accordingly in the
Scanned with CamScanner
IRON MAKING—HISTORICAL 13
Second Plan, during 1955-60 period steel plants were set up as
follows :
Initial Expanded Present
Steel Plant Collaborators Capacity capacity Me
Mt Mt
Rourkela (RSP) German 10 1-8 1-8
Bhilai (BSP) Russian 1-0 26 40
Durgapur (DSP) _ British 1-0 1-6 18
(Added in Fourth Five Year Plan)
Bokaro (BSL) Russian 1-7 4-0 4-0
(Added in Sixth Five Year Plan)
Bokaro Plant was to be set up in 1960-65 but could not be commenced
because of shortage of finance and it was set up in 1965-70 and it started
production in 1973.
Tm the 1060's the name of Hindusthan Steel was changed to
‘Hindusthan Steel Ltd.’ In the early 1970's the Government of India
set up a central agency, a holding company, called ‘Steel Authority of
India Ltd. (SAIL for short) to control, supervise, develop the iron and
steel industry and all its related activities in order to make India more
self reliant. The above metioned steel plants came under its direct
supervision. .
From mid 1980's Government policies changed towards liberali-
sation rather than central control. Accordingly the Vishakhapatanam
Steel Plant was set up under an independent authority as Rashtriya
Ispat Nigam (Vizag) Ltd. Similarly sponge iron making plants were
allowed to be set up in private sector and soon integrated steel plants
based on sponge iron were set up in private sector.
The beginning of 1990's witnessed total decontrol of steel pro-
duction and accordingly several integrated steel plants were either set
up or are being set up presently in private sector. These include both,
blast furnace based as well as sponge iron based plants. The important
ones include Tata Steel's and L and T's plants at Gopalpur, MESCo at
Daitary (iron production has already commenced), Mid East, Malvika
Steels, Usha Ispat, Neelanchal Ispat, Rajinder Steels, and so on.
Besides the three electric sub-merged arc furnaces for ironmaking
at VISL, one electric furnace was commissioned in the private sector at
Sandur, Bellary District of Karnataka for the production of merchant
iron only. The biggest submerged arc furnace for iron production was
set up in public sector in Maharashtra at Chandrapur with 33 MVA
Scanned with CamScanner
ad MODERN IRON MAKING
rating to produce 200 t of iron per day in the late 1970's. It has however
been switched over to ferro-manganese production.
Three small shaft furnaces, resembling a blast furnace, produce
iron at Barbil in Orissa. It is run by the Kalinga Iron Works Ltd. in
private sector. These are not truely low shaft furnaces in the usual
sense of the term. They use nut size coke which is screened off before
charging coke in a normal blast furnace at the integrated steel plants.
By employing a shorter shaft this size coke is adequate for smelting
iron ore. The economics of this process can be debated for its universal
application, since this is an exceptional instance of success due to the
peculiar local conditions.
A nearly similar small blast furnace (SBF) has also commenced
iron production near Raipur.
‘These small merchant iron plants have B.F. with useful volume
below 250 m® and produce 1-5—2-0 t/m%/day with 650-900 kg of coke
consumption per tonne hot metal. They may use imported coke, bee-
hive coke and nut size coke from nearby integrated plants. The net
shortfall in pig iron in the local market might keep these small blast
furnaces going for the time being. -
During the Second Plan period the investment level for steel plant
installation was about 150 crores of rupees for a one million tonne plant.
The present level is about 7500 crores of rupees for a three million
tonne plant. The gestation period is around five years. As compared to
this the MBF's require nearly 130-150 Crores of rupees for a merchant
iron producing unit and may take a year or so to install and start pro-
duction.
L-7.: Conclusions ‘
The blast furnace has now become synoymous with extraction of
iron, although it is also used for the extraction of metals like lead,
copper, etc. The modern blast furnace process is the consummation of
accumulated experience and developments over several centuries, if
not millenia. The dominant role of blast furnace in the production of
iron shall be obvious from the share of different processes in the global
output as under : :
Years
1985 1995 2000
Blast furnace..... 98% = 90% B5%
DRI processes. 1-5% = 10% = 15%
Electric smelting ... 0-5% 0-3% 0-3%
Other processes— negligible
* In India the DRI process contribution in iron production may be
around 15-20% and is on the increase.
Scanned with CamScanner
“Modern Blast Furnace Plant
and Process
_ > Modern blast furnace plant consists of the following important
sections :_-* ,
wi Blast furnace proper
-2-~ Hot blast supply equipments
_3-~ Gas cleaning system and gas storage
aw material storage and handling
S-—Liquid products disposal
_6.-Process control equipments.
The schematic arrangement of the various sections in a modern
blast furnace plant is shown in Fig. 2-1. A typical lay-out of the blast
furnace plant is shown in Fig. 2-2. -
BLEEDER
ane
lS
: ocus
ore erivse 4 sive
fe ey Ve
#
as
Bier He |e Ws
= {2 70 cas
RAW MATERIAL ale (Lg gl 2/7 ROLDER
3 - 5 To onER
a 132 eS esp ‘STOVES
2 ies 8
3 2: : __ (Fronse
5] 0 PILLARS j BLOWERS
FOUNDATION =] SLAG SIDE > ANE
oe <
:
Fig. 2-1. Schematic arrangement for various sections of a blast furnace plant.
Scanned with CamScanner
16 MODERN IRON MAKING
2-1. Modern Balst Furance
A modern blast furnace is nearly a 30 m (about 100 feet)_tall
welded plate construction with a circular cross section of varying sizes
at different levels. The cross-sectional area increases from the top or
throat downwards, a maximum being at the bosh level (mantle) and it
decreases thereefter. The structure essentially consists of the founda-
tion, the hearth, the bosh, the mantle and columns, the stack, the raw
material hauling and charging facilities and the top as shown in Fig.
2-1. A typical set of dimensions of a furnace producing 2000 t of pig iron
per day and with an effective inner volume in the range of around 2000
m8 is shown below :
Hearth dia
Bosh dia
Hearth height
8-9 m (26-28 ft)
9-10 m (28-30 ft)
3-3-5 m ( 10-12 ft)
S—4 m (10-14 ft)
5-5-6-5 m (19-22 ft)
18-20 m (60-65 ft)]
Bosh height
Stcokline dia (throat).
Strack height
Total overall
Useful height
Working height
(tuyere line to throat)
30-32 m (=100 ft)
21-24 m (70-80 ft)
13-1600 m3
(4565000 £t3)
one in twelve.
Total useful volume
Strack batter
2-1-1. Furnace Details
Foundations. It is a massive steel reinforced concrete mass
partially embedded below the ground level. It should be sufficiently
strong to stand the loaded furnace weight, which may be as much as
10,000 t for a 2000 t/day furnace. It may be about 15 m in dia and 6-8
m thick upon which is placed the furnace bottom a consisting. of about
4-5 m thick of fire bricks.
