You might also like
- Managing Software Deliverables: A Software Development Management MethodologyFrom EverandManaging Software Deliverables: A Software Development Management MethodologyNo ratings yet
- Final Reject Conveyor WITDocument26 pagesFinal Reject Conveyor WITJOHN MICHAEL MADLAINGNo ratings yet
- Equity Valuation: Models from Leading Investment BanksFrom EverandEquity Valuation: Models from Leading Investment BanksJan ViebigNo ratings yet
- Report 11403012Document43 pagesReport 11403012Davinder SinghNo ratings yet
- TQM Unit 3Document168 pagesTQM Unit 3bhuvansparks100% (1)
- International Business Control, Reporting and Corporate Governance: Global business best practice across cultures, countries and organisationsFrom EverandInternational Business Control, Reporting and Corporate Governance: Global business best practice across cultures, countries and organisationsRating: 5 out of 5 stars5/5 (2)
- 7Qc ToolsDocument45 pages7Qc ToolsnagakumarNo ratings yet
- (Appendix-1) MS Work ScheduleDocument1 page(Appendix-1) MS Work ScheduleShohel RanaNo ratings yet
- Valuing Services in Trade: A Toolkit for Competitiveness DiagnosticsFrom EverandValuing Services in Trade: A Toolkit for Competitiveness DiagnosticsNo ratings yet
- Shenzhen RJC Industrial Co., LTDDocument39 pagesShenzhen RJC Industrial Co., LTDyou liangNo ratings yet
- Building Integrated Markets within the East African CommunityFrom EverandBuilding Integrated Markets within the East African CommunityNo ratings yet
- National Occupational Analysis: Motorcycle Mechanic 2012Document116 pagesNational Occupational Analysis: Motorcycle Mechanic 2012Anthony P MadambaNo ratings yet
- Engineering and Commercial Functions in BusinessFrom EverandEngineering and Commercial Functions in BusinessRating: 5 out of 5 stars5/5 (1)
- Heavy Equipment Operator (Excavator) : National Occupational AnalysisDocument66 pagesHeavy Equipment Operator (Excavator) : National Occupational AnalysisdertNo ratings yet
- International Accounting Standards: from UK standards to IAS, an accelerated route to understanding the key principles of international accounting rulesFrom EverandInternational Accounting Standards: from UK standards to IAS, an accelerated route to understanding the key principles of international accounting rulesRating: 3.5 out of 5 stars3.5/5 (2)
- Torque WrenchDocument12 pagesTorque Wrenchphuong lamhoangNo ratings yet
- Weekly - SAM 20221213Document7 pagesWeekly - SAM 20221213fmanggraNo ratings yet
- National Occupational Analysis: Mobile Crane OperatorDocument99 pagesNational Occupational Analysis: Mobile Crane OperatorselmagisNo ratings yet
- Yellow Point: Catalog No. 8-2020 YPDocument68 pagesYellow Point: Catalog No. 8-2020 YPSinoj V AntonyNo ratings yet
- RCM Implemantation PlanDocument6 pagesRCM Implemantation PlanSam ShumbaNo ratings yet
- Wiley CMAexcel Learning System Exam Review 2017: Part 1, Financial Reporting, Planning, Performance, and Control (1-year access)From EverandWiley CMAexcel Learning System Exam Review 2017: Part 1, Financial Reporting, Planning, Performance, and Control (1-year access)No ratings yet
- Quiz#08 - 01 - Timer Circuit - To PLCDocument1 pageQuiz#08 - 01 - Timer Circuit - To PLC22146015No ratings yet
