JIS
JAPANESE
INDUSTRIAL
STANDARD
Translated and Published by
Japanese Standards Association
@® JIS B 2220:
(JPF/JSA)
Steel pipe flanges
ICS 28.040.60 : 77.140.99
Reference number : JIS B 2220 : 2004 (B)
PROTECTED BY COPYRIGHT
B 2220 : 2004
Foreword
This translation has been made based on the original Japanese Industrial
Standard revised by the Minister of Economy, Trade and Industry through
deliberations at the Japanese Industrial Standards Committee, as the result
of proposal for revision of Japanese Industrial Standard submitted by the Japan
Pipe Fittings Association (JPF)/the Japanese Standards Association (JSA) with
the draft being attached, based on the provision of Article 12 Clause 1 of the
Industrial Standardization Law applicable to the case of revision by the
provision of Article 14:
Currently, to revise the International Standard of steel pipe flanges (SO
7005-1:1992), the International Organization for Standardization (ISO) has
started with its deliberation. In the process of the deliberation, the
Organization intends to issue the standard as a new one through deviding the
relevant International Standard into the European type, the United States
type, and the Japanese type, with each of them being set at the part
‘organization (part system).
In Europe, a draft for submission based on the EN Standard is beig
arranged, and in the United States, based on the ASME Standard.
‘This Standard has been prepared through the integration of the existing JIS
B 2220:2001 Steel welding pipe flanges and JIS B 22381996 General rules for steel
ipe flanges for arrangement as a draft for submission from Japan.
By the result, this standard shall be replaced, revising JIS B 2220:2001 and
withdrawing JIS B 238:1996.
Attention is drawn to the possibility that some of the elements of this
Standard may conflict with a patent right, application for a patent after
opening to the public, utility model right or application for registration of
utility model after opening to the public which have technical properties. The
relevant Minister and the Japanese Industrial Standrds Committee are not
responsible for identifying the patent right, application for a patent after
opening to the public, utility model right or application for registration of
utility model after opening to the public which have the said technical
properties.
Date of Establishment: 1984-10-1
Date of Revision: 2004-01-20
Date of Public Notice in Official Gazette: 2004-01-20
Investigated by: Japanese Industrial Standards Committee
Standards Board
‘Technical Committee on Machine Elements
JIS B 2220 ; 2004, First English edition published in 2004-05
Translated and published by: Japanese Standards Association
41-24, Akasaka, Minato-ku, Tokyo, 107-8440 JAPAN,
In the event of any doubts arising as to the contents,
the original JIS is to be the final authority.
© JSA 2004
All rights reserved. Unless otherwise specified, no pact of this publication may be reproduced or utlized
in any form or by any means, electronic or mechanical, including photocopying and microfilm, without
permission in writing from the publisher.
Printed in Japan Mer
PROTECTED BY COPYRIGHT
B 2220 : 2004
Contents
Page
Introduction »
1 Scope s+
2 Normative references +-+¥+---*~
3 Definitions »-----
4 Classification of flange and their designations ~ 8
5 Classification of gasket faces and their designations -------~
6 Designation of flanges according to zine plating ~~
7 Materials
8 Relationship between fluid temperature and maximum working
a an os
9 Nominal size of flange and application of pressure-temperature rating
10 Dimensions . oe
10.1 Dimensions of gasket face - 9
10.2 Dimensions of flanges «~~
10.3. Thread -~ severe
10.4 Dimensional tolerance --~
i Appearance *~ 10
12 Surface finishing --- 10
12.1 Gasket face soe
12.2. Welded portions ~~
12.8 Facing subjected to hot-dip zine coating
13 Soundness *~
13.1 Liquid penetrant testing and magnetic particle testing ~ el
13.2 Ultrasonic flaw detection oo
cy Zine coating * i
@
PROTECTED BY COPYRIGHT
B 2220 : 2004
15.1
15.2
16
16.1
16.2
16.3
16.4
Manufacturing method «
Flange“
Zine coating ~~
Test methods «
Liquid penetrant testing
Magnetic particle testing -
Ultrasonic testing ~
Cupric sulfate test --~
Inspection ~
Inspection for shape and dimensions ~~
Appearance inspection ~~
Surface finish inspection ~
Inspection by liquid penetrant testing +--+ sre resreerererenrrneerenee DB
Inspection by magnetic particle testing
Inspection by ultrasonic testing ---------~ ~
Hot-dip zine coating inspection ~
Material inspection
Acceptance inspection
18 Designation ~~
19 Marking ~~ soe seeeeeed
Annex 1 (normative) Flanges processed by flash butt welding ~~~
Annex 2 (informative) Outside diameter of steel pipes -~
Annex 3 (informative) Standards of ASTM materials and ISO materials 40
Annex 4 (informative) Small raised faces 42
Annex 5 (informative) Details of welded portion of welding flanges **--+--+--++--"-43
Annex 6 (informative) Flanges of nominal pressure 2K, 40K and 63K ~
Annex 7 (informative) Calculated mass of flanges ~~~
Annex 8 (informative) Table of relationship between JIS and corresponding
international standards --
Gi)
PROTECTED BY COPYRIGHT
JAPANESE INDUSTRIAL STANDARD @JIS B 2220 : 2004
Steel pipe flanges
Introduction This Japanese Industrial Standard has been prepared based on ISO
7005-1 Metallic flanges—Part | : Steel flanges published in 1992 as the first edition with
some modifications of the technical contents. A list of modifications with the
explanations is given in annex 8 (informative).
1 Scope This Standard specifies steel pipe flanges (hereafter referred to as
“flanges") of nominal size 10A to 1500A for nominal pressure 5K, 10K, 10K light type,
1GK, 20K and 30K which are used to join parts for piping, such as steel pipes and
valves, in ordinary (*), pressure (, high pressure (), high temperature (9, alloy steel
pipes ©), strainless steel pipes ©) piping for steam, air, gas, water, oil, ete. ().
Notes (®) Piping using Carbon steel pipes for ordinary piping of JIS G 3452 and
are welded carbon steel pipes of JIS G 3457.