Hearth. It is a receptacle to collect the liquid slag and metal
and is also referred to'as a crucible. The old practice of using fire bricks
for hearth construction is almost universally replaced by carbon blocks.
Water cooled copper or steel plates are laid in the side walls to portect
the lining. The carbon wall may be more than a meter of uniform
thickness or a stadium-type construction. In_the hearth wall are
located a tap hole for iron, 12-15 cm in dia and about 0-3-0:6'm abo
Scanned with CamScanner
17
‘quod eoeuny 48e]q uxapou v yo mnodey 2g “Ag
NIV SYD NVINI
SY3MOL
ONY
SdWnd
UaLva.
SNI8-"3NI1-HOIH
QU¥A 3Y0
MODERN BLAST FURNACE PLANT AND PROCESS
Scanned with CamScanner
18 - MODERN IRON MAKING
the hearth bottom level, and a slag notch 1-2-1-6 m above the iron tap
hole level, but staggered through a right angle in the horizontal plane.
These holes are closed with clay when not in use and are opened for
tapping slag and metal as and when necessary. At the top level of the
hearth are located tuyeres uniformly distributed over the entire cross-
section.
Bosh. The top of the bosh has the maximum dia of the furnace
and it is the zone of intense heat. It is a stadium-type (bricks stacked
cut) construction with steel reinforcement. Water cooled copper or steel
plates are inserted at regular intervals in the furnace lining in this
zone to effect protection against high témiperature. The intensive cool-
ing of a thin walled bosh forms a layer of solidified Slag mixed graphite
on the lining which in reality protects the brickwork from molten (métal)
and slag.
Mantle and Columns. The furnace structure above the bosh
level is supported_on a heavily braced steel ring encircling the furnace
at the top of the bosh. This is called the mantle which is supported by
uniformly spaced upright heavy columns, which are firmly anchored in
the concrete foundation. at the bottom.
Stack. It is a frustum of a huge cone mounted on the mantle
and extends to the top of the furnace. The furnace top, that is the bell,
the charging arrangement, the gas off-takes, etc. are mounted on top of
the stack. The stack is welded steel plate construction lined from in-
side to a thickness of about a meter of hard firebricks. Flat water cooled
plates are inserted in the lower part of the stack lining. The top m
height, which is the stockline, is protected from abrasion Be oP roe the
falling charge by providing armour plates on the inner sufrace of the
lining. s
‘Tuyere and Bustle Pipe. Immediately above the hearth are
located the tuyeres through which hot air blast is -blown for fuel com-
bustion see Fig. 11-10. The number of tyeres vary with the size of the
furnace.. Usually it is any even number between 10—20 and are uni-
formly spaced all over the periphery.
Air from hot blast stoves is supplied to a huge circular pipe encir-
cling the furnace at the bosh level., This is called the bustle pipe. The
ndividual tuyeres are connected to the bustle pipe which, by. virtue of
its enormous size, equalises the pressure of the blast at all the tuyeres.
[tis in fact its very purpose.
Bell and Hopper. A bell and hopper or the cup and cone
arrangement, as is called, is commonly used on blast furnaces for charg-
ing the solid charge see Fig. 5-5. Inspite.uf developments of newer
Scanned with CamScanner
MODERN BLAST FURNACE PLANT AND PROCESS: 19
designs the two bell arrangement still -continues to be in use even now
for charging on the existing furnaces. For the new blast furances the
bell-less charging system is being preferred. The double bell arrange-
ment ensures that charging continues without the exhaust gas leaking
out of the furnace. Furnaces provided with high top pressure have ne-
cessitated introduction of several complex seals in the charging arrange-
ment.
Off-takes. There are four exhaust pipes which are connected to
the furnace top evenly at four points. These rise vertigally up above the
furnace top and then join to a bigger single pipe known as the downcomer
‘which delivers the gas to the gas cleaning system i.e. dust catcher.
2-2. Hot Blast Stove
Air blast is preheated to a temperature of 700—=1300°C in Cowper
regenerator stoves. A set of three or four regenerators is provided for
each furnace. The stove is about 6—9 m in dia and 3035 m in height.
Special thin walled bricks are used to construct the checker work in
the stove. During working one stove is ‘on-blast’, heating it, while the
remaining two or three are ‘on-gas that is getting themselves heated”
by Burning the cleaned blast furnace gas. The eaflier stove had nearly
5000 m2 as the checker surface area for heat exchange but the modern
one may have about five times this much. The thermal officiency of
such a stove is around 80—90%. Several valves are provided on the
“Stove assembly té carry out the changeover from gas to air and vice
versa smoothly.
+ Steam driven centrifugal blowers are generally employed to
supply blast at a uniform rate to the furnace. These are located in the
blower house near the furnace.
2.2. Gas Cleaning. \
‘The blast furnace gas is cleaned thoroughly before being used as
a fuel. The downcomer opens up in a dust catcher where coarse parti-
cles contained in the gas settle down by virtue of the change in their
direction of flow. The coarse cleaned gas then passes through wet or
dry scrubbers and electrastatic precipitators. Nearly 25% of the gas
obtained from the furnace is consumed in the stove for producing hot
preheated blast. The remaining nearly 75% of the gas is consumed
eleswhere inthe plant. This is known as BF gas. A gas holder may be
provided to store the surplus gas.
2-4. Raw Materials Storage and Handling
‘To produce one tonne of pig iron nearly three tonnes of solid charge
materials are charged in the furnace. It means that the furnace pr
Scanned with CamScanner
\
20 2 MODERN IRON MAKING
ducing 2000 t of pig iron per day would need nearly 6000 t of solid
charge-materials per day. The successful operation of such a furnace
therefore is firstly a function of regular supply of these raw materials
to the furnace on sucha large scale. A sufficiently large and readily
available reserve stock of these raw materials at the furnace site is
essential to avoid any interruption in the production. Equally large
storage facilities in the form of ore yard and storage bins are therefore
always provided in a blast furnace plant for these materials. Facilities
for unloading, blending, etc. particularly in the plants located on water
fronts and dependent on imported ores, are also provided. Efficient
charging and accurate weighing facilities are a must in any modern
plant to achieve smooth operation.