- Braced for Impact: Reforming Kazakhstan's National Financial Holding for Development Effectiveness and Market CreationFrom EverandBraced for Impact: Reforming Kazakhstan's National Financial Holding for Development Effectiveness and Market CreationNo ratings yet
- Project Management UnitDocument12 pagesProject Management UnitSyed JafferNo ratings yet
- The 7 Basic Quality Tools: Michele CanoDocument72 pagesThe 7 Basic Quality Tools: Michele CanoAnonymous ibmeej9No ratings yet
- Life-Cycle Costing: Using Activity-Based Costing and Monte Carlo Methods to Manage Future Costs and RisksFrom EverandLife-Cycle Costing: Using Activity-Based Costing and Monte Carlo Methods to Manage Future Costs and RisksNo ratings yet
- Cho Khong SHELL EFONETDocument12 pagesCho Khong SHELL EFONETDebanjan KunduNo ratings yet
- Clairemay A. Detoyato Final Nagyud NiDocument164 pagesClairemay A. Detoyato Final Nagyud Nifranz anthonyNo ratings yet
- Strategic Asset Allocation in Fixed Income Markets: A Matlab Based User's GuideFrom EverandStrategic Asset Allocation in Fixed Income Markets: A Matlab Based User's GuideNo ratings yet
- 14 - Quality Management System ManualDocument60 pages14 - Quality Management System ManualSagar BahirjeNo ratings yet
- Beyond the Annual Budget: Global Experience with Medium Term Expenditure FrameworksFrom EverandBeyond the Annual Budget: Global Experience with Medium Term Expenditure FrameworksNo ratings yet
- Cópia de Aerospace and Defense v721 VsAerospace and Defense v610Document884 pagesCópia de Aerospace and Defense v721 VsAerospace and Defense v610zeliaornelasNo ratings yet
- Handbook for Developing Joint Crediting Mechanism ProjectsFrom EverandHandbook for Developing Joint Crediting Mechanism ProjectsNo ratings yet
- The 7 Basic Quality ToolsDocument60 pagesThe 7 Basic Quality ToolsMohammed ImranNo ratings yet
- Evaluating Hedge Fund and CTA Performance: Data Envelopment Analysis ApproachFrom EverandEvaluating Hedge Fund and CTA Performance: Data Envelopment Analysis ApproachNo ratings yet
- Form-Qc-001-616 Washer Pin Pivot StopDocument1 pageForm-Qc-001-616 Washer Pin Pivot StopIrwanto ManafNo ratings yet
- Beyond Crisis: The Financial Performance of India's Power SectorFrom EverandBeyond Crisis: The Financial Performance of India's Power SectorNo ratings yet
- X EC8 OPCM3274 RC PushoverDocument22 pagesX EC8 OPCM3274 RC Pushovermalik atikNo ratings yet
- Straight Through Processing for Financial Services: The Complete GuideFrom EverandStraight Through Processing for Financial Services: The Complete GuideNo ratings yet
- Agile PM ToolboxDocument25 pagesAgile PM Toolboxdiego ahumadaNo ratings yet
- Guideline On Vendor Quality Index (VQI) : Mahindra Quality System (A. S.)Document9 pagesGuideline On Vendor Quality Index (VQI) : Mahindra Quality System (A. S.)ayan senNo ratings yet
- 06 - Maintenance ChecklistDocument4 pages06 - Maintenance ChecklistYuri FaroNo ratings yet
- Load Device Ecw-L220User ManualDocument28 pagesLoad Device Ecw-L220User ManualTadeo BenegusengaNo ratings yet
- Team 1 - Final Assessment - OrbiaDocument41 pagesTeam 1 - Final Assessment - OrbiaVeria Tejada AlvarezNo ratings yet
- Volkswagon 02a5bDocument27 pagesVolkswagon 02a5bPatryk RączyNo ratings yet