© Piping using Carbon steel pipes for pressure service of JIS G 3454.
© Piping using Carbon steel pipes for high pressure service of JIS G 3455.
© Piping using Carbon steel pipes for high temperature service of JIS G
3456.
©) Piping using Alloy steel pipes of JIS G 3458.
©) Piping using stainless steel pipes of JIS G 3459 and large diameter
welded stainless steel pipes of JIS G 3468.
(®) Integral flange, which is to be used as part of some other equipment. or
components, shall also be within the scope of this Standard.
Remarks 1 The International Standard corresponding to this Standard is as
follows.
In addition, symbols which denote the degree of correspondence in
the contents between the relevant International Standard and JIS are
IDT (identical), MOD (modified), and NEQ (not equivalent) according
to ISOMEC Guide 21.
ISO 7005-1 : 1992 Metallic flanges—Part I : Steel flanges (NEQ)
2 The outside diameters of JIS steel pipes are shown in annex 2 infor-
mative).
3 The pressure used in this Standard indicates gage pressure.
2 Normative references The following standards contain provisions which, through
reference in this Standard, constitute provisions of this Standard. The most recent
editions of the standards (including amendments) indicated below shall be applied.
PROTECTED BY COPYRIGHT
2
B 2220 : 2004
JIS B 0151
JIS B 0203
JIS B 0601
Remarks :
JIS B 0621
JIS G 0303
JIS G 0565,
SIS G 8101
JIS G 3201
ISI G 3202
JIS G 8203
JIS G 3214
JIS G 3452
JIS G 8454
JIS G 3455
JIS G 3456
JIS G 3457
JIS G 3458
JIS G 3459
JIS G 3468
JIS G 4051
JIS G 4304
JIS G 4305
IS G 5101
JIS G 5121
JIS G 5151
JIS H 0401
JIS H 2107
JIS H 8610
Iron and steel pipe fittings Vocabulary
Taper pipe threads
Geometrical Product Specification (GPS) —Surface texture: Profile method—
Terms, definitions and surface texture parameters
ISO 4287:1997 Geometrical Product Specifications(GPS)—Surface texture +
Profile method—Terms, and definitions and surface texture parameters is
identical with the said standard.
Definitions and designations of geometrical deviations
General rules for inspection of steel
Method for magnetic particle testing of ferromagnetic materials and
classification of magnetic particle indication
Rolled steels for general structure
Carbon steel forgings for general use
Carbon steel forgings for pressure vessels
Alloy steel forgings for pressure vessels for high-temperature service
Siainless steel forgings for pressure vessels
Carbon steel pipes for ordinary piping
Carbon steel pipes for pressure service
Carbon steel pipes for high pressure service
Carbon steel pipes for high temperature service
Arc welded carbon steel pipes
Alloy steel pipes
Stainless steel pipes
Large diameter welded stainless steel pipes
Carbon steels for machine structural use
Hot rolied stainless steel plates, sheets and strip
Cold rolled stainless steel plates, sheets and strip
Carbon steel castings
Corrosion-resistant cast steels for general applications
Steel castings for high temperature and high pressure service
Methods of test for hot dip galvanized coatings
Zine ingots
Electroplated coatings of zinc on iron or steel
PROTECTED BY COPYRIGHT
3
B 2220 : 2004
JIS Z2241 Method of tensile test for metallic materials
JIS Z 2343-1 Nondestructive testing —Penetrant testing—Part 1 : General principles —
Method for liquid penetrant testing and classification of the penetrant indication
JIS Z3001 Welding terms
JIS Z3121 — Methods of tensile test for butt welded joints
JIS Z3122 — Methods of bend test for butt welded joint
3 Definitions For the purposes of this Standard, the definitions of the principal
terms given in JIS B 0151 and JIS Z 3001 apply.
4 Classification of flanges and their designations Flanges and their designations
shalll be classified according to their shapes as shown in table 1.
‘The types of slip-on hubbed flanges (SOH) for nominal pressure 20K and 30K shall
be as described in table 2.
PROTECTED BY COPYRIGHT
4
B 2220: 2004
Table 1 Classification of flanges and the designation
Glassfcaton of lange Designation Figure
Welding fangs] Slip-on plate ange]
soP
Slipon habbed
Mange
SoH
Socket welding
‘ange +
i
sw
Welding neck
‘ange
wy LY
Tap joint ange
ce
i ait
"Threaded Dange
™ i A By
PROTECTED BY COPYRIGHT
5
B 2220 : 2004
Table 1 (concluded)
Classification of lange Designation
Figure
1 | ch
Tatogral flange
lank Tange
BL
Table 2. ‘Types of nominal pressure 20 K and 30 K slip-on hubbed flanges
(SOH)
Ciastcation of amas Tine Fine
Sivan baba Mange
‘Type A :
Type B
| mmc a J
|
5 Classification of gasket faces and their designations Gasket faces and their
designations shall be as shown in table 3. Male-female face gasket (MF) indicates a
combination of male seat (MF-M) and female seat (MF-F) and tongue and groove (TG)
indicates a combination of tongue seat (TG-T) and groove seat (TG-G).
PROTECTED BY COPYRIGHT
6
B 2220 : 2004
Table 3 Classification of gasket face and the designation
asain sea Te Taran Fie
Palace
awa vA
fais
aw yu
i
AYA | Yau
wea
wr
veo) ata
Tonga a anoe] Tomes
ror| {YA wi
to
Tom
:
wea) CoA
PROTECTED BY COPYRIGHT
7
B 2220 : 2004
6 Designation of flanges according to zinc coating Designation according to the
presence of zine coating shall be as given in table 4
Table 4 Designation according to the presence of zinc coating
Designation Definitions
Black flange Flanges not subjected to dine coating
Witte Hango GND ‘Flanges subjected to hat-dip zine coating or electroplated zine coating
7 Materials Materials of the flanges shall be the ones given in table 5 or those at
least equivalent to them in both the mechanical properties and corrosion resistance.
Materials of welding flanges shall be suitable for welding.