2.5, Liquid Products Disposal
Three different products are generated while smelting iron ore
in a blast furnace. The gas comes out of the furnace from top: and is.
processed in the gas cleaning plant for producing clean BF gas as a fuel
for reuse. Since the iron ore contains. some impurity oxides like silica,
alumina, calcia, magnesia, ‘etc., and along'with the ash arising out of
the coke, it produces a molten oxide liquid, with or without the help of
a flux like limestone and which flows out of-the furnace as thin liquid
called slag. Being lighter than metal it floats above the metal layer in
the hearth. Iron produced after reduction of iron ore get saturated with
carbon, and may be containing some ether impurities, collects at the
bottom of the hearth from where it is tapped periodically. Inshort the
slag and the metal are the two-liquid products that are to be removed
from the furnace periodically. 3 ae
A sufficiently large, raised platform is provided infront of the
furnace at a level just below that of the metal tap hole. Firebrick chan-
nels are constructed in this platform to allow liquid metal and slag
separately to flow into the respective ladles, moving on bogies on rails.
A skimmer arrangement separates slag from the metal and diverts it
to slag side. An overhead crane is provided on this platform for mainte-
nance. This is called the cast-house.
These liquid products-are disposed as under. The slag is sent to
slag dumps as a waste product. In ‘some plants it is granulated for its
subsequent use as cement or for construction purposes. The pig iron
may either be :
1: Cast in pig beds
2. Cast'in pig casting machine
3. Sent to steelmaking shop in hot metal transfer ladles.
Scanned with CamScanner
‘MODERN BLAST FURNACE PLANT AND PROCESS 21
Pig iron in its classical sense is no more produced and hence
sand bed casting in the cast house is only of historical importance. The
pig casting machine may be located near the blast furnace or little away
from it. It may therefore form a part of the BF plant or a separate
section. Most of the pig iron these days is converted into steel in an
integrated steel plant. The molten metal from the BF is therefore sent
to the steelmaking shop in hot metal transfer ladles. The foundry grade
iron, if produced, is sent to the pig casting machine for producing pigs.
2-6. Blast Furnace Operation and Control
A blast furnace once started in expected to run for not less than
five years before it is due for complete relining and major repairs. Dur-
ing the campaign charge materials are regularly put in the furnace
from the top and the liquid metal and slag are tapped from the bottom
periodically.
The charge materials are drawn out from the storage bins in
required amounts and in desired sequence and are weighted as accu-
rately as is feasible without impairing the rate of feed. The weighed
materials are put in the charging skips which raise them to the furnace
top and discharge them onthe bell. The ore, coke and limestone are
never premixed. On the contrary, these are charged separately, one
skipful at a time, and depending upon the requirements that many
skips of the required material are charged.
The blast furnace operation is controlled from the top by trying
to distribute the solid charge more uniformly in the furnace. It is
simultaneously controlled from the bottom by the temperature and driv-
ing rate (rate of blast feed) of the blast. In order to exercise this control
a series of instruments are provided at various levels in the blast
furnace complex to measure and control various parameters. Comput-
ers are provided in order. to do this job more efficiently.
2-7.-. Essentials of the Blast Furnace Process
In the blast furnace solid charge materials like iron ore (or
agglomerated ore), coke and limestone are charged in the vertical shaft
of the furnace at the top and hot air blast is blown through tuyeres
located at the bottom level. The oxygen from the preheated blast com-
bines with the carbon of coke and generates heat and carbon monoxide.
The gas phase containing mainly nitrogen and carbon monoxide as-
cend upwards through the charge which reacts with and extracts heat
from the gas phase, Eventually the charge melts and metal and slag
thus produced get stratified and are separated to obtain the metal.
Fundamentally therefore the blast furnace is a -counter-current
reactor.-
Scanned with CamScanner
22 {MODERN IRON MAKING
‘The main chemical reactions are the\rcduction of iron oxide to
iron and the burning of coke. The iron oxide may get reduced as -
2(Fe20, )+3{CO}=3{COg}+4(Fe) - (2-1)
( FegO3 )+3{C} =3{CO}+2( Fe) ++(2-2)
the actual mechanism shall be discussed later. Since the iron oxide is
reduced directly by carbon in Eq. (2-2) it has traditionally been
referred to as ‘direct reduction’ of iron oxide. The CO generated by burn-
ing of the fuel at the tuyeres or by direct reduction of iron oxide as in
Eq. (2-2) reduces iron oxide also as in Eq. (2-1) which is referred to as
‘indirect reduction’. The CO required for indirect reduction is essen-
tially generated at the-tuyer level where carbon of coke burns as
2(C) + {Oz} =2 {CO} --(2-3)
As the gases rise and carry out the reduction the COz content of the gas
increases and a reaction of the type
{CO,}+(C)=2{CO} (2-4)
may take place thereby regenerating the reducing gas. This is known
as ‘solution loss reaction’. ~
Limestone and dolomite, if added as a flux in the charge get
calcined as : ; .
(CaCOz.) > (CaO ) + {COo} _-(2-5)
(MgCOs3 )—> (MgO )+{COz} 2-6)
in'the temperature zone of 800—1000°C. The resulting basic oxides com-
bine with the ganguc oxides to form the-slag.
Reduction of oxides of iron is practically over while it is in‘solid
state. This reduced iron shall be impure because of associated gangue
constituents of the ore. Separation of iron from the associated gangue
‘can only be brought about by melting the whole charge. As the charge
descends in the furnace its temperature is increased and finally it is
melted in the bosh region. Two liquid phases form as a result of melt-
ing, one the iron phase and the.other molten oxides called ‘slag’. Those
oxides which are not reduced, in spite of melting, join the slag phase
and those which are reduced to elemental state join the metal phase.
The slag thus contains mainly silica, alumina, alkali-alkaline earth
oxides, ete>with some minor other oxides and sulphides. A part of the
SiOz, MnO, P2Os, etc. get reduced and hence the metal is contaminated
by Si, P, Mn, 5, etc. The metal also gets saturated with carbon because
of its contact with coke inside the furnace. On the whole therefore the
iron melt may contain anything upto 8 wt% of the total impurities like
Scanned with CamScanner
MODERN BLAST FURNACE PLANT AND PROCESS 23
C, Si, Mn, P, S, ete. as the metallic product. The slag may contain mainly
SiOz, AlgO3, CaO and other minor oxides and sulphides. Stratification
of metal and slag is best achieved if the slag is thin, that is of low
viscocity. Addition of flux in the charge helps, to a large extent, in achiev-
ing the correct nature of the slag.
The gas composition and the temperature vary smoothly over
the vertical as well as the horizontal corss section of the furnace. The
chemical processes are therefore continuous from bottom to top and
throughout the whole volume of the furnace. The furnace, however, can
conveniently be divided into four main zones with respect to the
physical processes occurring in the furnace.