- The 7 Basic Quality Tools: Michele CanoDocument60 pagesThe 7 Basic Quality Tools: Michele CanoJose Adrian MarquezNo ratings yet
- Merger - Kotak ING1.1Document23 pagesMerger - Kotak ING1.1kalpesh bhagneNo ratings yet
- FinallllDocument5 pagesFinallllYasmeen YasserNo ratings yet
- Industrialmecanic Noa2013 EngDocument115 pagesIndustrialmecanic Noa2013 Enggeo_gabe_galan5473No ratings yet
- Bank ManagementDocument112 pagesBank Managementsat237No ratings yet
- Smypc-Smy Smy Glass Plant Caterpillar Genset Foundation Design and ComputationDocument1 pageSmypc-Smy Smy Glass Plant Caterpillar Genset Foundation Design and ComputationJOHN MICHAEL MADLAINGNo ratings yet
- B C Location Map Vicinity MapDocument1 pageB C Location Map Vicinity MapJOHN MICHAEL MADLAINGNo ratings yet
- No. Type Description Capacity Voltage Frequency PhaseDocument1 pageNo. Type Description Capacity Voltage Frequency PhaseJOHN MICHAEL MADLAINGNo ratings yet
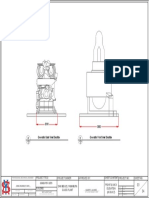
- Project Title Project Owner Project No: Sheet No. Sheet Content Approved By: Front & Back Elevation (As Built) San Miguel Yamamura Glass PlantDocument1 pageProject Title Project Owner Project No: Sheet No. Sheet Content Approved By: Front & Back Elevation (As Built) San Miguel Yamamura Glass PlantJOHN MICHAEL MADLAINGNo ratings yet
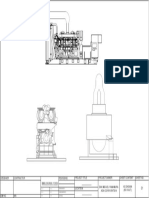
- Project Title Project Owner Project No: Sheet No. San Miguel Yamamura Asia Corporation Sheet Content Approved By: Generator Sets (As Built)Document1 pageProject Title Project Owner Project No: Sheet No. San Miguel Yamamura Asia Corporation Sheet Content Approved By: Generator Sets (As Built)JOHN MICHAEL MADLAINGNo ratings yet
- Project Title Project Owner Project No: Sheet No. San Miguel Yamamura Asia Corporation Sheet Content Approved By: Front & Back Elevation (As Built)Document1 pageProject Title Project Owner Project No: Sheet No. San Miguel Yamamura Asia Corporation Sheet Content Approved By: Front & Back Elevation (As Built)JOHN MICHAEL MADLAINGNo ratings yet
- No. Type Description Capacity Voltage Frequency PhaseDocument1 pageNo. Type Description Capacity Voltage Frequency PhaseJOHN MICHAEL MADLAINGNo ratings yet
- GensetV2 1Document1 pageGensetV2 1JOHN MICHAEL MADLAINGNo ratings yet
- GensetV2 2Document1 pageGensetV2 2JOHN MICHAEL MADLAINGNo ratings yet
- No. Type Description Capacity Voltage Frequency PhaseDocument3 pagesNo. Type Description Capacity Voltage Frequency PhaseJOHN MICHAEL MADLAINGNo ratings yet
- CAT 3516b Catalogue PDFDocument9 pagesCAT 3516b Catalogue PDFSelva Kumar Selva KumarNo ratings yet
- Drawing With Foundation ComputationDocument1 pageDrawing With Foundation ComputationJOHN MICHAEL MADLAINGNo ratings yet
- Perspective A: Archen Technologies, IncDocument1 pagePerspective A: Archen Technologies, IncJOHN MICHAEL MADLAINGNo ratings yet
- Cat 3516B: Dynamic Gas Blending™ (DGB™) Generator SetsDocument4 pagesCat 3516B: Dynamic Gas Blending™ (DGB™) Generator SetsJOHN MICHAEL MADLAINGNo ratings yet
- Inspection Machine Front Interlock TimerDocument4 pagesInspection Machine Front Interlock TimerJOHN MICHAEL MADLAINGNo ratings yet
- Laser Vision Check Finish ModuleDocument2 pagesLaser Vision Check Finish ModuleJOHN MICHAEL MADLAINGNo ratings yet