Remarks: ASTM materials and ISO materials admitted that they are equivalent
or superior to the materials given in table 5 are shown in reference
table 1 and reference table 2, respectively.
Table 5 Materials
Wolled seis Steal forgings ‘Seool castings Material
Namberat | Symbotat | Namberat | —Symbotar | Namberof ] Symboror |? N®
standard | material | standard | material | standard | material
Carbon seal] JISGSI01 | S8400 | JiSGami | SFA | JiSasio1 | sca0 | 001
ascas | s20c | mscsz2 | srvci | mscsis1 | scrHt
wisewsr | Sac | aisaasr | sreoa | aisasior | soso | 002
= = wiscsme | Sivoan | sisGbisi | SCPHZ | 0030
Taw alloy = = wis Ga20s | SFVAFT | JISGsisi | SCPHIT | Oide
steel
= wis Gs208 | SFVAFIIA | JiSGsi6I | SCPH2I | Olbe
Buainless | JISGaa08 | SUSs01 | sISGaua | SUSFS0a | WSGSIa | SCSIsA | O2le
— ais a.4305 | SUS 304
= aiscain | ScSisa | 02ib
Wsaia | SUSsI6 | sisGsa4 | SUSFaIe | JSGsiZ | SCSI4A | Ooze
gis G4s05 | susai6
= wisGsiai | SCS1sA | 0aab
FisGs04 | SUSs0aL | JISGaaa | SUS Food = Oia
ais.G.4s05 | sussoaL
Wis Gaor | SUSaIEL | JISGaai | SUSTaIeL
ais g.4305 | sUSsi6L
= 0a
Remarks 1 S$ 400 of JIS G 3101 and SF 390A and SF 440A of JIS G 3201 shall be
those which have a carbon content of 0.35 or less.
2 The inspection of S20C and $25C of JIS G 4051 shall be conéucted as
specified in JIS G 0303, and the tensile strength of $20C shall be 400
Nimm* or greater and S25C, 440 N/mm? or greater.
PROTECTED BY COPYRIGHT
8
B 2220 : 2004
Reference Table 1 ASTM materials
oe Stel fringe Sie anings Nara]
Nowberaf | Symbilat | Namberet | Syminlat | Namberot | Symialat | eroun
andard | tare) | standard | mtaricl | sendara_| material | Number
Cosas cans | AN = ane] WoB TH
cor | ee | a ae | ou
asr | cu
Taw aley | Aa x miei a mae [wer is
tod | nae B fisat ot
‘ast | ica | ame incia | an] wos i
ais_|_Fizcta
aaa | ease | (amen |e fee ce Zr
emt pa as] cen | nee |r
20] a1] asa] Fate] asi] cram za
amo | sion | aise | rater | aan | cron
amo _|_sin ass_| coast
irae oer) ae | oo z a aa
a0 | se | are | sae
Remarks: For standards shown here, see annex 3 (informative)
Reference Table 2 ISO materials
Wait : mm.
Material Rolled steele Stool forgings ‘Stool castings | Material
[Number of] Symbol of [Thickness|Nambor of Symbol of| Thickness [Namber of] Symbol of |group No
standard | material standard | material standard | material
180 | PH200_|60erless| 180 | Fis | eaorless iso 40m] cass2n | 11
9328-2 | PHa15 [over 60 to] 26041 | Fis | over éato
and ine land ime 2
100.
Habs, Fi2_| GSorless
180 | 16Mo3 [G0orles| 180 | Fas = |isoseor] cas | 15
Tow alley | gane-2 2604-1
= = = = = = = _|isose01|csan [19
180 ecm) — 180 | Fao 180 4991 |_ cas 21
sa2e-s_f 2604-1 cat
180 {6 GNiMo 180 |_ Fez = fiso sor |__os7 22
9328-5 hiv 12 2600-1 | P64 = 60.
TCNiMe| — cot
712 CeiLe
Stainless [ISO fr2ceits | — 180 |_rus = = = 2a
steel | 90285 fio 26081 | Foe =
KeaceNiMe | —
hr a2
Racine | —
hrs
Remarks: For standards shown here, see annex 3 (informative)
PROTECTED BY COPYRIGHT
9
B 2220 : 2004
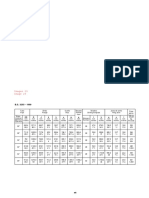
8 Relationship between fluid temperature and maximum working pressure Rela’
tionship between fluid temperature and maximum working pressure (hereafter refer-
red to as “pressure-temperature rating”) shall be as given in table 1. While the light
flange of nominal pressure 10K shalll generally be used for steady flow at a tempera-
ture of 120 °C or less and a pressure of 0.7 MPa or less.
‘The working temperature for white flanges shall be maximum 300 °C.
9 Nominal size of flange and application of pressure-temperature rating ‘The appli-
cation of the pressure-temperature rating to the nominal size of flanges, each type and
nominal size of flanges shall be as given in attached table 2, However, the nominal size
of light flange for nominal pressure 10K shalll be as given in table 6 regardless of its
temperature-pressure rating.
Table 6 Nominal size of light flanges for nominal pressure 10K
Nominal | Type of Nominal size A
pressure | Manges
10] 18] 30]5] 99] «o]50 65] s0]50] 100 [125 | 180 | 176 | 200] 328 [B50 [300] 350 | 400
sor [ofofofofofojofojojo| oF of oO] oO] oo
SoH |=
oo
10K light type
10 Dimensions
10.1. Dimensions of gasket faces The dimensions of gasket: faces of the flange shall
be as described in attached table 3.
Remarks: ‘The dimensions of the small raised face are shown in annex 4 (infor-
mative).
10.2 Dimensions of flanges The dimensions of flanges for each nominal pressure
shall be as given in attached tables 4 to 9,
Remarks 1 Inside diameter of the integral flange (IT) (d) and the diameter of hub
(2) and the radius of fillet (2) given in attached table 4, attached table
5, and attached tables 7 to 9 are given for reference. Inside diameter
(d complies with JIS B 2001. In the case of other dimentions, the
strength of the flange shall be calculated.