2-7-1. Stack or Shaft
This extends from the stockline down to the mantle level and in
which the burden is completely solid. The charge gets heated from 200°C
al the stockline level to nearly 1100—1200°C by the time it descends to
the bottom of the stack. In order to ensure free fall of the charge mate-
rial, since it expends progressively with progressive rise in tempera-
ture, the. cross section of the furnace is uniformly increased to almost
double the size from stockline to the mantle level. ‘This furnace batter
is generally one in twelve but the actual value essentially depends on
the thermophysical properties of the charge. Much of the iron oxide
reduction occurs in the stack.The success of blast furnace process there-
fore depends on the efficiency with which the countercurrent gas-solid
interaction is brought about in the stack. Tt is this requirement that
has led to the developments in burden preparation like sintering,
pelletisation, ore preparation, etc. the agglomeration plant may there-
fore form an auxilliary to the blast furnace plant.
2-7-2. Bosh
The charge materials begin to soften and fuse as they come down
into the bottom of the stack. The next lower zone is called bosh in which
melting of the burden, except that of coke, takes place. The gangue and
flux combine to form the slag.‘The furnace walls in this region are
either parallel to some extent and then.taper down or are entirely ta-
pering down to reduce the sectional area by about 20-25% to acconimo-
date the resultant decrease in the apparent volume of the charge. The
burden permeability in this region is mainly maintained because of the
Presence of solid coke. This therefore dictates that coke of adequate
strength and size should only be used to achieve this end for efficient
operation. Any degradation of coke, leading to decreased permeability
in the bosh region is bound to affect the blast furnace operation ad-
versely. .
2-7-3. Tuyere or Combustion Zone
By the time the charge descends down into the area near the
Scanned with CamScanner
24 MODERN 1RON “MAKING
tuyeres, except the column of coke, the entire charge is molten. The
oxygen of the blast burns coke to CO and a number of combustion zones,
one in front of each tuyere, exists in the tuyers zone. There exists a
‘runway’ or ‘race-way’ in front of each tuyere and through which the
flame runs and the gas-flow smoothly expands over the entire cross-
section of the furnace. The raceway is first horizontal and then smoothly
changes its direction to vertical while expanding over the entire cross-
section of the furnace. :
2-7-4. Hearth
Although most of the coke burns at the tuyere level a certain
fraction is believed to descend even into the hearth where it dissolves
in the metal to its near saturation. The entire charge is molten and
tends to stratify into slag and metal layers in the hearth from where
these are tapped separately. The cross-section of the furnace below
tuyere decreases since permeability is no more required, nor can it be
maintained in the liquid charge. The walls of the well are parallel and
smallest cross-section of the furnace exists in the hearth.
2.8. Efficiency of Blast Furnace -
‘The performance of a blast furnace is asessed essentially in terms
of its productivity and coke rate. The higher is the productivity and
lower is the coke rate better is the furnace performance. The producti-
vity has been described quantitatively in various ways as follows :
Basis or Expressed as Best world Where com-
ralated to record monly used
‘Tonnes per unit area 60 t/m*/day USA
of the hearth per unit
time
Working volume re- 0-4 m®/t/day USSR
quired to produce
one tonne of iron per
unit time
Number of tonnes of 2-5 tm3/day Japan
pig iron produced per
unit working volume
of the furnace
-Blast furnace output UK
index .
P(B +10)
BOL. ==
72(D-11) _ *°°
where P-output t/day
B-burden wt, kg/t
D-—hearth dia, m
Scanned with CamScanner
MODERN BLAST FURNACE PLANT AND PROCESS 25
The productivity of a blast furnace mainly depends upon the rate
of blast that can be pushed through the furnace. This is called the ‘driv-
ing rate’ of a blast furnace. For higher productivity the furnace is driven
hard. The more is the blast the more is the oxygen pushed in for
conbustion of coke and more is the rate of coke burning and
consequently more heat generation. This, will result in more rate of
melting of the charge as well as higher rate of stack reduction. Harder
driving is possible only if the charge is permeable inside the furnace.
Permeability can be improved by preparing the charge burden, é.c.. malx-
ing it more suitable, and obtaining better distribution inside the fur-
nace so that the overall burden permeability is better. .
The furnace is driven hard, that is maximum volume of blast is
blown in the furnace.The charge quality that maintains higher perme-
ability in the furnace is therefore considered better for higher-furnace
productivity.
The blast furnace can be ran more efficiently by charging himpy
charge of close size range and the lumps should be such that they main-
tain maximum possible bulk pormeability during their descent in the
blast furnace.
Presently the average productivity of Indian blast furnaces is in
the range of 1-0 t/m3/day in old style blast furnaces to 1-5 t/m3/day in
modified furnaces to 2-2 t/m®/day in recently installed modern furnaces
like the ‘G' furnace of Tata Steel. There are obvious limitations in
improving the old furnaces but the.modern furnaces with adequate
burden preparation and operational improvements, the performance is
comparable with those of the best in the world.
__ Similarly the coke rate of old furnaces is in the range of 700-800
kg/thm but that of the modern furnaces is around 500 kg/thm which is
comparable with the better ones:in the world.
29. Conclusions
_The modern ironmaking plant, besides the blast furnace. com-
plex, may have coke ovens, iron ore processing and agglomeration plant,
pig casting machine, etc.
It should be borne in mind that ironmaking is the primary stage
in integrated steel production. It accounts for the bulk of the energy
consumed and therefore governs the overall economics of steel produc-
tion from iron ores. The modern ironmaking furnace thus continues to
improve upon its efficiency of iron production by way of improved
mechanical designs and metallurgical processes.
Scanned with CamScanner
Raw Materials for
Tronmaking
Iron ore and coke, i.e. coking or metallurgical coal, are the two
most important raw materials required for iron production. In the al-
ternative methods of iron production a cheaper substitute of coke is
used as a fuel depending upon its availability. These will be discussed
separately later. The present discussion pertains to blast furnace smelt-
ing only. The smelting operation generally requires external flux such
as lime to render the gangue associated with the ore and coke ash,
which are generally siliceous in nature, fusible at a relatively low tem-
peratures so as to separate readily from the molten iron. Hence lime-
stone is also required as the next important raw material but in a much
less proportion. It is technically essential and otherwise economical to
use dolomite along with limestone as a flux. Similarly a small amount
of manganese ore is also required to carry out iron smelting more effi-
ciently.
The raw materials required for ironmaking are :
) - Iron ore (or its prepared form)
Coking coal or coke
Limestone
Dolomite
Manganese ore (or its substitute)
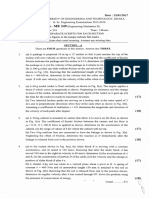
Approximate quantities of ore, fuel and flux required for produc-
ing one tonne of pig iron under Indian conditions are as-follows =
Material Quantity in tonnes —
Iron ore (about 60% Fe). 17-18 R
Coke.:. 0-8-0-9
Limestone. 04-05
Manganese ore (low grade) about 501
Air. 45_
Scanned with CamScanner
RAW MATERIALS FOR IRON MAKING 27
Thus nearly 3 tonnes of solid charge materials and 4 tonnes of air are
required to make one tonne of pig iron. This is also Shown in Fig. 31.