- Flex Inspect T Tech TalkDocument1 pageFlex Inspect T Tech TalkJOHN MICHAEL MADLAINGNo ratings yet
- 2 - Civil Liberties Union Vs Executive SecretaryDocument3 pages2 - Civil Liberties Union Vs Executive SecretaryTew BaquialNo ratings yet
- CFP The 17th International Computer Science and Engineering Conference (ICSEC 2013)Document1 pageCFP The 17th International Computer Science and Engineering Conference (ICSEC 2013)Davy SornNo ratings yet
- 090 - IRS Levys and LiensDocument4 pages090 - IRS Levys and LiensDavid E RobinsonNo ratings yet
- Subgrade Preparation in Earth CutDocument3 pagesSubgrade Preparation in Earth Cutusama buttNo ratings yet
- Sexual Hazartment of Women at OfficeDocument3 pagesSexual Hazartment of Women at OfficeMohandas PeriyasamyNo ratings yet
- Verilog Code For Traffic Light Control Using FSMDocument7 pagesVerilog Code For Traffic Light Control Using FSMEr Pradip PatelNo ratings yet
- CasaGrande BrochureDocument23 pagesCasaGrande BrochuresubbuNo ratings yet
- ReDocument3 pagesReSyahid FarhanNo ratings yet
- (2022) 5 SCC 661Document43 pages(2022) 5 SCC 661Swati PandaNo ratings yet
- ERP and Oracle E-Business Suite ConceptsDocument73 pagesERP and Oracle E-Business Suite ConceptsAlaa Mostafa100% (1)
- Reviewer MathDocument261 pagesReviewer MathMac Jayson DiazNo ratings yet
- Laser Ignition ReportDocument26 pagesLaser Ignition ReportRaHul100% (2)
- IT2840D 3640D Copier Operation ManualDocument516 pagesIT2840D 3640D Copier Operation ManualChristopher CollinsNo ratings yet
- Grundfosliterature 3081153Document120 pagesGrundfosliterature 3081153Cristian RinconNo ratings yet
- Melissas ResumeDocument2 pagesMelissas Resumeapi-329595263No ratings yet
- AbcdDocument182 pagesAbcdDiego CastanedaNo ratings yet
- List of Medical Institutions Available For Foreign Language(s)Document24 pagesList of Medical Institutions Available For Foreign Language(s)leithNo ratings yet
- Brand Trust, Customer SatisfacDocument21 pagesBrand Trust, Customer SatisfacJar JarNo ratings yet
- Role of Literature ReviewDocument10 pagesRole of Literature ReviewMuhammad Umair RajputNo ratings yet
- TechRef SoftstarterDocument11 pagesTechRef SoftstarterCesarNo ratings yet
- Ansoff Matrix of TescoDocument2 pagesAnsoff Matrix of TescoMy GardenNo ratings yet
- Operation - Manual Cubase 5Document641 pagesOperation - Manual Cubase 5Samiam66682% (17)
- Module 1 Unit 2 - Hardware and Software MGT PDFDocument7 pagesModule 1 Unit 2 - Hardware and Software MGT PDFRose Bella Tabora LacanilaoNo ratings yet
- Vanderbeck Solman ch01-10Document156 pagesVanderbeck Solman ch01-10Jelly AceNo ratings yet
- Fundamental of HDD Technology (3) : OutlineDocument8 pagesFundamental of HDD Technology (3) : OutlineJoseMNo ratings yet
- Afirstlook PPT 11 22Document20 pagesAfirstlook PPT 11 22nickpho21No ratings yet
- Gardner Gary ResumeDocument1 pageGardner Gary ResumeGary GardnerNo ratings yet
- CorpDocument14 pagesCorpIELTSNo ratings yet
- Hammer Strength HDT-MAB Assembly ManualDocument8 pagesHammer Strength HDT-MAB Assembly ManualRida DahmounNo ratings yet
- T3 Rapid Quantitative Test COA - F2311630AADDocument1 pageT3 Rapid Quantitative Test COA - F2311630AADg64bt8rqdwNo ratings yet