2 For slip-on welding flange (plate flange) (SOP) for nominal pressure
5K and blank flange (BL) of nominal size 400A or larger given in
attached table 4, slip-on plate flange (SOP) for nominal pressure 10K,
and blank flange (BL) of nominal size 250A or larger given in
attached table 5, full face gaskets should be used instead of ring
gasket, so as to prevent flanges from being applied excessive bending
moment,
3 The details of welded portion of welding flange are shown in annex 5
(informative).
PROTECTED BY COPYRIGHT
10
B 2220 : 2004
4 The pressure-temperature rating and basic dimensions of flanges of
nominal pressure 2 K, 40 K and 63 K are shown in annex 5
(informative).
5 The calculated mass of the flange is shown in annex 7 (informative).
10.8 Thread The thread of threaded flange (TR) shall be described in JIS B 0203.
10.4 Dimensional tolerance The dimensional tolerance on flanges shall be as
specified in attached table 10. Each axis line of socket of flange, socket of slip-on flange
(SOP and SOH), and the socket of socket, welding flange (SW) shall be perpendicular to
the gasket face enough for practical use.
Perpendicularity to the gasket, face of the axis line of the thread of threaded flange
(TR) shall be within 0.9 mm per 100 mm of the axis line. Perpendicularity shall be as
described in 5.8 of JIS B 0621.
‘The axis line of the thread of threaded flange (TR) shall be perpendicular to the
gasket face within tolerance of 0.5°
11 Appearance The flanges shall be free from any cracks or flaws detrimental to
use.
12 Surface finishing
12.1 Gasket faces The gasket faces of the flanges shall be finished in accordance
with table 7. Gasket faces of full face (FF), raised face (RF), and male-female face (MF)
shall be finished by turning with a round-end tool. The turning condition for 3.2 pm
and 6.3 ym Ra shall be as described in table 8.
‘The gasket face may be finished otherwise under an agreement between the parties
concerned.
Table 7 Finishing on gasket face
Unit: gam
Gasket face Fa
| Full face (FFY 32063
Raised face (REY 326s
‘Male-Temale face (MF) (Male seat and female seat) 3.2 or less
| “Tongue and groove (TG) (Tongue seat and groove sea) Sor Toss
Remarks: The value of Ra dependes on the definitions of JIS B
0601.
PROTECTED BY COPYRIGHT
un
120: 2004
Table 8 Turning condition for gasket face
Fa “Turning condition
= Radius of Blade edge Pitch of serration
: mm mm
Bz 08 035 10 0.30
16 0.35 10.042
e 08 0.35 to 0.42
16 0.52 40 0.60
122 Welded portion Welded portion of welding flange with steel pipe shall be
appropriately machined.
12.8. Facing subjected to hot-dip zinc coating ‘The inside diameter surface of flanges
subjected to hot-dip zine coating [excluding the smaller inside diameter of socket
welding flanges (SW) and the inside diameter of welding neck flanges (WN)] may be of
grinded or machined to remove the coating as required.
13 Soundness
1 Liquid penetrant testing and magnetic particle testing Cast steel flanges shall
satisfy the requirements for the soundness by means of liquid penetrant testing and
magnetic particle testing specified in standards for individual steel castings.
18.2 Ultrasonic flaw detection Forged steel or cast steel flanges shall satisfy the
requirements for the soundness by means of ultrasonic testing specified in standards
for individual steel forgings or steel castings.
14 Zinc coating Zinc coating shall be made as given in the following
a) Flanges subjected to hot-dip zinc coating shall not attain the final point in a cupric
sulphate test even when the immersion is carried out for 5 cycles.
b) The electroplated zine coating shall be grade 2 of JIS H 8610 or at least equivalent
thereto in corrosion resistance.
15 Manufacturing method
15.1 Flange Flanges shall be manufactured through the necessary machinings after
forging by the following method a), or after casting by b).
The plate flange (SOP and LJ without hub) may be manufactured through the
necessary machining after forming by c) or
Blank flange (BL) may be manufactured through the necessary machinings after
forming by 0).
a) Tobe hot-forged from a steel ingot or billet. In this case, a heat treatment specified
in the corresponding standards for the individual forgings shall be applied.
b) To be cast using appropriate melting and casting equipment. In this case, a heat
treatment specified in the corresponding standards for the individual castings shall
be applied.
PROTECTED BY COPYRIGHT
12
B 2220 : 2004
© To be manufactured from a steel sheet by press-work punching, gas cutting,
plasma are cutting, ete. Where the gas or plasma arc cutting is applied, the cut
surface of the flange shall be eliminated at least 2 mm by machining.
@) Tobe processed with flash welding as specified in annex 1 (normative).
15.2 Zinc coating When applying zinc coating to the flange, the following shall be
applied.
a) Zinc coating shall be applied after machining. In the case of applying hot-dip zine
coating, and the coatings on the inside diameter surface, welding area, etc. of the
flange are to be removed thereafter, the application may be on estimating the
necessary working allowances.
b) Flanges shall be coated after cleaned well by sandblasting, pickling and the like.
© Zine materials used for the hot-dip coating shall be distilled zine of JIS H 2107 or
zine ingots at least equivalent thereto in quality.
16 ‘Test methods
16.1 Liquid penetrant testing The liquid penetrant test shall be performed, as
specified in the individual steel castings standards.
16.2 Magnetic particle testing The magnetic particle test shall be performed, as
specified in the individual steel castings standards.
16.3 Ultrasonic testing The ultrasonic test shall be performed, as specified in the
individual steel forgings or steel castings standards,
16.4 Cupric sulfate test The cupric sulphate test on hot-dip zine coatings shall be
carried out according to the requirements of clause 5 in JIS H 0401
17 Inspection
17.1 Inspection of shape and dimensions ‘The shape and dimensions of flanges shall
be inspected by direct measurements, limit gaugings or other means, and shall meet
the requirements of clause 10.
17.2 Appearance inspection The appearance of flanges shall be inspected visually
and shall meet the requirements of clause 11.