As against this figure the average solid charge consumption in many of
the other countries is close to 2 tonnes only per tonne of iron produc-
“tion. The reasons for this are many, but essentially related to the qual-
ity of raw materials.
The present world production of crude steel is around 600 mil.
lion tonnes out of which some 40-45% might be coming from recycled |
scrap. The remaining 55-60% is obtained by converting pig iron and
DRI produced by smelting of iron ores. If the average. iron content of
iron ores is 60% nearly 500 million t of iron ore has to be smelted annu-
ally to achieve the present steel out put. The production and utilization
of iron ores thus forms an important economic activity the world over.
The same is true of metallurgical coals or blends of coals from which
the coke is produced.
3-1. Iron Ores®
\be naturally occurring materials containing iron are known as
minerals of iron. |The mineral deposits from which iron can be extracted
economically are referred to as ores Of iToi
- INPUTS 2 OUTPUTS
WRON GEARING 175% 1 f 3200 m3 TOP Gas
BURDEN (60 %Fe) TOP 80 Kg OUST
FLUX ost
FUEL o-et
BLAST 2500 m3
O-6t SLAG
1-O0t HOT METAL
4 Fig. 3-1. Simplified material flow in and out of blast furnace.’
3-1-1. Minerals of Iron
Iron constitutes about 4.6% of the earth's crust and hence it is
idely distributed and abundant element in
Being a fairly basic metal ion it is not generally found in native state
——E———Ee———eee
Scanned with CamScanner
RAW MATERIALS FOR IRON MAKING 29
product. Ilmenite is isomorphous with hematite and is generally present
in small quantities in most hematite ore bodies whose value is hereby
reduced. .
TABLE III-1
Characteristics of Iron Minerals
Type Class Composition Specific Colour
% Fe gravity
Iron Native (meteo- Usually alloyed 7-3-7-8 Iron grey
ric) : with nickel
Magnetite | Black oxide 72 . 49-52 Iron black
i FesO4 - -
Hematite Red oxide (spe- 70 4:5-5-3 Red to
cular iron, 5 blackish
kidney. orc) te =
Fe203
Brown hematite’ 60 3-4-4-0
2Fe103.3H20.
Goethite Brown Variable but more | _4-0-4-4
_ Fe2z03.Hz0° “than 60%
Pyrites Iron pyrite 64 485-1
- Fes = 7 or brown-
3 - ish black
-Ghalybite Carbonate, spa- 248 _ | .3-7-3-9 Pale yell-
Es > those iron or low _
siderite . brownis
ee FeCOs ; balek
Ilimenite FeOTiOz 4-5-5-0 Black
Silicates. ‘These are present in most ore bodies in varying pro-
portions. In high grade hematite and magnetite type of deposits their
proportion is fairly low but they are one of the major.constituent of the
brown hematite deposits. The presence of silicate gives rise to the ‘oolitic’
structure. The oolite is a spherical nodule of 2-3 mm but more com-
monly less than 0-5 mm in diameter consisting of concentric and radi-
ating crystals. Iron may be present in these crystals or in the matrix.
Silicates of iron, if present, do pose problems during beneficiation of
the deposit. .
3-1-2. Ore Minerals of Iron
‘Although a large number of iron minerals have been found only
a few of them are important for ironmaking. The various iron minerals
Scanned with CamScanner
30 MODERN IRON MAKING
mentioned above do not occur in nature in pure form. It consists essen-
tially of mixture, in varying proportions, of iron bearing minerals and
other sundry minerals called ‘waste’ or ‘gangue’ which contains essen-
tially silica, alumina, lime, and magnesia and which can be presenf.in
tial proportions. Iron minerals also contain other elements, ei-
ther as constituents of iron bearing minerals themselves or as sepa-
rate entities. These are generally present in quantities ranging from
the fraction of one percent to a few present. Many of these, when present
in quantities greater than specified limits, which are generally low,
have a deleterious effect on the quality of metal produced and must be
got rid of during the preparation of ore or in the blast furnace or during
subsequent steelmaking processes. They are known as ‘impuriti.
For an iron mineral to become an iron oré, the cost of its mining
transportation and smelting must be such that the cost of the final
metal remains competitive with the cost of metal derived from other
ores. In other words the iron mineral deposit is called iron ore only if it
is possible to produce iron from it economically.
Many times the impurities in ores have a value of their own and
if they exist in sufficient amount to justify their. recovery the economy
of the process is favourably altered due to the recovery of such by-prod-
ucts.
If the processing can be justified from the point of view of recov-
ery of such.impurities, because of their adequate proportion, the ore
can no longer by itself be called as an iron ore but it-may be referred to
as an ore of that element and iron may be recovered as a by-product.
3-1-3. Classification of Lron Ores
Iron an be classified simply in terms of their appearance
as:
He 0 Magnetite __
Red or reddish black ore Hematite
feddish' bla iematite
Brown ore Limonite
Grey or whitish ore Carbonate
Iron ores may also be classified according to the quality of gangue
associated with them as:
Nature of ore
Characteristics of associated gangue
Siliceous Predominantly silica
Aluminous Largely alumina
Argillaceous*. —........... Chiefly clayey matter:
Scanned with CamScanner
RAW MATERIALS FOR IRON MAKING 31
Calcarious Predominantly lime
Bituminous Large amount of bituminous or
coaly matter
Titaniferous Large amount of ilmenite
(FeO. TiO,)
C-rhe presence of elements like phosphours, sulphur, arsenic, zine,
lead, nickel, vanadium, copper, chromium, titanium, etc. in the ore has
a considerable bearing on the operation of ironmaking process and the
quality_of the product. These are termed impurities) If the ore is
associated with substantial amount of these impurities the ores are
often referred to as phosphoric (containing phosphorus), sulphur:
(containing sulphur), arsenical (containing arsenic), titaniferous (con
taining titanium) etc. An ore may be phosphoric and sulphurous both :
it is associated with phosphorus and sulphur both.
ron ores may also be conveniently classified according to thei
mode of geological origin as follows :
Sedimentary. This is the largest_and most important group of
ores ocdtirring broadly in four different types. Tone the iron oxide and
ite in the entice tree is porous, , fragile and less pure but where sec
n_of iron oxide ‘taken
and more. , pureNTo the second type belongs the Minnette ores of ‘West_
ern Burope. sedimentary ores of UK, the Alabama ores and the Wabana
ores of New Foundland. These are precipita
ter around granules, often of foreign matter,
Stone of U.Ki The fourth, mainly found in Indi
form of powder (purity often more than 60% Fe
dust.t op $ =
Igneous. It is derived from igneous material of volcanic origin
and occurs mainly as magnetite. The Kiruna ores of Sweden is its typi-
cal example. The magnitanaya ores are-only modified forms of the
Kiruna type ores.
