You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Diagram External Lighting Model 579Document16 pagesDiagram External Lighting Model 579gustavoqr27100% (2)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Troubleshooting Guide For 500 - 700 - and 900 Series TachometersDocument3 pagesTroubleshooting Guide For 500 - 700 - and 900 Series Tachometersgustavoqr27No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- 2010 Multiplexed Electrical SystemDocument189 pages2010 Multiplexed Electrical SystemGeraldin PuertoNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Description: ComposingDocument20 pagesDescription: Composinggustavoqr27No ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Diag - Hvac (SLPR and Cab) Model 579Document5 pagesDiag - Hvac (SLPR and Cab) Model 579gustavoqr27No ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Ametek-Reducing Electrical NoiseDocument1 pageAmetek-Reducing Electrical Noisegustavoqr27No ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Codigos ESCDocument126 pagesCodigos ESCpankituna5487No ratings yet
- Automated Diver QuestionaireDocument1 pageAutomated Diver Questionairegustavoqr27No ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- PaccarServiceManual2005 2010Document189 pagesPaccarServiceManual2005 2010Eric Porter100% (19)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- SpecificationsDocument42 pagesSpecificationsIzz Bahar100% (1)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Real-Time Warranty Pre-Call Checklist. Automated Transmission Pre-Call Driver QuestionnaireDocument2 pagesReal-Time Warranty Pre-Call Checklist. Automated Transmission Pre-Call Driver Questionnairegustavoqr27No ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Tester Instructions: Fuller Automated TransmissionsDocument13 pagesTester Instructions: Fuller Automated Transmissionsgustavoqr27No ratings yet
- Engine Config SettingsDocument28 pagesEngine Config Settingsgustavoqr27No ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Codigos ESCDocument126 pagesCodigos ESCpankituna5487No ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
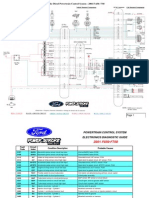
- F650 F750 PowerstrokeDocument3 pagesF650 F750 Powerstrokemiguelcastillo100% (1)
- F-Super Duty/Excursion 2003 6.0L Power Stroke Diesel Engine Performance Diagnostic GuideDocument1 pageF-Super Duty/Excursion 2003 6.0L Power Stroke Diesel Engine Performance Diagnostic Guidegustavoqr27No ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- NGV 1 Electdiag 1-10-02 14-09-03Document65 pagesNGV 1 Electdiag 1-10-02 14-09-03sanachNo ratings yet
- Automated Diver QuestionaireDocument1 pageAutomated Diver Questionairegustavoqr27No ratings yet
- 1KD - Fortuner Hiace Hilux - pdf-1 PDFDocument1 page1KD - Fortuner Hiace Hilux - pdf-1 PDFabrahamrojasNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Real-Time Warranty Pre-Call Checklist. Automated Transmission Pre-Call Driver QuestionnaireDocument2 pagesReal-Time Warranty Pre-Call Checklist. Automated Transmission Pre-Call Driver Questionnairegustavoqr27No ratings yet
- Volvo VNL Diagramas Electricos Completos PDFDocument200 pagesVolvo VNL Diagramas Electricos Completos PDFAnonymous OrZIZ1Bpg92% (59)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Cummins ISX CM870 EGR Delete Kit Installation GuideDocument8 pagesCummins ISX CM870 EGR Delete Kit Installation Guidejames santiagoNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- PV77620184635 MID128 Faultcode Guide 2007 Emissions VNVHD2 VTDocument54 pagesPV77620184635 MID128 Faultcode Guide 2007 Emissions VNVHD2 VTFA Ubc100% (4)
- Engine Motor Control Module (MCM) ConnectorsDocument10 pagesEngine Motor Control Module (MCM) Connectorsgustavoqr2782% (11)
- Paccar MX13 engine fault codesDocument29 pagesPaccar MX13 engine fault codesgustavoqr27100% (1)
- FCC Declaration of ConformityDocument1 pageFCC Declaration of ConformityTiago GomesNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Perkins 2800 Series: Workshop ManualDocument192 pagesPerkins 2800 Series: Workshop ManualMohammed Elbadri100% (3)
- This Instruction Show You Guide On How To Use DDDL Engine Software To Do DPF Delete Programming For Detroit Diesel DD15 EPA 10Document13 pagesThis Instruction Show You Guide On How To Use DDDL Engine Software To Do DPF Delete Programming For Detroit Diesel DD15 EPA 10gustavoqr2781% (16)
- Engine Motor Control Module (MCM) ConnectorsDocument10 pagesEngine Motor Control Module (MCM) Connectorsgustavoqr2782% (11)
- Speed Control of 3 Phase Induction Motor Using PLC S7-200-Em235 & Drive (MM) Pge NoDocument34 pagesSpeed Control of 3 Phase Induction Motor Using PLC S7-200-Em235 & Drive (MM) Pge NoS.Dharanipathy100% (9)