17.3 Surface finish inspection Finishing of gasket face shall be inspected by an
appropriate method such as comparison between it and the reference sample that
agrees with the numerical values of Ra given in table 7, and shall meet the
requirements of table 7.
The surface finishing of the welded portion where a welding flange is jointed with a
steel pipe shall be inspected visually, and meet the requirements of 12.2
174 Inspection by liquid penetrant testing The liquid penetrant testing on cast
steel flanges shall be carried out as specified in 16.1, and the result shall meet the
requirements of 13.1
PROTECTED BY COPYRIGHT
13
B 2220 : 2004
17.5 Inspection by magnetic particle testing The magnetic particle testing on cast
steel flanges shall be carried out as specified in 16.2, and the result shall meet the
requirements of 13.1
17.6 Inspection by ultrasonic testing The ultrasonic testing on forged steel or cast
steel flanges shall be carried out as specified in 16.8, and the results shall meet the
requirements of 13.2.
17.7 Hot-dip zine coating inspection The hot-dip zine coating of the flange shall be
tested as specified in 16.4, and the result shall meet the requirements of 14 a).
17.8 Material inspection ‘The material of the flange shall be tested as specified in
requirements of the individual material standard unless otherwise designated by the
purchaser and the result shall meet the requirements of clause 7.
17.9 Acceptance inspection The acceptance inspection of the flange shall be
performed on the following inspection items. In this inspection, the sampling plan for
Jot inspection shall be subjected to the agreement between the parties concerned,
a) Inspection of shape and dimensions
b) Appearance inspection
©) Surface finish inspection
@ Inspection by liquid penetrant testing of cast steel flanges (as required by the
purchaser)
e) Inspection by magnetic particle testing of cast steel flanges (as required by the
purchaser)
Inspection by ultrasonic testing of forged steel or cast steel flanges (as required by
the purchaser)
8) Material inspection
18 Designation Flange products except integral flanges (IT) shall be designated by
the number of this Standard or title of this Standard, name or classification of flange,
name or classification of gasket faces (®),nominal pressure, nominal size and symbol of
material.
In the case of the white flange, classification according to the presence of zinc coating
(2N) shall be appended.
The following information shall be appended.
a) Light type (L) for light type flange for nominal pressure 10K.
b) Welding neck flanges (WN) with substitutional dimensions of nominal pressure 5K
and 10K, products with substitutional dimension (iD.
©) Distinction between type A (A), type B (B) and type C (C) for slip-on hubbed flanges
(SOH) for nominal pressure 20K and 30K
Note @) With lap joint flange (LJ), there are no gasket faces.
PROTECTED BY COPYRIGHT
14
B 2220 : 2004
Examples 1
Examples 2
Examples 3
Examples 4
Examples 5
Examples 6
Examples 7
Examples 8
Examples 9
JIS B 2220 SOP FF ZN 5K 800A SS 400 or Steel pipe flange, slip-on
plate flange, full face, white flange, 5K, 300A and SS 400.
JIS B 2220 LJ 5K 450A SF 390A or Steel pipe flange, lap joint
flange, 5K, 450A and SF 390A.
JIS B 2220 TR FF 10K 80A SCS 13A or Steel pipe flange, threaded
flange, full face, 10K, 80A and SCS 138A.
JIS B 2220 WN RF 10K H 1000A SFVC1 or Steel pipe flange,
welding neck flange, raised face, 10K, and products with
substitutional dimension, 1000A and SFVC 1
JIS B 2220 SOP FF 10K L 150A $20C or Steel pipe flange, slip-on
plate flange, full face, 10K, light flange, 150A and S20C
JIS B 2220 BL FF 16K 200A S25C or Stee! pipe flange, blank flange,
full face, 16K, 200A and S25C.
JIS B 2220 SOH RF 20K A 50A SUS3IGL or Steel pipe flange,
slip-on hubbed flange, raised face, 20K, type A, 50A and SUS 316L
JIS B 2220 SOH MF-M 30K C 65A SFVC2A or Steel pipe flange,
slip-on hubbed flange, male seat, 30K, type C, 654 and SFVC2A
JIS B 2220 TG-G 30K 100A SFVAF1 or Steel pipe flange, welding
neck flange, groove seat, 30K, 100A and SFVAFI
19 Marking Flanges excluding integral flange (IT) shall be marked the following
information on the periphery surface by such an indelible means as stamping, die
marking, etching or spraying.
a) Nominal pressure, nominal size and symbol of material—symbol of the nominal
size, A may be omitted.
The following shall be marked after the symbol of the nominal pressure
1) Symbol L for the light flange for nominal pressure 10K.
2) Symbol H for those of the substitutional dimension for nominal pressure 5K and
10K welding neck flanges (WN)
3) Distinction of type A (A) type B (B) and type C(C) for slip-on hubbed flanges
(SOH) for nominal pressure 20K and 30K
Examples 1
Examples 2
Examples 3
Examples 4
Examples 5
Examples 6
5K 300 SS 400
5K 450A SF 390A.
10K 80 SCS 13A
10K H 1000A SFVC1
10K L150 S20C
16K 200A S25C
PROTECTED BY COPYRIGHT
Examples 7 20K A 50 SUS 316L
Examples 8 30K C 65A SFVC 2A,
Examples 9 30K 100 SFVA F1
15
B 2220: 2004
b) Melting or casting number, or, an appropriate quality control number in which
melting or the casting number can be traced.