Lateritic. It is formed in tropical conditions of alternating dry
and wet seasons resulting in leaching away of silica and alkalies from
the mother igneous rock, leaving behind mainly iron oxide and alumina.
Replacements. The circulating water earlier removed limestone
depositing iron carbonate in its place. Subsequent surface weathering
has oxidised part of the iron carbonate to, oxide or hydrated oxide.
Scanned with CamScanner
32 MODERN _IRON MAKING
3-1-4, Structure and Texture of Iron Ores
The consitituent minerals in the iron orés are not necessarily
distributed at random throughout the ore body. They frequently follow
a pattern which has been determined by the geological, metamorphic
and geochemical inlfuences which the ore body has undergone. This
pattern can have a bearing on the course which ore preparation should
follow and on the subsequent behaviour of the ore in the blast furnace.
The following principal types can be distinguished :
1. Oolitic ores. Concentric layers or as radiating crystals and
iron may be present in these or in the matrix rock.
"2. Lateritic ores. These are formed by surface action at the
expense of underlying rock rich in iron and consist of intermingled mass
of iron hydroxides, alumina hydroxides and other minerals. Their
benefication raises particular problems which in many cases have eluded
a economic solution. ~
3. Banded ores. These are characterised by alternate bands
usually.a few mm thick but sometimes.upto several cms. In this some
bands may have predominance of iron minerals while the other may
have predominance of quartz and silicates.
The marked success. achieved in the benefication of certain of
these deposits has given an impression that all banded ores are easy.to
beneficiate. In reality they present a great diversity of types as regards
the thickness of their banding, grain size, degree of liberation, con-
stituent minerals and the like and each type must be considered strictly
on its own merits. Z -
4. Hard massive ores: The consitituents are intergrown into a
homogenous mass showing no preferential direction or pattern except
occassionaly very slight banding. It is a fine grained material and of-
fers high resistance to crushing and abrasion. These are difficult to
reduce in the blast furnace.
5. Soft ores. These can be missive but the crystals are more
loosely knit together. Some show a banded structure. These are more
porous and are liable to produce more fines during handling. Better
porosity however can be utilised in furnace if other properties are tol-
erable.
6. Powdery Ores. These can not be charged as such in the fur-
nace. It must be agglomerated before charging. Being powdery in na-
ture concentration operation can be readily’ effected before
agglomeration.
Scanned with CamScanner
RAW MATERIALS FOR IRON MAKING . 33
3-1-5. Types of Iron Ores
Maggnetite ores. Magnetite ores can be divided, according to
their origin, into three main categories viz. sedimentary-metamorphic,
contact-metasometic and magmatic.
In sedimentary-metamorphic ores the ore minerals are usually
fine-grained and texture may be banded. Ores of this type generally
contain martite, hematite, iron carbonates and silicates. The gangue is
mostly quartz and sulphur and phosphorus contents are generally low.
The examples of this type of ores are the deposits of Lake-Superior in
USA and Krivoi-Rog ore fields in USSR.
In contact-metasomatic ores the magnetite generally occurs in
grains of different sizes and'the amount of sulphides of iron and other
metals like copper and zine can be high. A considerable amount of CaO
is presnet. with siliceous gangue. The deposits of eastern parts of USA
and Western Siberia belong to this category.
Ores of magnetic origin differ widely in grain size and composi-
tion. The phosphorus content is also generally high.
Magnetites are liable to oxidation and hence these ores contain
areas of mixures of martite and hydroxides with magnetites.
Hematite ores. These are most widely distributed in the world
and from which major portion of iron is produced. These are usually of
the sedimentary-metamorphic type. In view of the differences in condi-
tions of formation of the metamorphic processes the granulometry, struc-
ture and the iron content of these ores: very considerably. They include
the hard homogeneous fine grained hematite-taconites from Lake Su-
perior region of U.S.A., hard quartz banded ores of Sweeden and Lab-
rador,.coarse grained ores which are easy to crush and grind and, high
grade ores (both soft and hard) containing large inclusions of pure
hematite such as in the Mesabi range of U.S.A. and the Krivoi-Rog ore
fields in the U.S.S.R.
The sulphur and the phosphorus contents of hematite ores are
usually low, the gangue mainly consists of silica but alumina can also
be appreciable. =
Brown hematite ores. The term brown hematite ores is used
to convey a variety of ores mostly sedimentary in origin and the mate-
rial having moved in solution from its initial point of formation. The
main ore minerals in the brown hematite are the various iron hydrox-
ides, limonites, hydrogoethites, silicates and siderites. The gangue is
generally siliceous but occassionally lime along with high silica con-
tent may also be present. In the acid oolitic ores more than 30%. of the
total-iron may be present as iron silicates of diverse composition.
Scanned with CamScanner
34 MODERN IRON MAKING
‘The sulphur content is usually low but high phosphorus contents
are frequent and can exceed 1%. It is not unusual to find good amount
of manganese associated with this. \
The Kerehenski ores are characterised by the presence of arsenic
as an impurity. Althouh there ores are common all over the world these
are principally worked in France. Luxemburg, U.K., West Germany,
ete. where these account for bulk of the reserves
Siderites (Spathic ores). These arScqrbonate type at ore) and
constitute a very small proportion of the total world availa yy but in
countries like Canada, Austria and West Germany these are ‘or have
been of considerable importance.
Siderites are prone to oxidation and the ore often contains con-
siderable amount of hydroxides. Near the surface these ore bodies are
covered by siderite-limonite-hematite cap.
Titanomagnetites. The most important of the complex ores
are the titanomagnetites.The main ore mineral is magnetite with tita-
nium present as ilmenite or as titnomagnetites. Certain of these ores
contain vanadium which is recovered from these ores along with iron
as a by-product. The composition varies considerably and maycontain
60-70% magnetite and 20-27% ilmenite.
Lateritites. These are produced due to surface alterations un-
der tropical conditions. The final result is the. formation of iron cap-on
hard -ore extending few meters below the surface. Such ores can con-
tain 50—60% iron in the form of hydroxides and a high proportion of
alumina which has‘not been leached out.
These ores many times contain impurities like chromium, nickel,
cobalt, etc, in such high proportions that it is worked for their recovery.