- Process Control Servo SystemDocument16 pagesProcess Control Servo SystemCarlos RamirezNo ratings yet
- RLDocument71 pagesRLsamuel_kulimNo ratings yet
- Experiment#5 Delta-Wye TransformationDocument20 pagesExperiment#5 Delta-Wye TransformationKazuha MinatoNo ratings yet
- tm03 - 00 Motor Pump 409 - 2km - en PDFDocument56 pagestm03 - 00 Motor Pump 409 - 2km - en PDFMuhammad Zia UllahNo ratings yet
- Experiment No: 01 Voltage Controlled OscillatorDocument7 pagesExperiment No: 01 Voltage Controlled OscillatorSafia SohailNo ratings yet
- Modulos 37 en 1 Arduino GeekcreitDocument14 pagesModulos 37 en 1 Arduino GeekcreitSebastián Retes CalixNo ratings yet
- Actuator Operation and Instruction Manual 2016Document21 pagesActuator Operation and Instruction Manual 2016hafid arifianto100% (1)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Grade 9 EPAS Quarter 1 Module 4Document19 pagesGrade 9 EPAS Quarter 1 Module 4Marfe MontelibanoNo ratings yet
- Ic 900 PDFDocument100 pagesIc 900 PDFShubra DebNo ratings yet
- Basic Electronic ComponentsDocument9 pagesBasic Electronic ComponentsMackRoss PerezNo ratings yet
- Research Paper Servo MotorDocument6 pagesResearch Paper Servo Motorc9rz4vrm100% (1)
- Owner's Manual For The: JR With H3 Drive Paper Cutter Automation SystemDocument51 pagesOwner's Manual For The: JR With H3 Drive Paper Cutter Automation SystemSandi PratamaNo ratings yet
- Takex PR-11B Data SheetDocument2 pagesTakex PR-11B Data SheetJMAC SupplyNo ratings yet
- .PDF PimDocument4 pages.PDF PimovadircNo ratings yet
- AutoSpeed - Modifying Electric Power SteeringDocument6 pagesAutoSpeed - Modifying Electric Power SteeringgoundenaNo ratings yet
- Root Locus Method For The Control SystemDocument21 pagesRoot Locus Method For The Control SystemKartik DaveNo ratings yet
- Topworx Position SwitchDocument60 pagesTopworx Position SwitchsarkaftNo ratings yet
- HDI 2200 Choke Position Indicator: Operations and Maintenance ManualDocument13 pagesHDI 2200 Choke Position Indicator: Operations and Maintenance ManualMitul PatelNo ratings yet
- Testing Optical Pickups of CD/DVD PlayersDocument7 pagesTesting Optical Pickups of CD/DVD Playersspeedyedu100% (1)
- PWM Voltage ConverterDocument1 pagePWM Voltage Converterjmbranco76No ratings yet
- EDC MS5 In-Line Injection Pump: Issue 2Document57 pagesEDC MS5 In-Line Injection Pump: Issue 2Musharraf KhanNo ratings yet
- Alternator DiagnosticDocument19 pagesAlternator Diagnosticvickers100% (1)
- Vehicle wiring diagram layout guideDocument7 pagesVehicle wiring diagram layout guidedorcky100% (1)
- Phws f1k1 ManualDocument18 pagesPhws f1k1 ManualJuli FitriyantoNo ratings yet
- EPASDocument2 pagesEPASDon LariviereNo ratings yet
- Clark CTM Cem10 20 TrainingDocument20 pagesClark CTM Cem10 20 Trainingtyrone100% (54)
- Electrical Diagram Schema Elettrico: Chitos 1 - Grecia Evo Deco SLCSTD400105 SINGLE 720 24HDocument165 pagesElectrical Diagram Schema Elettrico: Chitos 1 - Grecia Evo Deco SLCSTD400105 SINGLE 720 24HAndrea ZaninelliNo ratings yet
- LVDT Bestech PDFDocument2 pagesLVDT Bestech PDFRajitha ShehanNo ratings yet
- RBOTICDocument16 pagesRBOTICHus Forth Correnty100% (1)
- Chip War: The Fight for the World's Most Critical TechnologyFrom EverandChip War: The Fight for the World's Most Critical TechnologyRating: 4.5 out of 5 stars4.5/5 (82)
- CompTIA Security+ All-in-One Exam Guide, Sixth Edition (Exam SY0-601)From EverandCompTIA Security+ All-in-One Exam Guide, Sixth Edition (Exam SY0-601)Rating: 5 out of 5 stars5/5 (1)
- CompTIA A+ Complete Review Guide: Exam Core 1 220-1001 and Exam Core 2 220-1002From EverandCompTIA A+ Complete Review Guide: Exam Core 1 220-1001 and Exam Core 2 220-1002Rating: 5 out of 5 stars5/5 (1)
- Chip War: The Quest to Dominate the World's Most Critical TechnologyFrom EverandChip War: The Quest to Dominate the World's Most Critical TechnologyRating: 4.5 out of 5 stars4.5/5 (227)
- CompTIA A+ Certification All-in-One Exam Guide, Eleventh Edition (Exams 220-1101 & 220-1102)From EverandCompTIA A+ Certification All-in-One Exam Guide, Eleventh Edition (Exams 220-1101 & 220-1102)Rating: 5 out of 5 stars5/5 (2)
- CompTIA A+ Complete Review Guide: Core 1 Exam 220-1101 and Core 2 Exam 220-1102From EverandCompTIA A+ Complete Review Guide: Core 1 Exam 220-1101 and Core 2 Exam 220-1102Rating: 5 out of 5 stars5/5 (2)
- Dancing with Qubits: How quantum computing works and how it can change the worldFrom EverandDancing with Qubits: How quantum computing works and how it can change the worldRating: 5 out of 5 stars5/5 (1)