e
Manufacturer's name, its abbreviation or trademark
@) Other necessary information not confusable with those specified in a) to ¢)
Attached Table 1
Pressure-temperature rating
vine Pa
‘Nominal — group No. Divi Fluid temperature C_
proven |Special Boterence| soo | Tove TBO) BO HO] 360 [aan | a5 We | TE]
Sol | Saari
% Saag [eogefnggfecaeae ==
vor, 00% |. efreage roe toterfecefecefas SE
ee a
-_
eta, on
aaa pcos pose =p =p =p = p=
pe, 0228 cE = oan as
eto = a
ose, oom» 2a ee ee
pot, 908 tat Wp eee
= i 1.0) = = = = = = = a
oaaa actos pos =p
ae, cat ae Pio Pos
ee ge epg oer
casa, cas» fos tore fod fogs fero oe arealae
fae eg
me oa as pa eee
coe, oose |. re epee feed eee ete ea
es ae te ference [afer
Deere eta lege tener ena | celal
pate, 28a ae Re te =
cose, 02s [2a tre ote ere terete
PoE tt
a I Stas tae testa =
ae refer gorge pra r
alee a
a
ate, oat aa og act
ee peel eee et oe
ae =
TR Tp ae af a8 paar
pas par parp pp
Notes (*) Not applicable to JIS G 5101 SC 480 of material group 002, and ASTM A
587 CLI and ISO 9328-2 PH356 of material group 1.1
PROTECTED BY COPYRIGHT
16
B 2220 : 2004
Attached Table 1 (concluded)
Unit: MPa
Max working reanare
Material group No,
Nominal Dar Fiaid temperatare T
pressure | Sroatiod | Raforonce | °°" | Fuso] 320] B00] 350 | a00 | aS] a0] ae] a0
‘raterial | ‘oaterial 130
0K a
oe fis
13a] aa Pas | aa are aaO] SAT] BOUT | ——
TY] 81 as as aa ae ae] aa | 32] a
os fis
cc
FF TPB] aa aE] BT BEY BE] SAD [SONOS | SOOT
oa, oa, 22 SP ae] aa PaO] Be | BS [aaO | RIOT TON
0224, 0220
my 33-7 == -P- =) = ee
T[8i | a8 | 45 | 30] a8 | 38 [sa] —— -
0204, o2ab]2.3 Tse] ao ae] ae] ar | 0 zoe] —— J
Hel oo (eee ee ee eee S
Notes (Not applicable to ASTM A 852 LCI of the material group 1.5
Remarks 1
(©) Not applicable to ASTM A 351 CF3 and ISO 4991 C46 of material group
021b and 2.1
(2) Not applicable to ASTM A 351 CF3M of material group 022b and 2.2, ISO
4991 C57, ISO 4991 C60, ISO 4991 C61 and ISO 4991 C61LC.
@3) Not applicable to ASTM A 240 304L of material group 023a and 2.3, ASTM
A182 F304L and ISO 9328-5 X 2CrNi 1810.
Pressure-temperature rating of light flange for nominal pressure 10K
shall comform to clause 8.
For the specified materials in the column of material group No., see
table 5, and for the reference materials, see reference table 1 and
reference table 2
Division IT is the rating with some limitations put on that of Division |,
while Division IIT is the rating with further limitations put on that of
Division 11. Application of these divisions shall be as given in attached
table 2 depending on the type of flanges and their nominal size
71,is a minimum working temperature which is the normal temperature
or below. The minimum working temperature lower than the normal tem-
perature shall be subjected to the agreement between the parties concerned.
Maximum working pressure is at a temperature in the middle of the
temperature shown in the table shall be obtained by the proportional
interpolation method.
PROTECTED BY COPYRIGHT
Attached Table 2. Application of nominal size and
pressure-temperature rating of flanges
17
B 2220 : 2004
Nominal =
pressure
Moria [ 001,002, 0088 foRta, OBIb, Olde, Ob Gaia, 02
eroup No
tT Br Be zs
trot |, |e ale =e
=|, AR z 5 Zz
fonges 15 12 18 [3 le 1 le |e [2 1S (2 le |e [= [ee |e |e le |e fe le
=. =f =P yt py tty pt-pt
a) eto f a Sel etic na
S)oafr]-frfrfrfafrfrfafefrfefrfrfayef=fafafa] acta
Sa Uae Vesa esata ate feed aze sta ead eta aera) eta) ate] eaten alone reel
é| m1 Slee tren ats
2} afif-fitafafafafaftaf-fafafafaftafafofafadafada
Is) gaat eee an eel ae evecare [alr ne |g [anal
er{—frfr}r Paes) clr la
eo aa eri ett nea
eo) ae eeeh te se fete glee eel sedated
wof tf] =Jrfrfafafafr=]=frfafalrfa Sfrfifafa
ae Sells Belen Sale
eee aoe eel
sft} -]-]-|-falafrfay-]-f-fafefafeds}if-fafada
oot eae ee eles ein als
wrt t-}-1-1-|2) 21171 1-1-1-1 2) Pe
aoli}-|-frl-fifafrfr}-|-f-frfetedat-f-fefapede
Oe ul eee ele en teeters
mT] -|-Tt T=] PTT PTT 1) Pd
woof | |= fr] = Bre Sfifafafada =fifififa
cele rat ee pee Palos ale al
mT I-Tt T= TTT tpt
coo Utsler |e ere in| | |e le rm
soft fr] =fr}=[rfrfafrfrf=f-fafatmfrye]=]-fafefm
de ee
roofer ee lee er lam |r| een aan feet fer |
volt fr}-|-]-Jafafmfatal-|-fala}mfafafo]-faf afm
Boop T | TST a
sso] 1 | 1 =] = ec eee lle i
soft ff =]=f=fafafafafa}=f=fafcfmfr fa] =|=fafa fm
sooo eg fe femal eee grees fel cme cman | are fa oa fo [ee] ||
roof fr f= f=fofarfafatards Tce date || ala an
ram} cfr f= f=]ofafafafar|s r{a}mfafa]=]sfada fm
soo 1) Ue set eae ou fears fetal fea anf foams fev fea
rol t} rf -f=]=farfrfafrf a] = rfo}maia] =| ofr fafa
Remarks 1 The upper column of the column of “Material group No.” shows specified
materials and the lower one, the reference materials. For information, see
table 5, reference table 1 and reference table 2, respectively.
For the type of flanges, see table 1.
For the pressure-temperature rating symbols I, II and III, see attached
table 1.