Laterites are difficult to process and hence. still largely remain
unused. ~
3-1-6. World Deposits of Iron Ores4
The major iron ore producing countries in the world are the U.S.A.,
U.S.S.R., India, Australia, Brazil, some countries. of Eurape and
Africa. ~~
(FSS) the ores mostly worked are rich magnetites and
hematites and are found in four major regions viz. the Lake
Superior the north-eastern states like New York, New Jersey and Penn-
sylvania and Alabama and, western states like Utah, California and
Texas. In the Lake Superior region the Mesabi range is the largest and
the most productive one whose chemical composition permit the manu-
facture of all. the principal grades of foundry and steelmaking irons.
Scanned with CamScanner
RAW MATERIALS FOR IRON MAKING 35
In general these : sulphur ores containing 50-60% iron, The ex-
tremely fine taconii in the western region of Mesabi was largely
responsible for the development of the present design and pratice of
U.S. blast furnaces. These deposits are easily.
are amenable to easy reduétion|In reality however these could be
smelted with great difficulity when first introduced.
The north eastern deposits are rich magnetites, low in phospho-
rus. The sintered concentrates of these ores have 58-68% iron 3-9%
silica and about | _JThe Utah deposits are the most impor-
tant deposits of western states and are primarily. magnetite and
hematite with nearly 53% iron. The ores of Alabama are hard hematite
containing high phosphorus and with only 38%, iron. These however
are virtually self fluxing and hence useful. The Wabana ores from New
Foundland contain 52% iron, 12-14% lime and 0-9% phosphorus.
In spite of all these deposits U.S.A. imports a substantial amount
of-high grade ores from particularly the South American countries to
keep their present level of iron production.
The Candian deposits are located principally in Quebec Labra-
dé¥ région, Ontario and British Columbia. The Quebec-Labarador de-
posits are like the Lake superior deposits. The important deposits in“
Ontario are in Steep-Rock Lake and in British Columbia these are in
Vancouver and Texada islands.
The principal deposits in U.S.S.R are in the vicinity of Black Sea
(the Kerch, Krivoi-Rog and Kursk deposits) and in Ural-Kazakhstan
Gnount Magnitnaya and Sverdlovsk deposits). The Kerch peninsula has
brown ores and Kursk fields have magnetite ores. The Russian depos-
its are quite abundant and rich in their iron content.
In‘Australia major deposits are in the Kimberly basin of the cocka-
too and Koolan inslands, in mount goldworthy and in the Hammersly
iron province of Western Australia. These deposits are in the form of
hills and contain 68—69% iron. A considerable portion of these are ex-
ported to Japan.
The iron ore deposits of U.K. are limy and contain 18-25% iron
(Frodingham). It can be easily smelted by blending it with siliceous
Northempton ironstone or rich imported ores obtaining a self fhaxing
blend.
The Spanish iron ores are low in sulphur and phosphorus and
rich in iron. Since the gangue is calcarcous, like the U.K. ores, it can be
blended with siliceous ores to produce a self fluxing charge for
smelting.
Scanned with CamScanner
36 MODERN IRON MAKING
The farnous Bog-Iron-One deposit in Scandinavia is a rich mag-
netite containing low phosphorus and sulphur. The ore deposits of Bel-
gium, France and Germany are brown hemtites and carbonates. These
are generally phosphoric ores and do contain high proportion or iron.
These require benefication before their use. The Minnette ores of
France contain only 35% iron and occur both as calcarious and siliceous
grades. A self fluxing burden can be readily prepared from them by
blending:
The Brazilian deposits are largely situated in Ginas Gerais and
Nato Grosso states. The Minas Gerais ore ranks as one of the largest
and the richest iron ore deposit in the world. The ore is mainly hard,
massive hematite with 69% iron. The Chilean ores are high grade con-
taining 69% iron. A vast amount of Chilean and Brazilian ores are ex-
ported rhainly to U.S.A.
In spite of the large reserves of iron ores the U.K_.U.S.A., and
others have been importing a lot of iron ores from South African and
South American states. World data are shown in Table III-2.
TABLE UI-2
“World Iron Ore Production in 19955
Name ofthe _ Production in
country million t
P. R. of China 245
Brazil 175
Australia 142
Russia 13
USA. - 62
India 60
Canada 37
. South Africa’ * 32
Sweden 21
‘All others only 162
World Total 1004
World total steel ingot production in 1996 was 752 Mt
World Iron Ore production in 1996
~ Fore conversion to steel — 477 Mt
For foundries 33 Mt
For DR proceses - 33 Mt
Total 543 Mt
Scanned with CamScanner
RAW MATERIALS FOR IRON MAKING 37
3-1-7. Iron deposits in India
India ranks 5th in the world in iron ore resources and is 3rd
lagest producer and exporter of iron ore in the world, only after Brazil
and Australia. India ig also endowed wil lly high grade iron
ores of hematite variet), Bihar and Orissa have 43% of the total Indian
_iron ore reserves®. Ma; ming regions are in Singhbhum dis-
trict of Bihar and Keonjhar, Bolani, Mayurbhanj and Cuttack districts
of Orissa. The important mining centres of these regions are Gua,
Noamundi, Bolani, Barsua, Barajamda, Tomka, Deiteri and Kiriburu.
The ores occur as massive hematite of around 60% iron, blue dust
(extermely friable and micaceous hematite powder) with iron content
around 65% and weathered ore.
In Madhya Pradesh iron ore deposits are located in Bailadila
range of Baster district and Dalli and Rajhara hills in Durg district. In
Bailadila out of the 14 located deposits only a few have received proper
attention. Bailadila ores contain 65% iron. while those of Dalli-Rajhara
55-66% iron.
In Mysore the deposits are in Bababudhan hills in Chikmanglure
district, in sunder hills in Bellari-Hospet districts, in Tamkur, in
Chitaldurg and in Shimoga districts. The Kemmangundi deposits con-
tain 57-62% iron. In Sandur hills the deposits are located around
Donamalai, Devdari, Kumarswami, Kammadheruvu, Ramandurg and
Timmappangudi ranges. Of these the donamalai deposits have received
considerable attention and have iron content around 64%. The Shimoga,
Chitalaurg and Tumkur deposits contains 55-65% iron.
In Maharashtra, deposits are located in parts of Ratnagiri and
Chandrapur districts. theChandrapur deposits are being mined. Goa
deposits are mainly as blue dust containing 59-61% iron. These are
readily amenable to pelletization and the ore and pellets are exported
to Japan.
In Andhra Pradesh rich hematite deposits have been found in
Anantapur. Warangal Karnool, Adilabad, Nizamadbad, and Karimnagar
districts. These are yet to be properly exploited.