PROTECTED BY COPYRIGHT
18
B 2220 : 2004
Attached Table 2 (continued)
Tonia a
a
aa Tie Tae Tae
—
i a as =
Type of aie ea lz i‘
overs [8 {3 [e [rs le [2 fe le [8 (3 [ele [2 le fe [8 |S le le [2 |e |e
Septet ee ep pp yt
eel alata
aboalriitrfrdrdeyt ef rsetiisdi rtrd cert ida da dt
shen HT Thy Th
a| reltiiitit(il-delateli(erit|ctiyeleii ls
BH oSirdcitfcdr ery ria fey ctey aay aay a cia fad eqa es
arto eee eee ete
shift fedattyifrfctete pita eya la ya yi a
melee lenient a lie
TTT epee ee ee
ee,
meds fcdeet erty et aye fete fa af ay eye fep adalat
wT pepe pape ete tee tet
mt y-l-(ef etter life ete fete alt [ee fey alr i
s(t PePoer {tpt Pe cecec pie ep ere yep cf ayayi
Sea ee na
feet lola ele le feelin adeae a ila
ee ee eS eee
wart TT tT ete pepe pe ett
volt lt (ete trle{elelitele(tli leit lele(i lila
mer flyrplf idee cyte eyeee yaya y titty c yey tit
sop papa pate te
merle ete ima leds dtm leet (ala
doef fens eel a jie aan tele es alialim | ail a lee) a
SPT Pepe pepe ep
ote eed t la tl ele lama leet la
mle Sele lela eles) claim nln) ) eae la
sop ppp ee pep pee ee
soe Pfft ft ya( ala | 2] res filed =| ofall
soled t{frfofrfepayal oft fa faa] 2] a | fan
woe EET Tee PTT pi
Remarks 1 The upper column of the column of “Material group No.”
shows specified materials and the lower one, the reference
materials. For information, see table 5, reference table 1 and
reference table 2, respectively.
2 For the type of flanges, see table 1.
3 For the pressure-temperature rating symbols I, II and III, see
attached table 1.
PROTECTED BY COPYRIGHT
21
B 2220 : 2004
Attached Table 2 (concluded)
Nominal a
pressure
Material (aie, 0216, 0238, 7
Natori) ]o02, oose 13a ota cele 0280, 02%b
i iB 7 Zi 22 ze
Typeot |= = E 7 =
ZlelelBlz Ble Slelelelelzle le
Menges 13 [2 |e |e 18 12 [es [2 8S fe |e 8 LE Je ee |S |e le
=) r{-7-Tt)]-1-11/41-1- 11 Teeee
wr frfrfrfrfrfrfrfefrfafafafrfrfafada 1
gs} oofrfrfrfafrfafcfafafefafafapefafafadafada
=D =rypaqe T T ; eyes te (ae gate et | etal
S) ee) rata) | 1 Pyare |r ae cir da
ES} afrfrfrfafafafrfafrfrfefefrfefefafafafada
mT yT}IT}T}i}iyi}i}iyifi{i{i}i}iiayr|r|r|o
wfrfaf}atafaftafafafafafatatafatafafafifada
sflifrpatatrfatafrfrfrfrtrtafalafale ifn
OF gfe feta gl ates Ue ts sate [etal teats [ana tte] ata] tet ee
boo} tet lere |r| tele reer at (ert | ne ee) | te] 0 |
wsftfrf}rfafataftrfafafafalafafatatafrfafata
wo) TT {T}T]T]T{T]T]T]T]T]/ 1/1] 1,1, aya] Tle
solr frfrfrfrfrfafafafefafafafafrfalayryi fa
aolrfatrfafrfrfafafafefafafafafrfafafrla ta
0 | Ueah sets] mh |e a tH] Un ae | sae ee |e | et
solr fafafafrfafrfafrfafafafmfafr fo) afa fs fm
sof frfafafrfafafafafafafmfa} afc fo] pepe po
Remarks 1 ‘The upper column of the column of “Material group No.” shows
specified materials and the lower one, the reference materials. For
information, see table 5, reference table 1 and reference table 2,
respectively.
For the type of flanges, see table 1.
For the pressure-temperature rating symbols I, II and III, see attached
table 1.
PROTECTED BY COPYRIGHT
22
B 2220 : 2004
Attached Table 3 Dimensions of gasket face
aw Yn a Pas
iD. 8 eS
Full face(FF) Raised face(RF)
i
— ed
— ‘Nominal pressure
= i = = =
i
go va 9 iz 9 f g z g =
Vee ae ee
eee ea
Bp
eee ee eee
SU eee
BR
Sete ele toe ole
Se ee:
= DE ca Da DO OSD s | o
a
i | 0s | 28 | i | a2 | me | ima | a [>] > | = | >
ooo_| sso | oo | is | iz | sas | ziso | go | =| >| = | =
eas sso [si Po] ta Mie | zat | a0 PP
wo | ao | ss | as | iz | mao | ams] a |=] = | =
oo_| tus | ico | as | ts | mao | sero | sp | =| =| = | =
so] ao0-| ais Pas] te] Mao] ase | at J =] =]
foo_| seo | sto | as | te | Mae | “too | ot |e aia | oe
PROTECTED BY COPYRIGHT
29
B 2220: 2004
Attached Table 7 Dimensions of flanges for nominal pressure 16K
$e
$2
22, |j—#ee_
‘SOH of nomi SW of nominal size 10A to 80A
LJ of nominal size 15A to 600A. ‘TR of nominal sizo 10A to 160A
Unit : mm
[Nominal Teined dimension Tnside diameter Depth [Nominal | Raised face
lize | Outside Diameter] Diameter] Number] Nominal ‘of | designa’ [Diameter] Height
liameter| ofbolt | of bole {of bolts {designe sockot| tion of
joflange| hole | hole tion of Gar thread
contre thread | mai)
‘ire ofbolt
p|ic h | lao} «| s £
ISOH, SW, LI, TR, WN, IT, BL Ison, fi sw. fir Sw [TR [WwNr
lsw WN
A
1 | | ] 8 | 4 | Mafia] -|a7[o | io |e) «© | ot
w | a | 3 ws | 4 | mz [2z2]ase{iei| 15 | 10 Re | st | 1
20 | 100 | 7: ws | 4 | mz |or7| aso] ora} 20 | 13 [re | 56 | 1
2s | azs [so [|e | 4 | mis [ass aso] 272] 25 | is | Ret | a7] 1
sz | 135 | 1oo | 19 | 4 | mae faz} aaa} ass] a2 | 13 frei] m | 2
so_| uo | ios | io | 4 | mis |aoitsos| siz] ao | is [revel oo | 2
30] 158 120 | 19 | —# | Mas |eit}o27} 527] 50 | 16 | Re2 | 6 | 2
es | as | vo | io | 8 | mus |7r1]7a7]ono] os | is |Rea's| us | 2
so_| 200 | 1 | 23 | 8 | m0 |soolors| rai} go | 16 | Res | 12 | 2
90] 210] 170 | 23 | 8 | M20 ]i0z6]i04.1) 902] 90 | - | - | 48 | 2
roo | 225 | 185 | 23 | 8 | mzo |1154J1169]1023] 10} - | Rea | 160 | 2
i25_| 970 | 295 | 95 | 8 | mzz |rara|iasolize6| 125 | — | res | 95 | 2
150] aos] 260] 25] 12 | Maz |1666]108.4]151.0] 150 | - | Ree | 230 | 2
200 | aso | 305 | 25 | 12 | mae Jaisol2ios|ieo9] 200} - | - | 25 | 2
250_| 430 | 380 | 27 | 12 | nos |26e5]orsa|ouse| 50 | — | — | 35 | 2
‘300 | aso] 4a0 | 27] 16 | Ma [s21.0]s228[ 2079] 300 | - | - | a3 | 3
aso | sao | 480 | 33 | 16 |maoxs{s581]s602} 393.4] 335 | - | - | a0 | 3
4o0_| cos | 540 | ss | 1s |waoxs| ao0 Jars2{asro| ago | — | — | a5 | 3.
450 | 675] 05] a3} 20 [Maoxs| 460 [4023] fa] |e
Notes (®) With IT flanges, this dimension is shown for reference.
(@) This may be rounded off with the dimension cas a radius,
PROTECTED BY COPYRIGHT
31
B 2220 : 2004
Attached Table 8 Dimensions of flanges for nominal pressure 20K
re
$0 a $e 1
#, [te a a #, [ta],
* 7] =] ea
z TT 3 = +
ry | |
$6 Somme
$0 $0
SOF type Aof nominal size SOT type Bof nominal size SOH type C of nominal size
TOA to 600A 10A to 50A {5A to BO0A
te
feacedennee] te $o
2 ee =. on [ae
t i ZW
cI tau
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (347)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Hydratight LP-Series FlyerDocument4 pagesHydratight LP-Series FlyerANDERSON NERESNo ratings yet
- Socket 600# AnsiDocument2 pagesSocket 600# AnsiANDERSON NERESNo ratings yet
- Slip On Anel 600# AnsiDocument2 pagesSlip On Anel 600# AnsiANDERSON NERESNo ratings yet
- Socket Weld 1500# AnsiDocument2 pagesSocket Weld 1500# AnsiANDERSON NERESNo ratings yet
- Slip On Anel 400# AnsiDocument2 pagesSlip On Anel 400# AnsiANDERSON NERESNo ratings yet
- Slip On Anel 300# AnsiDocument2 pagesSlip On Anel 300# AnsiANDERSON NERESNo ratings yet
- S Jb01 Fire Extinguisher CabinetDocument2 pagesS Jb01 Fire Extinguisher CabinetANDERSON NERESNo ratings yet
- Socket 150# AnsiDocument2 pagesSocket 150# AnsiANDERSON NERESNo ratings yet
- Socket 300# AnsiDocument2 pagesSocket 300# AnsiANDERSON NERESNo ratings yet
- Couplings: Storz B and CDocument2 pagesCouplings: Storz B and CANDERSON NERESNo ratings yet
- Fiberbond Fiberglass Piping Systems Series 20FR16-C: DescriptionDocument2 pagesFiberbond Fiberglass Piping Systems Series 20FR16-C: DescriptionANDERSON NERESNo ratings yet
- The Fiberbond Fittings GuideDocument23 pagesThe Fiberbond Fittings GuideANDERSON NERESNo ratings yet
- 11 - OrificeDocument7 pages11 - OrificeANDERSON NERESNo ratings yet
- 7 - LWNDocument8 pages7 - LWNANDERSON NERESNo ratings yet
- 5 - MSSDocument5 pages5 - MSSANDERSON NERESNo ratings yet
- Class 150 - 2500 Reducing FlangesDocument2 pagesClass 150 - 2500 Reducing FlangesANDERSON NERESNo ratings yet
- Drip Rings STD - Tb.Dri.5011 FF RFDocument1 pageDrip Rings STD - Tb.Dri.5011 FF RFANDERSON NERESNo ratings yet
- 9 - HubDocument4 pages9 - HubANDERSON NERESNo ratings yet
- Thermoplastic Flanges: Technical Information Weights & DimensionsDocument11 pagesThermoplastic Flanges: Technical Information Weights & DimensionsANDERSON NERESNo ratings yet
- Cálculo de TubosDocument3 pagesCálculo de TubosANDERSON NERESNo ratings yet
- Schedule 80 PVC/CPVC Unions: UNION (Old Style)Document6 pagesSchedule 80 PVC/CPVC Unions: UNION (Old Style)ANDERSON NERESNo ratings yet
- S Storz Couplings DatasheetDocument2 pagesS Storz Couplings DatasheetANDERSON NERESNo ratings yet
- 5" DN125 5" DN125: Nominal Size Nominal SizeDocument3 pages5" DN125 5" DN125: Nominal Size Nominal SizeANDERSON NERESNo ratings yet
- Measuring DFT According SSPC PA2Document15 pagesMeasuring DFT According SSPC PA2ANDERSON NERESNo ratings yet
- 5" DN125 5" DN125: Nominal Size Nominal SizeDocument3 pages5" DN125 5" DN125: Nominal Size Nominal SizeANDERSON NERESNo ratings yet