Magnetite is found at various places, as apetite-magnetite in
Singhbhum district, as titaniferous and vanadiferous magnetite in
Mayarbhanj district. as bounded magnetite-silica in Salem and
Tiruchirapalli in Tamil Nadu. It is also at: Kundremukh in Karnataka
(42% iron) and in Guntur district of Andhra Pradesh (83-37% iron).
The Kundremukh magnetite ore deposits are being mined and up-
graded and the entire lot is exported either in the form of concentrate
or pellets. .
Scanned with CamScanner
38 2 MODERN IRON MAKING
‘The total inferred reserves ofiron ores in India are around 23,000
million tonnes of which nearly 85% is hematite (admixed with geothite),
8% magnetité and the rest around 7%. According to yet another source?
out of the total proved deposits of 13,200 million tonnes nearly 10,500
million tonnes are hematite containing more than 55% iron and 2800
million tonnes are magnetites containing more than 30% iron. The over-
all situation in respect of availability of iron ores in India is fairly good.
In 1979, nearly 45 million tonnes of iron ore, all hematite grade
was mined and out of which nearly 25 million tonnes was exported, the
balance was consumed practically in indigenous iron production.
TABLE I11-3
Indian Iron Ores and their Utilisation®
Source of Annual Analysis Yo
ore requirement -
supply in Mt Silica Alumina
1. Hematite ores 0-63 1-87
Noamundi
and Joda 1-71 2-97
Bolani 3-0-6-0 | 3-0 5-5
Barsua RSP. 21 4-10
Dalli and
Rajhara _ BSP 2-0-8-0-—
Kiribura
and Bolani BSL 2977
Kemmandungi | VISL 2-5 max
Bailadila Export 2-0
KGribura ado - 5-0-6-6
Goa do, 39-42
Redi proposed 24
for export
2. Magnetite ores
Salem for Salem
plant
needs up
gradation
to be exported
to Iran under
agreement
Kundremukh.
.. Present iron production is around 66 million tonnes and nearly
half is-exported as such or as concentrate or pellets. Now almost ail
ores are crushed, washed wet and screened to obtain lumps for direct
feed to the blast furnaces in the Indian Steel Plants. As a result nearly
Scanned with CamScanner
RAW MATERIALS FOR IRON MAKING 39
10% of the ore mined is lost as slimes even after gravity separation of
good.grade fines for its subsequent sintering.
India today has an installed capacity of about 32 million tonnes
of steel ingots and out of which more than 20 million tonnes is to come
from conversion of pig iron or sponge, i.e. from nearly 32 million tonnes
of 60% grade iron ore. The actual consumption however is-much mess
because of steel production falling much short of rated capacity. This is
the target now fixed for year 2000. Export target of ore is 50 million
tonnes for year 2000. :
\ ~._ Table IIl-4
Details of Iron Ore Export from India®
Minel Port for Present Expected | Yearly export
area export , | vessel vessel _
size port size
can
accept (i)
Barbil Haldia - -
‘Tomka Pradeep 40,000 60,000
Deiteri | dwt dwt
Kiriburu Vishakha-- | 100,000 | 200,000
Baliadila patname dwt dwt
Barajamda
Chikmanglure | Mangiore = 60,000
Tumkur dwt
Chitaldur Madras 35,000 73,000
Bellari and dwt dwt
Hospet Manglore
Goa Marmugua | 18,000 -
dwt
Kundermukh -| Manglore = 60,000.
dwt
The details of iron ore deposits, their composition and utlization
are shown in Table III-3. Similarly the details of iron ore export are
shown in Table III-4.
3-1-8. Valuation of Iron Ores
The value of an iron ore deposit depends upon several factors.
Simple formulae have been put forward by many workers for the
Scanned with CamScanner
40 MODERN IRON MAKING
; ; = y -
valuation of an iron ore deposit. The factors affecting the value of an
iron ore deposit can be conveniently summarised under four categories
as under :
1. Richness
2. Location .
3. Composition of the gangue
4. Treatment and preparation needed before smelting
Richness means the percentage metallic iron in the ore. The richer
the ore the lesser will be the amount required to produce a unit weight
of pig iron. For example, in order to produce a tonne of pig iron about
one and half tonnes of ore is required in Australia (68% Fe), about two
tonnes are required in India (55-60% Fe) and nearly three tonnes are
required in U.K. (30-35% Fe). The Fuel and flux required in all these
three cases would be considerably different. For richer ores, since the
ganuge is less the fuel and flux consumption will be lesser than that for
leaner ores wherein gangue is more. The value of an ore is therefore
decided not directly by its iron content alone but by its iron content and
other, associated minerals together, the rest of the factors remaining
the same.
The location of an ore, both geographical and geological, is a very
important factor in its evaluation. Geological location is related to
whether the deposit is underground, as an outcrop or is in the form of a
hill. Where the ore can be obtained by quarrying or open cast mining
with a shallow overlying burden the cost of obtaining the ore at the
ground level railway station is much lower than that involved in un-
derground mining which requires expensive excavating machinery.
Many important iron ore deposits, for example, some Indian and Aus-
tralian deposits, are located as hills and that allows the ore to be ob-
tained at the ground level railway station under gravity. The mining
operation in this case is also cheap. Geographical location is related to
the mode of transport required to bring the mined ore to the smelter
and which includes the capital expenditure on installation of railways,
harbours, ore carries, ete. .
The evalution of an ore needs careful consideration of the size of
the ore reserves, its location, possible difficulties in mining the ore and
the distance and the mode over which it is to be transported. In open-
ing a new mine such capital expenditure is warranted only if the re-
serves are of sufficient magnitued to ensure at least ten years opera-
tion to amortize the investment made in developing the mine and the
necessary transport system. The development of Goa mines in India
and the Hammersley mine in Western Australia by the Japanese are
typical examples of exploitation of iron ore deposits by a needy cus-
tomer from a distant place.
Scanned with CamScanner
You might also like
- Hall Distribution List For The Student of Level-1, Term-1 of The Session 2019-2020Document22 pagesHall Distribution List For The Student of Level-1, Term-1 of The Session 2019-2020Entertainment GamingNo ratings yet
- Pipeline NetworkDocument39 pagesPipeline NetworkEntertainment GamingNo ratings yet
- MME 291 Slide-2 Phase DiagramDocument45 pagesMME 291 Slide-2 Phase DiagramEntertainment GamingNo ratings yet
- L-2/T-2/ME Date: 15/0112017Document16 pagesL-2/T-2/ME Date: 15/0112017Entertainment GamingNo ratings yet
- Ironmaking and Steelmaking Theory and PracticeDocument494 pagesIronmaking and Steelmaking Theory and PracticeDrKinnor Chattopadhyay100% (12)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5796)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)